(54) АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛООБМОТОЧНЫХ
ПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления проводов со стекловолокнистой изоляцией | 1985 |
|
SU1304088A1 |
| Установка для наложения стекловолокнистой изоляции | 1950 |
|
SU96576A1 |
| Способ изготовления обмоточных проводов со стекловолокнистой изоляцией | 1974 |
|
SU527745A1 |
| Способ эмалирования электрического провода | 1953 |
|
SU654962A1 |
| СИСТЕМА ИЗОЛЯЦИИ ДЛЯ ЭЛЕКТРИЧЕСКИХ ВРАЩАЮЩИХСЯ МАШИН И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2022 |
|
RU2825848C1 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |
| Способ изготовления электрического провода и вакуумируемая экструзионная головка для наложения оболочки на электрический провод | 1980 |
|
SU888216A1 |
| СПОСОБ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (ТВЭЛОВ) С ОБОЛОЧКАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ ПЕРЕД СНАРЯЖЕНИЕМ ИХ В КАРКАС ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ (ТВС) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537951C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ изготовления эмалированного провода | 1984 |
|
SU1310909A1 |
1
Изобрет«ше относится к электротехнике, в частности к технологии проЕзводства кабельных изделий, и может быть использовано при изготовлетпш проводов с волокнистой изоляцией, в частности стеклообмоточных проводов с полимерным связующим.
Известен агрегат дня изготовлезния стеклообмоточных проводов Til «
Данное устройство, наряду с ниэЕВми эксплуатационными качествами, отличается высоким процентом брака в основном из-за вытяжки жЕлы и нарушения сппоигаости изоляции при сравввтельно частых остановах машины.
Наиболее близким по технической сущности- к предлагаемому является .устройство, в котором упоминуты П9достатки частично устранены 2 J ,
Наряду с положительными качествамми недостатком известного устройства являются неравномерное натяжение вет , вей изолируемого прсяаода на различных проходах провис провода при накате печи, вытяжка жвлы после отката печи, HSKOTqpoe перемещение жвлы после отката печи. Указанзные недостатки предоп- ределявот высокий процент брака и снижают качество изготовляемых проводов.
Цель изобретения - повышение качества изделий уменьшения провисания проводов & печи и сокращения вытяжки жилы.
Указанная цель достигается тем, что
fo ролики одной группы установлены подвияоно относительно роликов другой группы в направлении движения провода и лод:фужввены, вторая группа роликов выполнена првводаой, а тяговое устройство
ts уста:новлено между последним по ходу прсюода обмотчиком ирасположенной после веголаковой ванной.
пов фотный ропик расположен
20 с ОТ1ФЫТОЙ стороны камеры откатываемой печЕ.
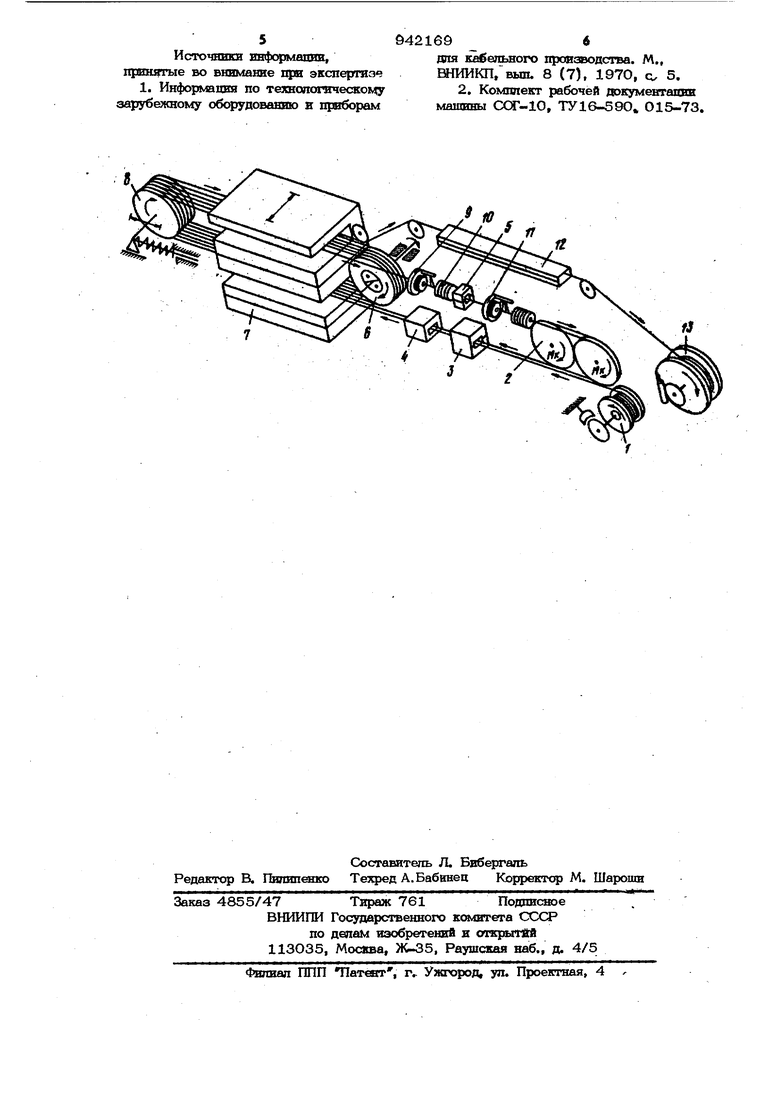
На чертеже приведена схема прегщвгегл &лаго агрегата. 394 Агрегат содержит отдатчик 1, тяговое устройство 2, паковые ванны 3-5, группу приводных роликов б, сушильную откатную двухкамерную печь 7, группу подвижных подпружиненных роликов 8, первый обмотчик 9, магазин 10 бобин, второй обмотчик 11, охлаждающее устройство 12, приемный узел 13. Агрегат работает следующим образом. Голый провод с отдатчика поступает в первую лаковую ванну 3, где наносится подклеивающий слой лака. Далее провод поступает в печь 7, где происходит подсушка нанесенного слоя лака. Затем провод огибает первый из группы поворотных роликов 8, ось которых закреплена на подвижной тележке. Далее провод поступает в первый обмотчик 9, где производится обмотка первым слоем стекловолокна, после