Изобретение относится к литьевым формам для изготовления изделий из пластмасс.
Цель изобретения - повышение надежности отрыва и его удаления из рабочей зоны литника.
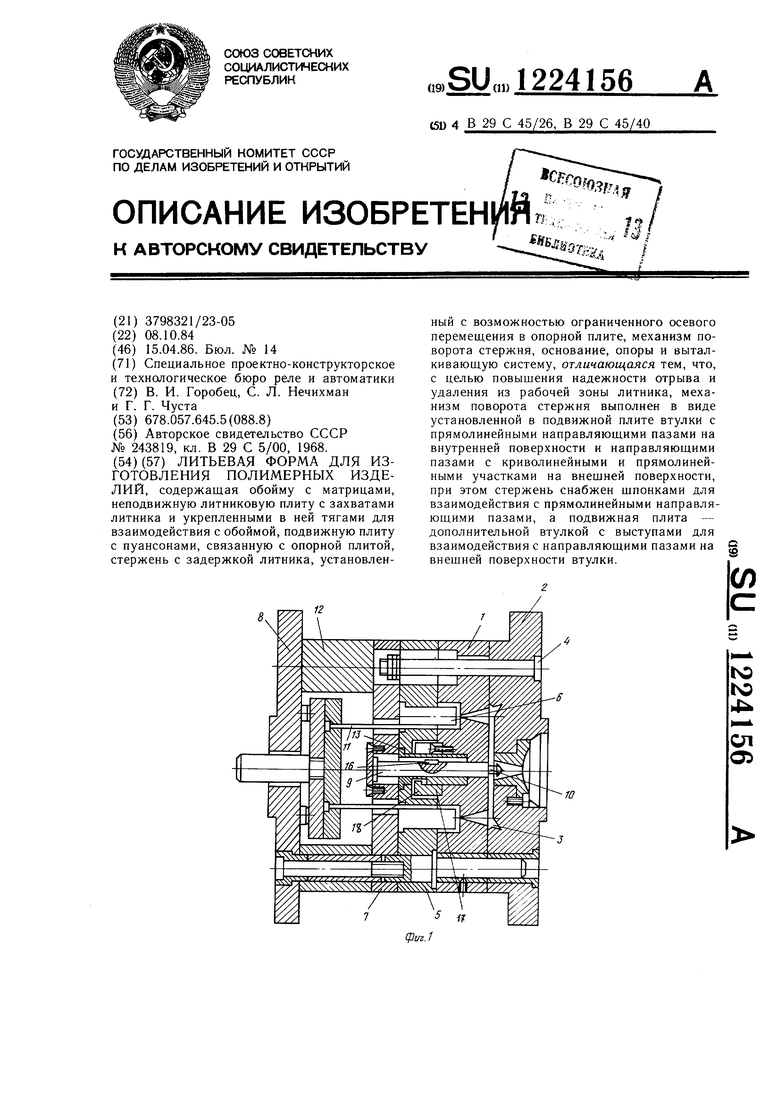
На фиг. 1 схематически показана литьевая форма, продольный разрез; на фиг. 2 - втулка с прямолинейными направляющими пазами на внутренней поверхности и направляющими пазами с криволинейными и прямолинейными участками на внешней поверхности, вид с торца; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - втулка, вид сверху.
Литьевая форма для изготовления полимерных изделий содержит обойму 1 с матрицами, неподвижную литниковую плиту 2 с захватами литника 3 и с укрепленными в ней тягами 4 для взаимодействия с обоймой 1, подвижную плиту 5 с пуансонами 6, связанную с опорной плитой 7 и основанием 8, стержень 9 с задержкой литника 10, установленный с возможностью ограниченного осевого перемещения в опорной плите 7, механизм поворота стержня 9, выталкивающую систему с толкателями И, опоры 12. Причем механизм поворота стержня 9 выполнен в виде установленной на подвижной плите 5 втулки 13 с прямолинейными направляющими пазами 14 на внутренней поверхности и направляющими пазами 15 с криволинейными и прямолинейными участками на внещней поверхности втулки 13, щпонок 16, укрепленных на стержне 9, для взаимодействия с прямолинейными направляющими пазами 14, и дополнительной втулки 17 с выступами 18 для взаимодействия с направляющими пазами 15 на внешней поверхности втулки 13.
0
Выполнение механизма поворота стержня 9 в виде втулки 13, взаимодействующей со стержнем 9 и обоймой 1 с матрицами посредством дополнительной втулки 17, обеспечивает надежный отрыв и удаление литника из рабочей зоны, так как при этом используется не усилие пружины, а усилие литейной мащины для перемещения плит.
Литьевая форма работает следующим образом.
После отливки изделия обойма 1 с матрицами отходит от неподвижной литниковой плиты 2 с захватами литника 3 и происходит отрыв головок литника от изделия. При дальнейшем перемещении обоймы 1 с матрицами 2 вместе с подвижной 5 и опорной 7 плитами стержень 9, удерживаемый задержкой литника 10, остается неподвижным относитатьно неподвижной литниковой плиты 2, пока втулка 13, увлекаемая подвижной плитой 5, не упрется в головку стержня 9. При дальней- 0 шем раскрытии формы стержень 9 вырывает литник из неподвижной литниковой плиты 2 и захватов литника 3. При достижении упора в головки тяг 4 обойма 1 с матрицами останавливается, а подвижная плита 5 с втулкой 13 отходят от нее. При этом выступы 18 дополнительной втулки 17 взаимодействуют с направляющи.ми пазами 15 на внешней поверхности втулки 13, поворачивают последнюю вместе со стержнем 9 и литником таким образом, чтобы головки литников расположились между литниковыми гнездами обоймы 1. При дальнейшем раскрытии формы стержень 9 вырывается из литника, и последний под действием своего веса выпадает из рабочей зоны. После полного раскрытия формы выталкивающая система посредством толкателей 11 выталкивает готовое изделие, и цикл повторяется-.
5
0
Фи.2
Фиг 3
Cpuz.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353634A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1969 |
|
SU243819A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Многогнездная литьевая форма для полимерных изделий с устройством для отрезки литников | 1978 |
|
SU763113A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Прессформа | 1971 |
|
SU479636A2 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 0 |
|
SU243819A1 |
| Солесос | 1922 |
|
SU29A1 |
