Описание изобретения
Изобретение относится к металлургической отрасли, в частности к оборудованию для производства плоского проката, включающего выпуск непрерывно плоской заготовки, холодной прокатки цветных и/или черных металлов, позволяет в рамках единого технологического процесса с наибольшей эффективностью использовать один набор комплекса оборудования для производства непрерывно как штучных полос, так и лент, из холоднокатаного проката в рулонах.
Из уровня техники известен профилегибочный стан (RU 2243841 С1, МПК B21D 5/06, опубл. 10.01.2005). Данный профилегибочный стан содержит последовательно установленные первую задающую клеть с цилиндрическими валками, формующие клети дуо и пары вертикальных центрирующих роликов, при этом формующие клети объединены в блоки по 3…5 в каждом и установлены на общей фундаментальной плите блока, вертикальные центрирующие ролики и дополнительные одно или два тянущих устройства поочередно установлены между блоками. Полноприводной выполнена только первая задающая клеть, все четные и последняя формующие клети имеют приводные нижние и холостые верхние валки, а нечетные клети выполнены с двумя холостыми валками. Бочки валков первой задающей клети выполнены гуммированными. Также имеется дополнительное центрирующее устройство перед первой задающей клетью.
Недостатком известного профилегибочный стана является применение его преимущественно при производстве оцинкованных гофрированных листовых профилей.
Также известен профилегибочный агрегат (RU 2330741 С2, МПК B21D 5/06, опубл. 10.08.2008). Профилегибочный агрегат содержит разматыватель, правильную машину, формовочный стан с рабочими клетями и центрирующими роликами и приводом, летучие ножницы и отводящий рольганг, при этом он снабжен устройством двойного перегиба полосы и дополнительными разматывателем и правильной машиной, также в клетях дуо формовочного стана над верхним валком установлен вогнутый поддерживающий ролик, центрирующие ролики установлены соосно после клетей дуо, затем 4-валковая клеть, устройство двойного перегиба полосы и дополнительно три-четыре клети дуо. Количество клетей дуо, расположенных перед 4-валковой клетью, равно 12…20. Также данный профилегибочный агрегат содержит цепной привод стана.
Недостатком данного профилегибочного агрегата является то, что он применяется в основном для производства холодногнутых гофрированных листовых профилей, преимущественно для производства стальных панелей-кассет из гофрированных полос.
Одной из существующих актуальных проблем профилирования металлопроката при производстве является управление шириной, плоскостностью и формой изделий. Это достигается путем использования прокатных профилегибочных станов.
Изобретение представляет собой универсальный прокатный профилегибочный стан, единая конструкция которого состоит из системы валков и правильно-формующего устройства, расположенных путем свинчивания с использованием резьбовых соединений на единой сварной платформе.
Изобретение Относится к металлоперерабатывающей отрасли, в частности, к оборудованию для производства плоского проката, включающей выпуск непрерывно плоской заготовки, холодной прокатки цветных и/или черных металлов. Стан позволяет в рамках единого технологического процесса с наибольшей эффективностью использовать один набор комплекса оборудования для производства непрерывно как штучных полос, так и лент, из холоднокатаного проката в рулонах, полиметаллов разных композиций методами холодной прокатки.
Профилирование позволяет создавать длинные участки изделий сложной геометрии. Профилегибочное формование состоит из длинного листа листового металла, и проходит через серию валков, которые постепенно сгибают листовой материал в более сложную форму. Этот процесс приводит к различным типам профиля и различным типам каналов, таким как U -образный канал или другие сложные формы.
