Предлагаемое изобретение относится к производству кабельных изделий в частности спиральных шнуров на основе гибких проводников с оболочками из термопластичных материалов и может быть использовано для изготовления шнуров с участками линейной и спиральной формы. Прямолинейные участки шнура формируются по условиям монтажа и дизайна.
Известен способ и устройство для изготовления спиральных шнуров, содержащее носитель (гибкую оправку), узел намотки шнура на оправу, зону нагрева шнура, зону охлаждения шнура, узел размотки шнура на оправку, вращающуюся вокруг своей продольной оси и относительно носителя, компенсатор натяжения носителя.
Недостатком данного способа является невозможность получения шнуров с линейными участками. Известны также устройства для изготовления спирального шнура с линейными отрезками, включающее отдельные узлы для пооперационного производства: резку шнура на мерные длины, навив их на металлические стержни, нагрев шнуров, охлаждение на воздухе или в воде, снятие навитых шнуров со стержня, перекрутку в противоположное навивке направление. Недостатком данного способа является низкая степень механизации и значительная трудоемкость изготовления шнура, высокая энергоемкость и материалоемкость оборудования.
Наиболее близким по технической сущности к заявленному устройству является выбранное в качестве прототипа устройство для непрерывного изготовления спирального шнура 3, содержащее последовательно включенные в технологическую линию отдатчик гибкой оправки (носителя), компенсатор, обмотчик, магазин шпуль, устройство для намотки шнура на шпулю, узел нагрева, узел охлаждения, узел съема шнура с оправки с тяговым и приемным устройством для оправки, узел перекрутки и резки, транспортер.
VI 00
сэ ел
00 ON
Недостатком известного устройства является следующее.-устройство не позволяет получить шнуры с участками спиральной и линейной формы, т.к. шнур равномерно нагревается по всей длине, кроме того транспортер, состоящий из двух параллельных вращающихся валов не позволяет осуществить перемещение шнура переменной формы, т.к. спиральные и линейные участки имеют различные наружные размеры вследствие чего вращающиеся валы транспортера сообщают им различные окружн ые скорости, что не позволяет осуществить равномерное перемещение шнура. Тяговое устройство узла перекрутки имеет постоянную линейную скорость в то время как длина шнура снимаемого за один оборот размотчика изменяется в зависимости от колебаний диаметра шнура и оправки, обусловленных технологическими причинами, что приводит к изменению натяжения шнура при перекрутке. Изменение натяжения шнура при перекрутке вызывает искажение формы спиральных участков, т.е. ухудшает качество.
Целью предполагаемого изобретения является оасширение функциональных возможное и (обеспечение возможность изго- товления шнуров со спиральными и линейными участками) и улучшение качества, т.е. ликвидация недостатков известных устройств (аналогов и прототипа).
Указанная цель достигается тем, что в устройство для изготовления спирального шнура, содержащее последовательно соединенные в технологическую линию отдатчик гибкой оправки компенсатор, обмотчик, магазин шпуль, узел наМотки шпуль, узел нагрева, узел охлаждения, узел съема шнура, тяговой узел оправок, узел перекрутки включены: конвейер движущийся синхронно с оправкой и несущий на себе изоляторы, препятствующие разогреву определенных участков навитого на оправку шнура, неразогретые участки шнура после его съема и перекрутки сохраняют линейную форму. Устройство для регулировки натяжения шнура при его раскрутке посредством изменения линейной скорости тягового узла перекрут- чика. Вместо транспортера применен вращающийся бункер для приема шнура.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием, конвейера с тепло- изоляторами, регулятора натяжения шнура при раскрутке, вращающегося приемного бункера и их связью с остальными узлами устройства
Сравнение заявляемого решения с другими техническими решениями позволяет
выявить ряд общих признаков и способ непрерывного изготовления шнура на гибкой оправке, узел навива шнура, магазин шпуль, узел заполнения шпуль шнуром, узел нагрева, узел охлаждения, узел съема шнура и его перекрутки. Однако в предлагаемом решении за счет использования конвейера с теплоизоляторами, регулятора натяжения при его перекрутке, вращающегося приемного
0 бункера и их связи с другими узлами устройства, достигнуто расширение функциональных возможностей и улучшение качества.
