Изобретение относится к способу изготовления уплотнительных поршневых колец из наполненной фторопластовой композиции.
Известен способ изготовления элементов трения компрессоров (1) прессованием смеси на основе фторопласта. Данный способ не предусматривает получеьие изделий с повышенной упругостью.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления изделий из наполненных композиций на основе фто- ропласта-4 (2), где соблюдается следующая последовательность технологических операций: подготовка комгюнентов, смешение смеси, сушка, прессование, спекание заготовок в свободном состоянии, охлаждение заготовок с печью, механическая обработка до получения изделия необходимых точных размеров
Указанный способ также не гарантирует получение изделий с повышенной собственной упругостью. Известно, что кольца из фторлоновых композиций не имеют собственной упругости (3) и поэтому они устанавливаются с металлическими пружинами (экспандерами).
Цель изобретения - повышение собственной упругости уплотнительных поршневых колец.
Изобретение иллюстрируется следующими примерами: поршневые уплотнитель- ные кольца с наружным диаметром $н 102 мм, внутренним диаметром ач 88 мм и высотой 8 мм изготавливают из фторопластовой наполненной композиции марки К15М5, имеющей следующий состав, %вес.: фторопласт ф 4-80: кокс молотый - 15, дисульфид молибдена - 5.
Компоненты смеси дозируют и смешивают в электромагнитном измельчителеXIсо
ю
&
смесителе типа ЭМИ-70 в течение 7 мин. Соотношение объемов смеси и мелющих тел (шарики диаметром 5-6 мм из феррита бария) составляет 10:1. Перемещенную смесь просеивают и подвергают магнитной сепарации.
Прессование заготовок из смеси ведут на гидравлическом прессе при удельном давлении 50 МПа.
Заготовки спекают в муфельной печи при 380 ±10°С, охлаждают вместе с печью и обрабатывают на токарном станке до получения окончательных размеров поршневых колец при разрезке стыка.
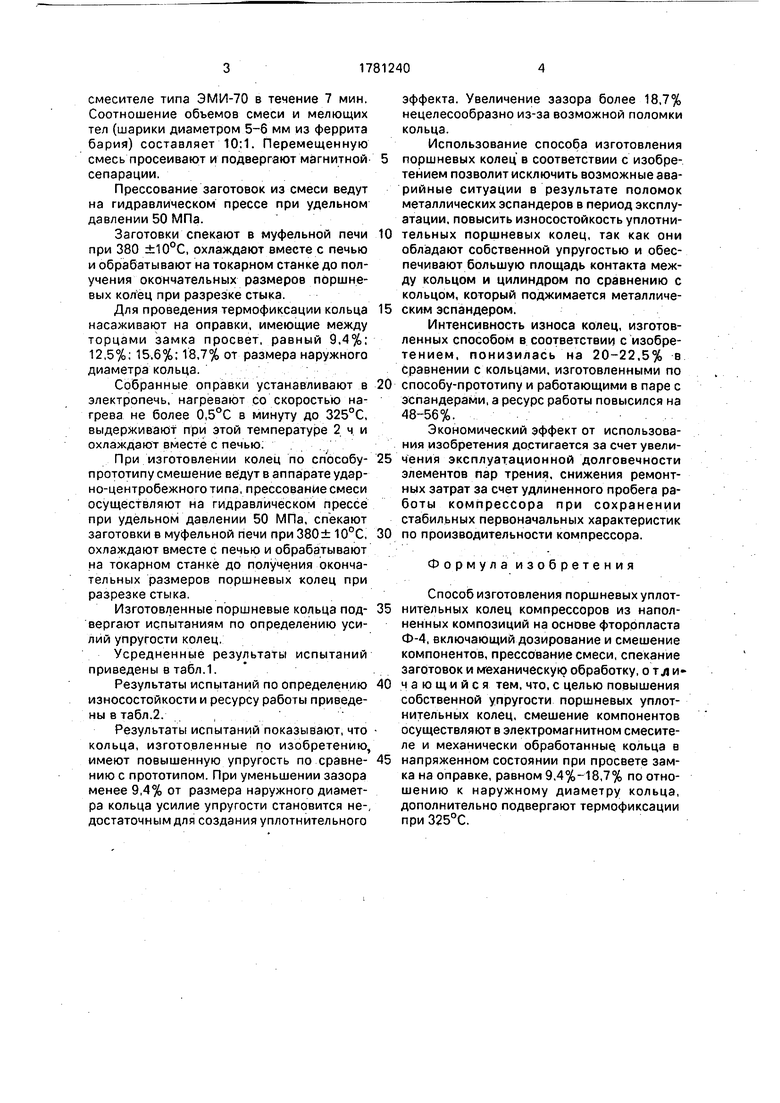
Для проведения термофиксации кольца насаживают на оправки, имеющие между торцами замка просвет, равный 9,4%; 12,5%; 15,6%; 18,7% от размера наружного диаметра кольца.
