Изобретение относится к области прокатного производства и может быть приме- нено перед чистовыми клетями толстояистовых и полосовых станов для охлаждения кромок листа или полосы перёд последними пропусками в чистовой клети с целью получения минимальной раэнотол- щинности прокатываемого металла и повышения тем самым качества листа.
Известно устройство, содержащее клеть и рольганг с ребристыми роликами, причем ребра роликов имеют одинаковую ширину.
Известное устройство благодаря одинаковой ширине ребер роликов обеспечивает местное касание листа с роликом, которое приводит к уменьшению теплоотдачи и равномерному поперечному охлаждению листа.
Известно устройство, содержащее клеть, рольганг с ребристыми роликами, причем ребра одинаковой ширины, расположенные
между роликами настильные плиты и гидросистему охлаждения.листов, включающую форсунки, трубопроводы к ним и электронасосы.
В известном устройстве охлаждение кромок листа по ширине перед последними пропусками в клети позволяет уменьшить разнотолщинность получаемого листа.
Недостатком известного устройства является наличие системы форсунок и трубопроводов, что усложняет процесс охлаждения листа и повышает его себестоимость.
Кроме того, использование при охлаждении листа воды недопустимо для отдельных марок стали, например для сплава ЭП693ВД, что сужает диапазон сортамента прокатываемого металла в устройстве-прототипе.
Кроме того, наличие системы гидроох- лаждёния металла повышает металлоемкость конструкции и усложняет ее.
1АЯК-ТЯЯ
Цель изобретения - повышение качеста листа за счет исключения поперечной азнотолщинности путем обеспечения неавномерного охлаждения по его ширине.
Кроме того, расширяется диапазон сор- 5 амента прокатываемого металла по сравнению с устройством-прототипом, а также прощается конструкция устройства и сни- ёТЁяГее металлоемкость за счет ликвида- ции системы гйдроохлаждения металла. 10
Для дЪЪтШейия цели в устройстве, со- ержащем рольганге ребристыми роликами и расположенными между ними настильными плитами, согласно изобретению ребра роликов выполнены с шириной, прямо про- 15 порциопально увеличивающейся по мере даления от оси рольганга.
Кроме того, настильные плиты снабжены холостыми катками, расположенными по краям плит.20