Это позволяет сделать вывод о соответствии технического решения критерию су5 щественное отличие.
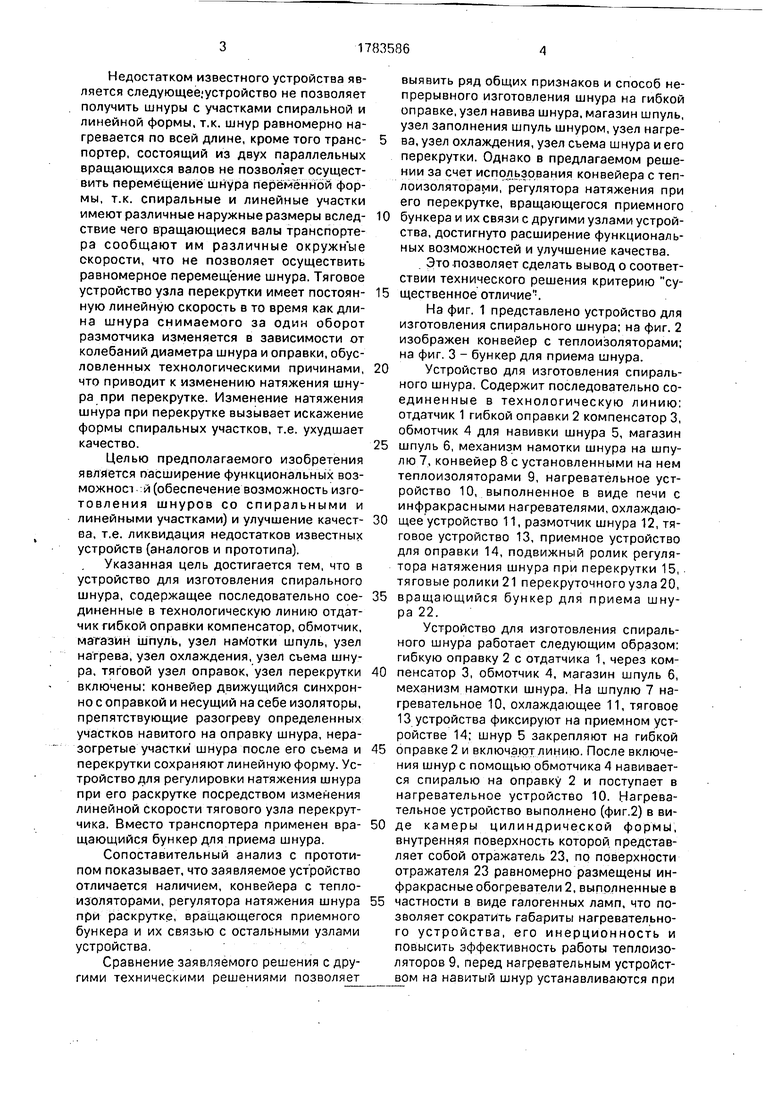
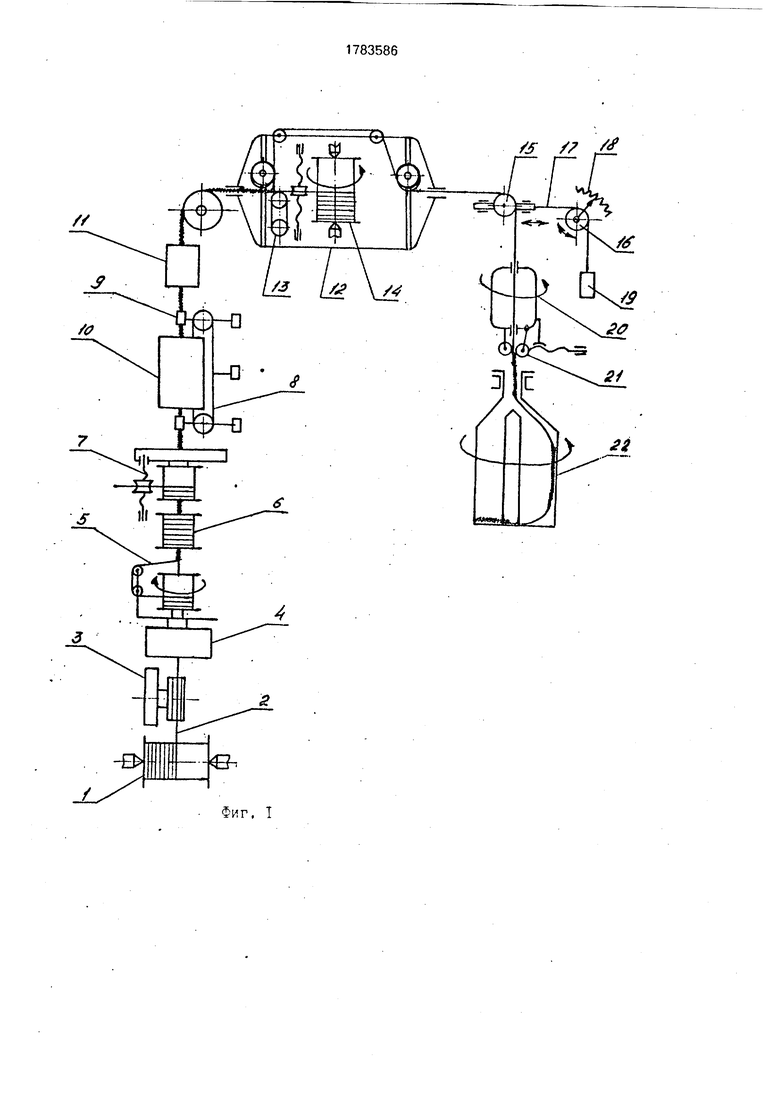