Собранные оправки устанавливают в электропечь, нагревают со скоростью нагрева не более 0,5°С в минуту до 325°С, выдерживают при этой температуре 2 ч и охлаждают вместе с печью.
При изготовлении колец по способу- прототипу смешение ведут в аппарате ударно-центробежного типа, прессование смеси осуществляют на гидравлическом прессе при удельном давлении 50 МПа, спекают заготовки в муфельной печи при 380± 10°С, охлаждают вместе с печью и обрабатывают на токарном станке до получения окончательных размеров поршневых колец при разрезке стыка.
Изготовленные поршневые кольца под- вергают испытаниям по определению усилий упругости колец.
Усредненные результаты испытаний приведены в табл.1.
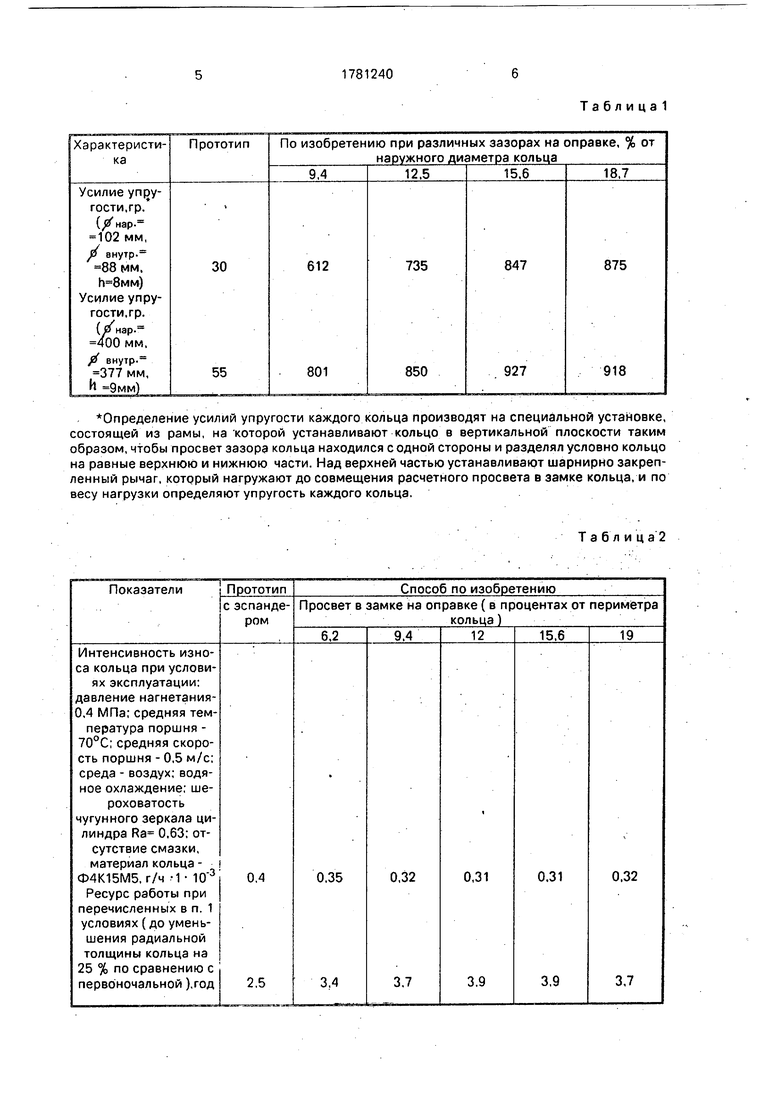
Результаты испытаний по определению износостойкости и ресурсу работы приведены в табл.2.