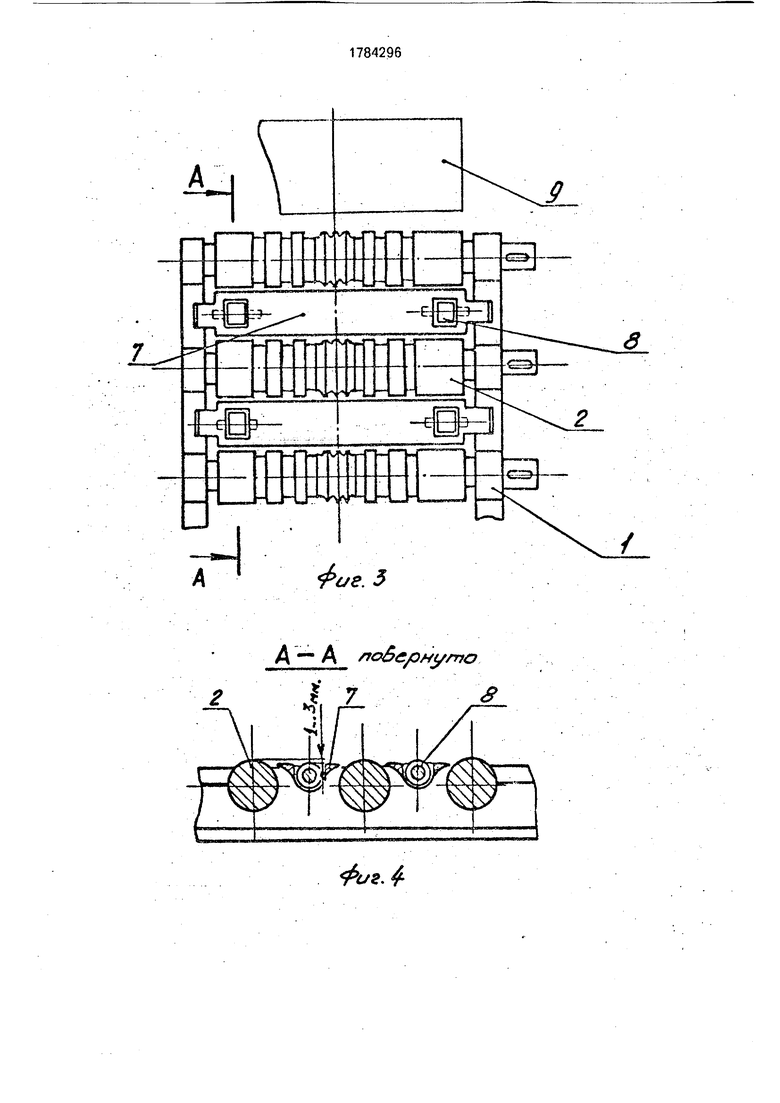
На фиг.1 показан вид устройства сбоку; на фиг.2 - узел I на фиг.1; на фиг.З - вид стройства в плане; на фиг.4 - сечение А-А на фиг.З; на фигЛ-8 - схематически поперечное сечение листа.25
Предлагаемое устройство содержит рольганг 1, на котором установлены приводные ролики 2 с гладкими частями 3 и А и ребристой частью 5, на роликах 2 расположен лист 6, между роликами 2 закреплен 30 плитный настил 7, на котором размещены холостые катки 8
Рольганг 1 установлен перед клетью 9. Ребра а и b роликов 2 выполнены с шириной, постоянно увеличивающейся по мере 35 удалений от центра ролика, т.е. , соответственно и радиусы п, га ребер выполнены с последовательностью и,т.д.
Устройство работает следующим образом.„40
При движении листа 6 по роликам 2 рольганга 1 тепло от нагретого листа передается роликом 2 и величина отдачи тепла прямо пропорциональна величине поверхности контакта листа с роликом. Т.к. ребра 45 а и b ребристой части 5 ролика 2 выполнены с постоянно увеличивающейся поверхностью контакта, где и (фиг.2), то центральная часть листа 6 будет отдавать меньше тепла, чем его кромки, контактиру- 50 клцие с гладкими частями 3 и 4 ролика 2, величина поверхности контакта которых значительно больше величины поверхностей ребер а и b (фиг.1).
Усилению охлаждения кромок листа 55 также способствуют их контакты с холостыми катками 8, установленными на краях настильных плит 7.
Таким образом, лист 6 подходит к клети 9 перед последними пропусками неравно-
мерно охлажденым, т.е. кромки листа 6 охлаждены сильнее, чем его центральная часть, что позволяет при прокатке уменьшить поперечную разнотолщинность листа.
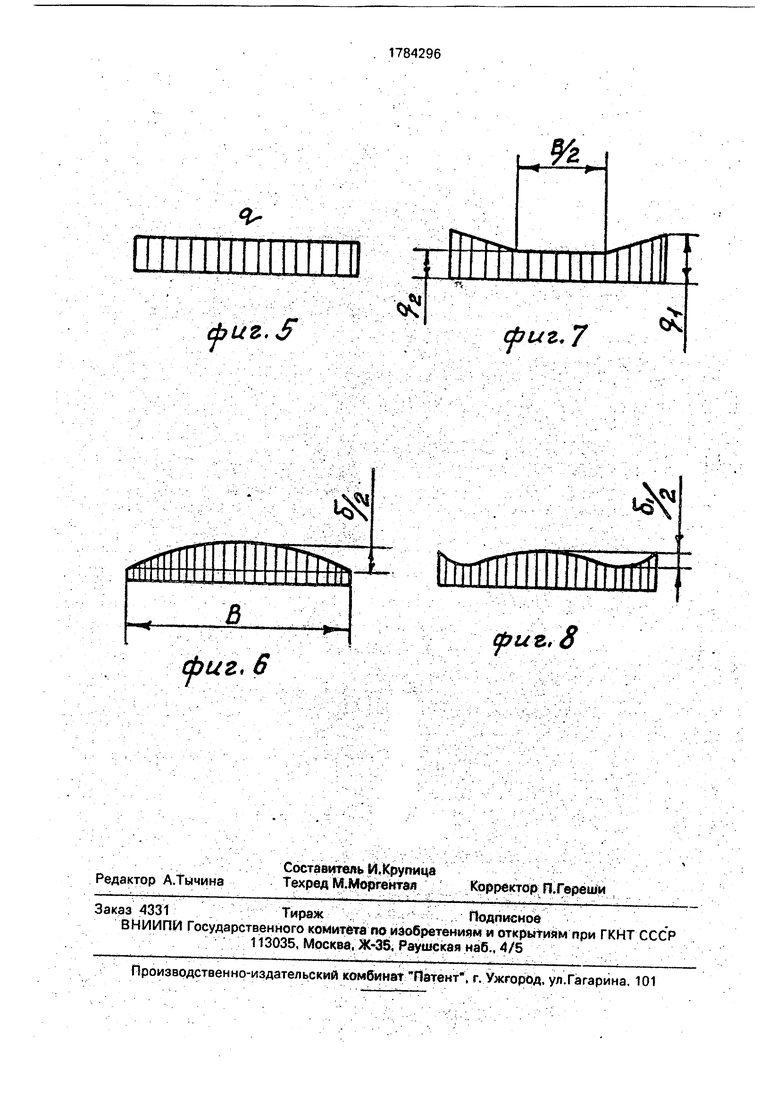
В качестве конкретного примера рассмотрим прокатку тонких листов из стали 08Т2СФБ шириной В, равной 3000 мм, при температуре 1100°С с усилием 40 МН в клети кварто 3600 ЭСМК с цилиндрическими (непрофилированными) валками. При равномерной температуре листа и соответственно равномерной эпюре распределения давления металла на рабочие валки (фиг 5) расчетная поперечная разнотолщинность листа составляет д 0,38 мм; поперечный профиль листа схематически показан на фиг.б.