чего провод поступает во вторую лаковую ванну 5, где слой стекловолокна пропитьгоается лаком, затем провод поступает во второй обмотчик 11 и обматывается вторым слоем стекловолокна. После второго обмотчика провод поступает на тяговое устройство 2, а с него - в третью лаковую ванну 4 при этом производится пропитка второго слоя стекловолокна, после чего провод поступает в печь 7, где при помощи группы поворотных рсяиков 8 и группы приводных роликов 6 организуется полимеризация связующего лака за счет многократных проходов в верхней и 1найжнёй камерах печи, затем через охлаждающее устройство 12 готовый провод поступает на 13. Группа приводных роликов 6 выполнена с возможностью проскальзьтания относительно Щ)уг друга. Такое исполнение обеспечивает равномерное натяжение по всем проходам и сншкает общее натяжение провода в несколько раз, что способ ствует уменьшению вытяжки жилы и сохранению СШ10ЩНОСТИ изоляции. Группа поворотных роликсш установлена на подвиж ной тележке и имеет упругую связь (под прузкинена) с неподвижной частью агрегата. Такое исполнение обеспечивает компенсацию утяжки проводов на рабочих проходах при остьшании, например, при перезаправке пасмы, когда машину останавливают и печь откатывают (во избежании пережога провода). Этот же прием обеспечивает устранение провиса провода щш пуске машины, когда печь накатывае ся вновь и провода быстро разогреваются. 9 Установка тягового узла между последним обмотчиком и лаковой ванной уменьшает возможные перебеги провода при останове машины, что в свою очередь обеспечивает уменьшение отходов при Ис готовлении стеклообмоточных проводов. Для удобства заправки провода целесообразно первый поворотный ролзак располагать с открытой стороны камеры печи. Кроме того, такое расположение от вечает характеру изменения механических свойств жилы по мере нагрева, что также снижает вытяжку жилы. Предлагаемый агрегат обеспечивает изготовление проводов высшей категории |Качества, Увеличивает надежность проводов за счет исключения нарушений сплошности изоляции при вытяжке, снижает количество отходов за счет исключения возможности брака прт остановах машины и увеличения строительных длин изготавливаемого провода, а также расширяет круг применяемых материалов за счет использования металлов с низкими мехакическими свойствами, н априм р, электротехнических марок алюминия. Формула изобретения 1. Агрегат для изготовления стеклообмоточных проводов, содержащий отдатчик, по меньшей мере две лаковых ванны, откатываемую двухкамерную печь, камеры которой открыты с одной стороны, по меньшей мере один стеклообмотчик, тяговый узел, приемник и две гругош поворотных роликов, каждая из которых имеет общую осЬ, расположенных по обоим торцам печи, отличаю щи йс я тем, что, с целью повьпиения качест ва Проводов путем уменьшения провисания проводов в печи и сокращения вытяжки жилы, одна группа поворотных роликов выполнена с возможностью перемещетшя в направлении движения провода и подпружинена, вторая группа роляков вьшолнена приводной, а ролики установлены с возможностью вращения относитель но друга, при этом тяговый узел устаиовлен между последним, по ходу провода, стеклообмотчиком и устансжленной за ним лаковой ванной. 2. Агрегат по п. 1, отличающий с я тем, что первый поворотный ролик установлен с открытой стороны камеры печи.
5942169 6
Источники информации,дая кабеашного производства. М.,
принятые во внимание при экспертизеВНИИКП/вьш, 8 (7), 1970, си 5.
зарубежному оборудованию и прибораммашины ССГ-10, ТУ16-59О, 015-73.
