Изобретение относится к области обработки металлов давлением, а именно к горячей штамповке фитингов из трубных заготовок, и может быть использовано при изготовлении штампованных и штампосварных тройников, используемых в тепловых и водопроводных сетях, в нефтегазовой, химической и атомной отраслях.
Известен способ изготовления тройников из трубных заготовок по патенту RU 2333064. Известный способ включает в себя транспортировку трубной заготовки к печи и подачу ее в печь, нагрев заготовки, транспортировку ее к закалочному баку, выдержку ее части, расположенной диаметрально противоположно будущему патрубку, до температуры не менее чем в 1,5 раза ниже температуры нагретой части, последующую транспортировку заготовки к разъемному штампу и установку заготовки в него, поперечный обжим заготовки для предварительной формовки патрубка, выполнение отверстия под отбортовку, транспортировку заготовки к печи и нагрев ее, транспортировку к штампу и установку ее в штампе, отбортовку с помощью пуансона патрубка, снятие заготовки со штампа.
Недостатком известного способа изготовления тройников является его низкая производительность из-за двукратного нагрева заготовки и промежуточного охлаждения ее части, двухкратного прессования и нескольких транспортировок заготовки в технологическом цикле изготовления тройника.
Известен способ изготовления тройников из трубных заготовок по патенту RU 2122477, принятый в качестве прототипа.
Известный способ включает в себя вырезку в трубной заготовке овального отверстия, установку заготовки на ложемент штампа и введение внутрь ее конического пуансона, установку на внутреннюю поверхность заготовки концентрично отверстию технологической шайбы, выполненной из металла, обеспечивающего малый коэффициент трения с поверхностью пуансона, установку между технологической шайбой и основной частью тела пуансона кольцевого индуктора, закрепление заготовки, нагрев с помощью индуктора кромок овального отверстия, отбортовку патрубка путем проталкивания пуансона через отверстия в технологической шайбе и трубной заготовке, снятие тройника со штампа.
Недостатками прототипа являются:
- неравномерный нагрев кромок овального отверстия в заготовке ввиду того, что локальные зоны нагрева кромок отверстия по его периметру расположены на разных расстояниях от кольца индуктора, что приводит к различным значениям пластичности вытягиваемого металла по периметру отверстия и, как следствие, к снижению качества формования, а именно к возможности образования трещин, гофр и разрывов в теле отформованного патрубка;
- сложность технологического процесса ввиду необходимости достаточно точной установки друг относительно друга четырех элементов: технологической шайбы, индуктора, пуансона и самой заготовки;
- проблематичность изготовления тройников из трубных заготовок, диаметры которых превышают 200 миллиметров, так как они имеют значительный вес, а известный способ не предусматривает применения средств механизации подачи заготовок в рабочее пространство пресса и выдачи тройников из него;
- пониженные экономические показатели технологического процесса из-за расходования электроэнергии на нагрев пуансона и технологической шайбы, а также расхода цветного металла на изготовление шайбы.
Задачей и техническим результатом изобретения является устранение недостатков прототипа, а именно:
- упрощение технологического процесса изготовления тройников;
- повышение качества тройников;
- расширение номенклатуры типоразмеров изделий;
- повышение экономических показателей технологического процесса.
Технический результат достигается тем, что способ изготовления тройников из трубных заготовок, осуществляемый на установке, состоящей из подающей тележки, передаточного механизма, пресса с матрицей и консоли поддержки пуансона, включает в себя вырезку в трубной заготовке овального отверстия, установку и закрепление заготовки с отверстием на подающей тележке, нагрев кромок овального отверстия до температуры в пределах от 900 до 1100°С с помощью цилиндрическо-сегментного индуктора, установленного на наружной поверхности заготовки, подачу тележки с нагретой заготовкой посредством передаточного механизма в рабочую зону пресса с одновременным введением внутрь заготовки пуансона, установленного на консоли поддержки, подачу заготовки к матрице до упора в матрицу или подачу матрицы к заготовке до упора в заготовку, фиксацию тележки с заготовкой в рабочей зоне пресса, отбортовку патрубка посредством протягивания ненагретого пуансона через отверстия в заготовке и матрице с одновременным охлаждением поверхности заготовки пуансоном, выдачу изготовленного тройника из рабочей зоны пресса, открепление и снятие тройника с подающей тележки.