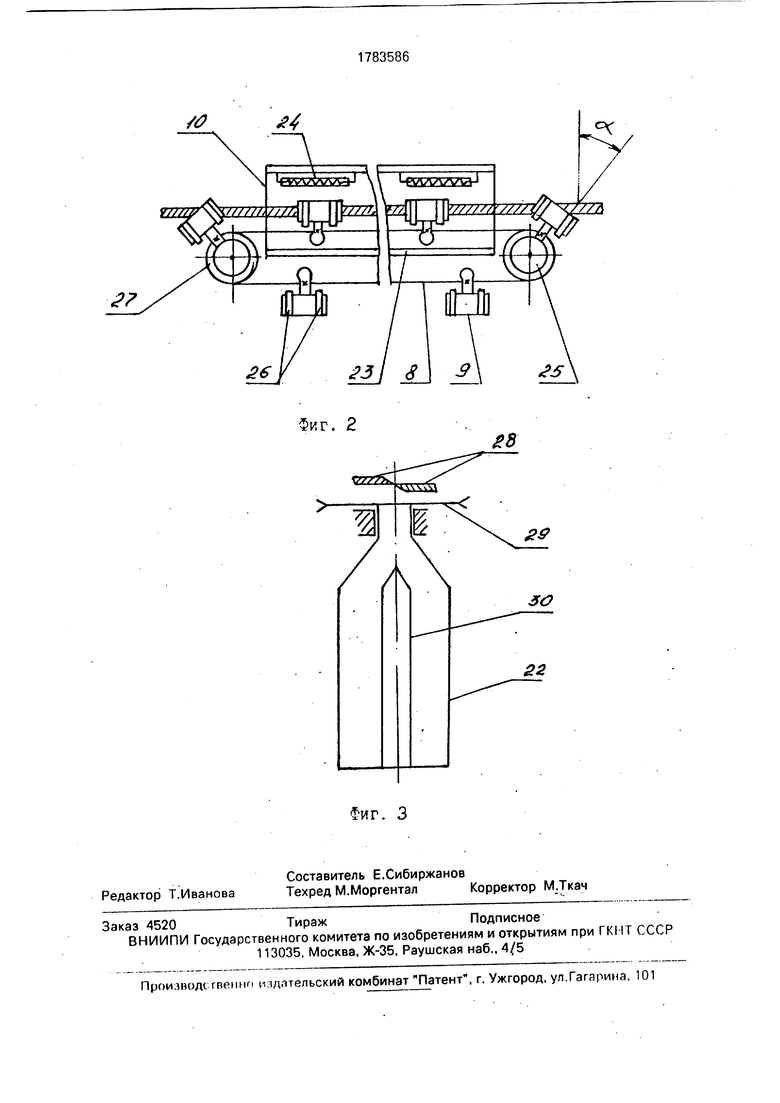
На фиг. 1 представлено устройство для изготовления спирального шнура; на фиг. 2 изображен конвейер с теплоизоляторами; на фиг. 3 - бункер для приема шнура.
