Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является улучшение качества непрерывнолитых слитков.
Сущность изобретения заключается в том, что в кристаллизатор подают металл, вытягивают из кристаллизатора слиток с переменной скоростью, подают на мениск металла в кристаллизаторе шлаковую смесь, сообщают кристаллизатору возвратно-поступательное перемещение, поддерживают и направляют слиток при помощи холостых и приводных роликов, охлаждают поверхность слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, установленными между роликами, изменяют удельные расходы охладителя вдоль зоны вторичного охлаждения от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения, а также контролируют дефекты поверхности и структуры слитков.
В процессе непрерывной разливки контроль дефектов слитков осуществляются после зоны вторичного охлаждения и при появлении дефектов в количестве 0,2-10 штук/м2 поверхности слитка по его периметру и толщине уменьшают скорость вытягивания слитка на 5-20% от рабочего значения, а при появлении дефектов более 10 штук/м2 прекращают процесс разливки.
Улучшение качества непрерывнолитых слитков будет происходить вследствие своевременного по мере обнаружения дефектов слитков соответствующего изменения скорости вытягивания слитка. В этих условиях в оболочке слитка снижаются действующие значения температурных градиентов и термические напряжения ниже допустимых значений. При этом снижение скорости вытягивания слитка способствует устранению поверхностных продольных, поперечных, угловых, сетчатых и других трещин, а также центральной пористости, гнездообразующих, угловых, осевых и других внутренних трещин.
Диапазоны значений изменения скорости вытягивания слитка в пределах 5-20% от рабочего значения объясняется закономерностями кристаллизации слитка и теплоотвода от него. При меньших значениях изменение скорости вытягивания слитка не будет приводить к устранению дефектов. При больших значениях изменения скорости вытягивания слитка будет приводить к переохлаждению поверхности, что вызовет увеличение брака слитков по внутренним и наружным трещинам.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего времени значения скорости вытягивания слитков.
Величина дефектов слитков свыше 10 штук/м2, при которой прекращается процесс разливки, объясняется условиями эксплуатации изделий из непрерывнолитых слитков. При меньших значениях возможно изготовление изделий более низких сортов. При больших значениях изготовление годных изделий из непрерывнолитых слитков невозможно.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3 сп и вытягивают из него слиток в с переменной скоростью. На мениск металла в кристаллизаторе подают шлаковую смесь на основе CaO-SiO2-Al2O3. Кристаллизатору сообщают возвратно-поступательное перемещение. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи холостых и приводных роликов и охлаждают поверхность слитка охладителем, распыливаемым форсунками, установленными между роликами. Удельные расходы охладителя изменяют вдоль зоны вторичного охлаждения от максимального значения под кристаллизатором до минимального значения в конце охлаждения. При этом производят контроль внутренних и поверхностных дефектов непрерывнолитых слитков в потоке при помощи средств неразрушающего контроля в виде дефектоскопов.
В процессе непрерывной разливки контроль дефектов слитков осуществляют после зоны вторичного охлаждения и при появлении дефектов в количестве 0,2-10 штук/м2 поверхности слитка по его периметру и толщине, уменьшают скорость вытягивания слитка на 5-20% от рабочего значения, а при появлении дефектов более 10 штук/м2 прекращают процесс разливки.
Контроль дефектов слитков осуществляют при помощи средств неразрушающего контроля, например, дефектоскопов, сканирующих по периметру слитков в процессе их движения по роликам.
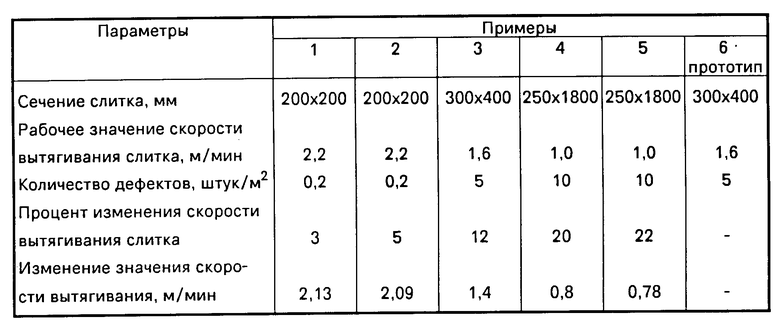
В таблице приведены параметры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере снижение скорости вытягивания слитка недостаточно для ликвидации возникновения дефектов непрерывнолитых слитков.
В пятом примере снижение скорости вытягивания слитка превосходит допустимые значения, что не приводит к устранению дефектов непрерывнолитых слитков.
В шестом примере (прототипе), вследствие отсутствия регулирования слитка в зависимости от появления дефектов, брак слитков по внутренним и наружным трещинам, а также по качеству макроструктуры не уменьшается.
В примерах 2-4 дефекты в непрерывнолитых слитках устраняются вследствие уменьшения скорости вытягивания слитков в оптимальных пределах.
Применение способа позволит уменьшить брак слитков по внутренним и наружным трещинам, а также по качеству макроструктуры на 1,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775931A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775933A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775936A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1786741A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775930A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775934A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775932A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1991 |
|
SU1775935A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов. Способ включает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу на мениск металла в кристаллизатор шлаковой смеси, сообщение кристаллизатору возвратно-поступательного перемещения, поддержание и направление слитка при помощи холостых и приводных роликов, охлаждение поверхности слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, установленными между роликами, изменение удельных расходов охладителя вдоль зоны вторичного охлаждения от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения, контроль дефектов поверхности и структуры слитков после зоны вторичного охлаждения. При появлении дефектов в количестве 0,2 - 10 штук/м2 поверхности слитка по его периметру и толщине уменьшают скорость вытягивания слитка на 2 - 20% от рабочего значения, а при появлении дефектов более 10 штук/м2 прекращают процесс разливки. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу на мениск металла в кристаллизаторе шлаковой смеси, сообщение кристаллизатору возвратно-поступательного движения, поддержание и направление слитка при помощи холостых и приводных роликов, охлаждение поверхности слитка в зоне вторичного охлаждения охладителем, распыливаемым форсунками, установленными между роликами, изменение удельных расходов охладителя вдоль зоны вторичного охлаждения от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения, а также контроль дефектов поверхности и структуры слитков, отличающийся тем, что, с целью улучшения качества непрерывнолитых слитков, в процессе непрерывной разливки контроль дефектов слитков осуществляют после зоны вторичного охлаждения и при появлении дефектов в количестве 0,2 - 10 штук/м2 поверхности слитка по его периметру и толщине уменьшают скорость вытягивания слитка на 5 - 20% от рабочего значения, а при появлении дефектов более 10 штук/м2 прекращают процесс разливки.
| Авторское свидетельство СССР N 1412121, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