за счет неравномерности теплоотвода от прокатываемого металла к рольгангу с предлагаемым профилем бочки роликов разность температуры между серединой и краем листа может достигать, в зависимости от его толщины, 30 ..100°С. Для достаточно тонких листов при за счет температурной разницы пластического сопротивления материала прокатываемого листа на краю (430 МПа) и в середине (330 МПа) получим неравномерную эпюру давления металла на рабочие валки с отношением максимальной и минимальной интенсивно- стей qi/q2 1,3 (фиг 7), которой соответствуют поперечный профиль листа, показанный на фиг.З, и расчетная поперечная разнотолщинность, 6 1/2- 0,17 мм
Таким образом, использование предлагаемой конструкции ролика рольганга в рассматриваемом случае позволяет снизить расчетную поперечную разнотолщинность тонких листов на 0,21 мм, что создает условия для повышения выхода годного проката.
По сравнению с прототипом предлагаемое устройство обладает следующими преимуществами.
Упрощается процесс охлаждения листа за счет ликвидации системы гидроохлаждения проката.
Расширяется диапазон сортамента прокатываемого металла, в частности могут применяются сплавы, имеющие узкий интервал температур пластического деформирования, например сплав ЭП 693 ВД имеет в начале прокатки Т0 1050°С, а в конце Ti 1000°C.
Упомянутые сплавы нельзя прокатывать в устройстве-прототипе из-за применения в нем системы гидроохлаждения проката, которая недопустима для названных сплавов.
Уменьшается металлоемкость устройства за счет сокращения системы гидроохлаждения проката, включающей форсунки, трубопроводы и электронасосы. Формула изобретения 1. Устройство для подачи прокатываемого листа в клеть, содержащее рольганг с ребристыми роликами и расположенными между ними настильными плитами, отличающееся тем, что, с целью повышения
0
качества листа за счет исключения поперечной разнотолщинности путем обеспечения неравномерного охлаждения по его ширине, ребра роликов выполнены с шириной, прямо пропорционально увеличивающейся по мере удаления от оси рольганга.
2. Устройство поп,1,отличающее- с я тем, что настильные плиты снабжены холостыми катками, расположенными по краям плит.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов | 1978 |
|
SU839624A1 |
| Способ изготовления ребристого проката из металлов, сплавов, металлических порошков и пластмасс | 1958 |
|
SU117271A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2317163C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВ | 2015 |
|
RU2627077C2 |
| Способ прокатки полос | 1980 |
|
SU891184A1 |
| СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2633422C2 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
Сущность изобретения: ролики рольганга выполнены с ребрами, ширина которых изменяется по длине ролика - увеличение ширины ребер в прямо пропорциональной зависимости от расстояния от оси рольганга. Увеличивающийся контакт полосы обеспечивает клиновое распределение температуры по ширине листа. Настильные плиты рольганга снабжены холостыми катками, расположенными у краев плиты. 1 з.п.ф-лы, 8 ил
Јиг. г
/
Јс/г. /
Д. А лабсрнуто
Јиг. 4t
uz.S
В
фиг, 6
риг. 7
(puz, 8
| Патент ФРГ № 3201417, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Способ прокатки листов | 1978 |
|
SU839624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