Осуществление способа изготовления тройника на установке, состоящей из подающей тележки, передаточного механизма, пресса с матрицей и консоли поддержки пуансона, позволяет механизировать процесс подачи трубной заготовки в рабочее пространство пресса и выдачи из него готового тройника за счет применения для этого подающей тележки, приводимой в движение передаточным механизмом. Это позволяет изготавливать тройники из трубных заготовок, имеющих значительный вес, диаметр магистральной части которых составляет от 200 до 1500 мм, что расширяет по сравнению с прототипом номенклатуру типоразмеров изделий.
Нагрев кромок овального отверстия с помощью цилиндрическо-сегментного индуктора, установленного на наружной поверхности заготовки, обеспечивает равномерный нагрев необходимой для деформации площади заготовки вокруг овального отверстия, в результате чего обеспечиваются одинаковые значения пластичности нагретого металла во всех его локальных зонах. В результате вытягиваемый металл равномерно распределяется по поверхности матрицы и равномерно охлаждается, что препятствует возникновению дефектов в теле формуемого патрубка, повышая качество изготовления тройников.
Нагрев заготовки до температуры менее 900°С нецелесообразен, так как в этом случае значительно увеличивается усилие прессования, что вызывает необходимость увеличения мощности пресса.
Нагрев заготовки до температуры более 1100°С нецелесообразен ввиду того, что в этом случае значительно повышается текучесть нагретого металла, что ухудшает качество формуемых горячей штамповкой изделий.
Осуществление нагрева заготовки с помощью цилиндрическо-сегментного индуктора вне зоны нахождения пуансона делает невозможным разогрев последнего, что позволяет экономить электроэнергию. Кроме того, контакт холодного пуансона с разогретым металлом во время вытягивания патрубка обеспечивает за счет термоциклирования металла в зоне отбортовки тройника закалку основного металла, что приводит к повышению механических свойств металла в зоне отбортовки, т.е. рост зерна в основном металле не наблюдается за счет высокой скорости его нагрева до требуемой температуры и резкого охлаждения холодным пуансоном. За счет этого отпадает технологическая операция - термообработка готовых тройников, изготовленных заявленным способом.
Прессование заготовки без технологической шайбы ликвидирует расход электроэнергии на ее нагрев и устраняет необходимость расходования цветного металла. Таким образом повышаются экономические показатели технологического процесса изготовления тройников.
Выполнение нагрева кромок овального отверстия в трубной заготовке на одной позиции технологического оборудования, а формование патрубка тройника на другой позиции технологического оборудования исключает в отличие от прототипа необходимость точной установки друг относительно друга трех элементов: индуктора, пуансона и заготовки, что упрощает технологию процесса установки заготовки относительно исполнительных инструментов.
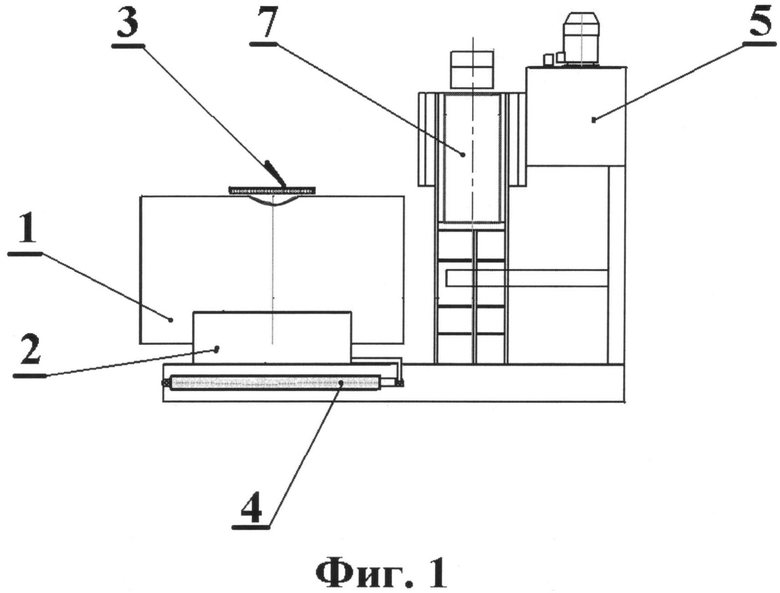
Сущность изобретения поясняется примером конкретного выполнения способа изготовления тройников, а также рисунками. На фиг.1 изображена схема нагрева заготовки. На фиг.2 изображена схема формования патрубка тройника.