0Устройство для изготовления спирального шнура. Содержит последовательно соединенные в технологическую линию: отдатчик 1 гибкой оправки 2 компенсатор 3, обмотчик 4 для навивки шнура 5, магазин
5 шпуль 6, механизм намотки шнура на шпулю 7, конвейер 8 с установленными на нем теплоизоляторами 9, нагревательное устройство 10, выполненное в виде печи с инфракрасными нагревателями, охлаждаю0 щее устройство 11, размотчик шнура 12, тяговое устройство 13, приемное устройство для оправки 14, подвижный ролик регулятора натяжения шнура при перекрутки 15, тяговые ролики 21 перекруточногоузла20,
5 вращающийся бункер для приема шнура 22.
Устройство для изготовления спирального шнура работает следующим образом: гибкую оправку 2 с отдатчика 1, через ком0 пенсатор 3, обмотчик 4, магазин шпуль 6, механизм намотки шнура. На шпулю 7 нагревательное 10, охлаждающее 11, тяговое 13 устройства фиксируют на приемном устройстве 14; шнур 5 закрепляют на гибкой
5 оправке 2 и включают линию. После включения шнур с помощью обмотчика 4 навивается спиралью на оправку 2 и поступает в нагревательное устройство 10. Нагревательное устройство выполнено (фиг 2) в ви0 де камеры цилиндрической формы, внутренняя поверхность которой представляет собой отражатель 23, по поверхности отражателя 23 равномерно размещены инфракрасные обогреватели 2, выполненные в
5 частности в виде галогенных ламп, что позволяет сократить габариты нагревательного устройства, его инерционность и повысить эффективность работы теплоизо- ляторов 9, перед нагревательным устройством на навитый шнур устанавливаются при
сходе с кулачка 25 теплоизоляторы 9 состоящие из двух половин соединенных пружинами 26. Теплоизоляторы 9 закреплены на конвейере 8 с шагом равным si па, где L- расчетная длина заготовки шнура, а- угол подъема винтовой линии. Длина тепло- изолятора равна I sin а , где I - суммарная длина прямолинейных отрезков шнура. Привод конвейера 8 осуществляется от зубчатого колеса 27, на одной оси с которым установлены кулачки 25, удаление тепло- изоляторов 9 с оправки 2 при выходе конвейера 8 из нагревательного устройства 10 осуществляется в обратном порядке.
При выходе оправки с навитым шнуром 5 из нагревательного устройства 10, последний подается в охлаждающее устройство 11 и размотчик 12, скорость вращения размотчика 12 равна по величине и противоположна по направлению скорости обмотчика 4. Смотанный с оправки 2 шнур 5 за счет тяги роликов 21 перемоточного узла 20 подается на подвижный ролик 15 регулятора натяжения шнура, перемещение ролика 15 посредством цепи 17 преобразуется в поворот зубчатого колеса 16 и потенциометра 18, регулирующего скорость вращения тяговых роликов 21 перекруточногоузла20. Величина натяжения шнура регулируется посредством установки массы противовеса 19, закрепленного на конце цепи 17,
Перекрученный шнур под действием собственного веса поступает во вращающийся бункер 22. Бункер 22 (фиг.З) приводится в движение клиноременной передачей 29. Разность скоростей вращения перекрутчика
20 и бункера 22 Лл , Где Л п - разность числа оборотов перекрутчика 20 и бункера 22 при формировании одного шнура, I - суммарная длина прямолинейных участков шнура, h - шаг навива шнура, а- угол подъема винтовой линии.