Результаты испытаний показывают, что кольца, изготовленные по изобретению имеют повышенную упругость по сравне- нию с прототипом. При уменьшении зазора менее 9,4% от размера наружного диаметра кольца усилие упругости становится недостаточным для создания уплотнительного
эффекта. Увеличение зазора более 18,7% нецелесообразно из-за возможной поломки кольца.
Использование способа изготовления поршневых колец в соответствии с изобретением позволит исключить возможные аварийные ситуации в результате поломок металлических эспандеров в период эксплуатации, повысить износостойкость уплотни- тельных поршневых колец, так как они обладают собственной упругостью и обеспечивают большую площадь контакта между кольцом и цилиндром по сравнению с кольцом, который поджимается металлическим эспандером.
Интенсивность износа колец, изготовленных способом в соответствии с изобретением, понизилась на 20-22,5% в сравнении с кольцами, изготовленными по способу-прототипу и работающими в паре с эспандерами, а ресурс работы повысился на 48-56%.
Экономический эффект от использования изобретения достигается за счет увеличения эксплуатационной долговечности элементов пар трения, снижения ремонтных затрат за счет удлиненного пробега работы компрессора при сохранении стабильных первоначальных характеристик по производительности компрессора.
Формула изобретения
Способ изготовления поршневых уплот- нительных колец компрессоров из наполненных композиций на основе фторопласта Ф-4, включающий дозирование и смешение компонентов, прессование смеси, спекание заготовок и механическую обработку, о т л и- чающийся тем, что, с целью повышения собственной упругости поршневых уплот- нительных колец, смешение компонентов осуществляют в электромагнитном смесителе и механически обработанные кольца в напряженном состоянии при просвете замка на оправке, равном 9,4%-18,7% по отношению к наружному диаметру кольца, дополнительно подвергают термофиксации при 325°С.
Таблица1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АРМИРОВАННЫХ АНТИФРИКЦИОННЫХ ФТОРОПЛАСТОВЫХ ЗАГОТОВОК | 2010 |
|
RU2428314C1 |
| БАЗАЛЬТОФТОРОПЛАСТОВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ТРИБОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2013 |
|
RU2552744C2 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1994 |
|
RU2089347C1 |
| Способ изготовления заготовок поршневых колец | 1987 |
|
SU1505741A1 |
| Антифрикционная композиция | 1989 |
|
SU1692996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ПОРШНЕВЫХ КОЛЕЦ | 2010 |
|
RU2453399C2 |
| Способ изготовления поршневых колец из полимерных композиционных материалов | 1989 |
|
SU1713820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С ТРЕБУЕМЫМИ РАЗМЕРАМИ ИЗ ПОРОШКООБРАЗНОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2004 |
|
RU2278785C1 |
| Композиция на основе политетрафторэтилена | 1977 |
|
SU713886A1 |
Сущность изобретения: компоненты фторнаполненной композиции дозируют, смешивают в электромагнитном смесителе, прессуют заготовку при удельном давлении прессования 50 МПа, спекают при 380°С, обрабатывают на токарном станке до получения окончательных размеров колец на токарном станке при разрезке стыка и дополнительно термофиксируют при 325°С в напряженном состоянии при просвете замка на оправке, равном 9,4-18,7% по отношению к наружному диаметру кольца. 2 табл.
Определение усилий упругости каждого кольца производят на специальной установке, состоящей из рамы, на которой устанавливают кольцо в вертикальной плоскости таким образом, чтобы просвет зазора кольца находился с одной стороны и разделял условно кольцо на равные верхнюю и нижнюю части. Над верхней частью устанавливают шарнирно закрепленный рычаг, который нагружают до совмещения расчетного просвета в замке кольца, и по весу нагрузки определяют упругость каждого кольца.
Таблица2
| Новиков И.И., Захаренко В П., Ландо Б.С | |||
| Безсмазочные поршневые уплотнения в компрессорах | |||
| Л.: Машиностроение, 1981 г., с 186 | |||
| Уплотнения и уплотнительная техника | |||
| Справочник под редакцией Голубева А.И., Кондакова Л.А., Машиностроение, 1986 | |||
| Пугачев А.К., Росляков О А | |||
| Переработка фторопластов в изделия | |||
| Л.: Химия, 1987, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