Изготавливали тройник с наружным диаметром магистральной части 1426 мм и длиной 2500 мм, с наружным диаметром патрубка 530 мм, толщина стенки трубы 33,4 мм. На заготовительном участке штампосварную трубу диаметром 1426 мм разрезали на трубные заготовки длиной 2500 мм и вырезали в заготовке овальное отверстие с габаритами 400×270 мм. Заготовку с помощью мостового крана транспортировали на прессовый участок. Устанавливали заготовку (поз.1) с помощью упомянутого крана на подающую тележку (поз.2), закрепляли заготовку на тележке. Устанавливали подающую тележку в положение для нагрева заготовки, совмещая центр овального отверстия с центром цилиндрическо-сегментного индуктора (поз.3). Нагревали кромки овального отверстия заготовки до температуры 1080±20°С. Подавали тележку с нагретой заготовкой посредством передаточного механизма (поз.4) в рабочее пространство пресса (поз.5) с одновременным введением внутрь заготовки пуансона (поз.6). Подавали тележку с заготовкой вверх до упора заготовки в матрицу (поз.7) и фиксировали тележку с заготовкой. Отбортовывали патрубок, протягивая пуансон через отверстия в заготовке и матрице. Опускали подающую тележку с тройником и выкатывали ее из рабочей зоны пресса.
Преимущества предложенного способа по сравнению с прототипом:
- расширение номенклатуры типоразмеров изготавливаемых тройников;
- повышение качества продукции; упрощение технологического процесса;
- повышение экономических показателей технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122477C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| СПОСОБ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХ ЗАГОТОВОК | 1968 |
|
SU206516A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении тройников, применяемых в тепловых и водопроводных сетях. Изготовление тройников из трубных заготовок производят на установке, которая состоит из подающей тележки, передаточного механизма, пресса с матрицей и консоли поддержки пуансона. Трубную заготовку с вырезанным в ней овальным отверстием устанавливают на подающей тележке и закрепляют. Кромки отверстия нагревают до температуры от 900 до 1100°С с помощью цилиндрическо-сегментного индуктора. Тележку с заготовкой посредством передаточного механизма подают в рабочую зону пресса с одновременным введением внутрь заготовки пуансона. Производят подачу заготовки к матрице до упора в матрицу или подачу матрицы к заготовке до упора в заготовку. Тележку фиксируют и осуществляют отбортовку патрубка путем протягивания ненагретого пуансона через отверстия в заготовке и матрице. Одновременно происходит охлаждение поверхности заготовки пуансоном. Изготовленный тройник выводят из рабочей зоны пресса и снимают с тележки. В результате обеспечивается упрощение технологического процесса изготовления тройников, повышение их качества и расширение номенклатуры типоразмеров. 2 ил.
Способ изготовления тройников из трубных заготовок на установке, состоящей из подающей тележки, передаточного механизма, пресса с матрицей и консоли поддержки пуансона, включающий вырезку в трубной заготовке овального отверстия, установку и закрепление трубной заготовки с овальным отверстием на подающей тележке, нагрев кромок упомянутого отверстия заготовки до температуры от 900 до 1100°С с помощью цилиндрическо-сегментного индуктора, установленного на наружной поверхности заготовки, подачу тележки с нагретой заготовкой посредством передаточного механизма в рабочую зону пресса с одновременным введением внутрь заготовки пуансона, установленного на консоли поддержки, подачу заготовки к матрице до упора в матрицу или подачу матрицы к заготовке до упора в заготовку, фиксацию подающей тележки с заготовкой в рабочей зоне пресса, отбортовку на заготовке патрубка путем протягивания ненагретого пуансона через отверстия в заготовке и матрице с одновременным охлаждением поверхности заготовки пуансоном, выдачу готового тройника из рабочей зоны пресса, открепление и снятие его с подающей тележки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| Устройство для формовки тройников из трубных заготовок | 1978 |
|
SU763018A1 |
| Динамометр | 1946 |
|
SU72986A1 |
| US 4676088 A, 30.06.1987 | |||
| US 4059979 A, 29.11.1977 | |||
| . | |||