В центре бункера выполнена направляющая 30 для равномерной укладки шнура по объему бункера 22.
Емкость бункера 22 соответствует емкости шпули узла навива 4, что позволяет осуществлять их одновременную замену. При необходимости перед бункером устанавливается устройство для резки 28.
Исследование заявляемого устройства для изготовления спирального шнура, показало, что по сравнению с устройством аналогичного назначения (прототипном) 5 заявляемое устройство обладает более широкими функциональными возможностями (изготовление шнуров, содержащих участки линейной и спиральной формы) и обеспечивает более качественное изготовление за 0 счет регулировки натяжения шнура при перекрутке.
Все это может дать технико-экономический эффект от использования предлагаемого технического решения при изготовлении 5 шнуров, содержащих участки спиральной и линейной формы.
Следует отметить, что заявитель изготовил промышленную установку в соответствии с предложенным техническим 0 решением. Эксплуатация установки показана ее работоспособность и высокую эффективность.
Формула изобретения
5 1. Устройство для изготовления спирального шнура, содержащее последовательно соединенные в технологическую линию отдатчик протяженной гибкой оправки, компенсатор, обмотчик со шпулей для
0 размещения наматываемого провода, узел нагрева, узел охлаждения, узел съема шнура с приводом, тяговый узел, раскладчик и приемный барабан для оправки, перекрутчик шнура, отличающееся тем, что, с целью
5 расширения технологических возможностей устройства путем обеспечения изготовления на нем шнуров, содержащих участки спиральной и линейной формы, оно содержит установленный перед перекрутчиком
0 регулятор натяжения шнура и замкнутый контейнер,верхняя часть которого расположена в узле нагрева, при этом на конвейере с возможностью взаимодействия с оправкой и на одинаковом расстоянии друг от
5 друга жестко закреплены разъемные тепло- изоляторы.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что оно содержит расположенный после перекрутчика приемный бункер для
0 готового шнура, выполненный с возможностью вращения.
//
, Л
Фиг. 1
Г / J#

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спирального шнура | 1988 |
|
SU1686489A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| Обмотчик лентоизолировочного станка | 1986 |
|
SU1379890A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Обмотчик лентоизолировочного станка | 1987 |
|
SU1561153A2 |
| Агрегат для изготовления стеклообмоточных проводов | 1979 |
|
SU942169A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU279734A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕГЕРМЕТИЧНЫХ МЕТАЛЛОРУКАВОВ ИЗ ЛЕНТЫ | 2001 |
|
RU2198048C2 |
| Способ изготовления греющей сетки и станок для его осуществления | 2020 |
|
RU2748851C1 |
| Агрегат для изготовления проводов со стекловолокнистой изоляцией | 1985 |
|
SU1304088A1 |
Использование: изготовление шпуров, содержащих участки спиральной и линейной формы. Сущность изобретения: устройство содержит отдатчик протяженной гибкой оправки, компенсатор, обмотчик со шпулой для размещения наматываемого провода, узел нагрева 10, узел охлаждения, узел съема шпура с приводом, тяговый узел, раскладчик и приемный барабан для оправки, перекрутчик шпура. Устройство содержит установленный перед перекрутчиком регулятор натяжения шпура и замкнутый конвейер, верхняя часть которого расположена в узле нагрева. На конвейере с возможностью взаимодействия с оправкой и на одинаковом расстоянии друг от друга жестко закреплены разъемные теплоизоляторы. 1 з.п. ф-лы, 3 ил.
Фиг. 2
| Устройство для изготовления спирального шнура | 1988 |
|
SU1686489A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