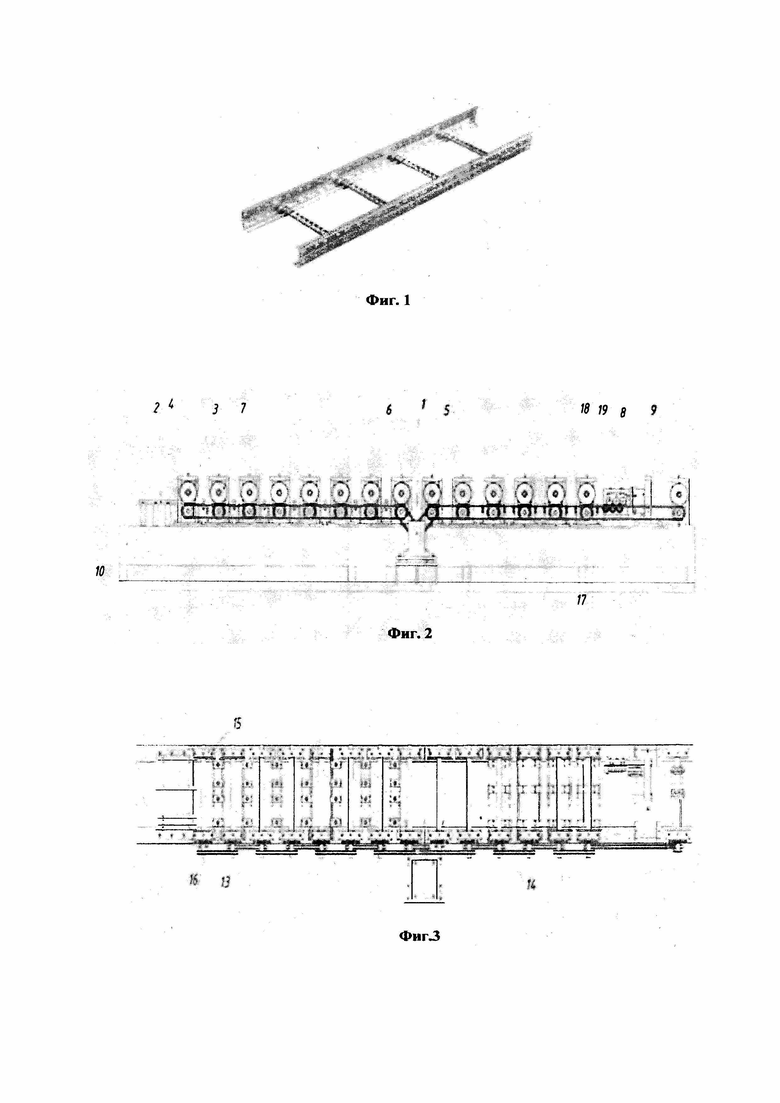
Такие изделия изготавливаются для дальнейшего производства элементов кабеленесущих систем - лестничного лотка (Фиг. 1, в широком диапазоне высоты борта и ширины самого лотка, главное преимущество которого заключается в высокой несущей способности и естественной вентиляции кабельной трассы.
Благодаря ориентации зарубежных производителей, на производство конкретной детали, оборудование не позволяет производить изделия разных типоразмеров и формы сечения, или его перенастройка занимает достаточно большое количество времени, что отражается на себестоимости продукции.
При наличии универсальности, в зарубежных образцах оборудования, оно, как правило, производится увеличенных габаритных размеров, что также влияет на металлоемкость и в конечном счете, на себестоимость производства. Также одной из существующих проблем является необходимость универсального профилегибочного стана, способного прокатывать заготовки различной длины и ширины, для изготовления лотка с высотой борта от 50 мм до 200 мм. Одним из элементов лестничного лотка является перемычка, изделие более сложной С-образной формы, которую в целях быстрого производства необходимо прокатывать на стане наряду с бортом лотка на одном типе оборудования. При прокате деталей большой длины при относительно малой толщине металла 1,2 до 3 мм основной проблемой является деформация металла на кручение, серповидность, криволинейность.
В изобретении универсального профилегибочного прокатного стана принята идея сочетания характеристик универсальности и возможности быстрой перенастройки оборудования благодаря наличию быстросъемных дистанционных калиброванных втулок, при сохранении повышенной точности производства.
Частным случаем изобретения является профилегибочный прокатный стан для производства комплектующих лестничного лотка элементов кабеленесущей системы.
Описание фигур:
Фиг. 1: представлено изображение лестничного лотка;
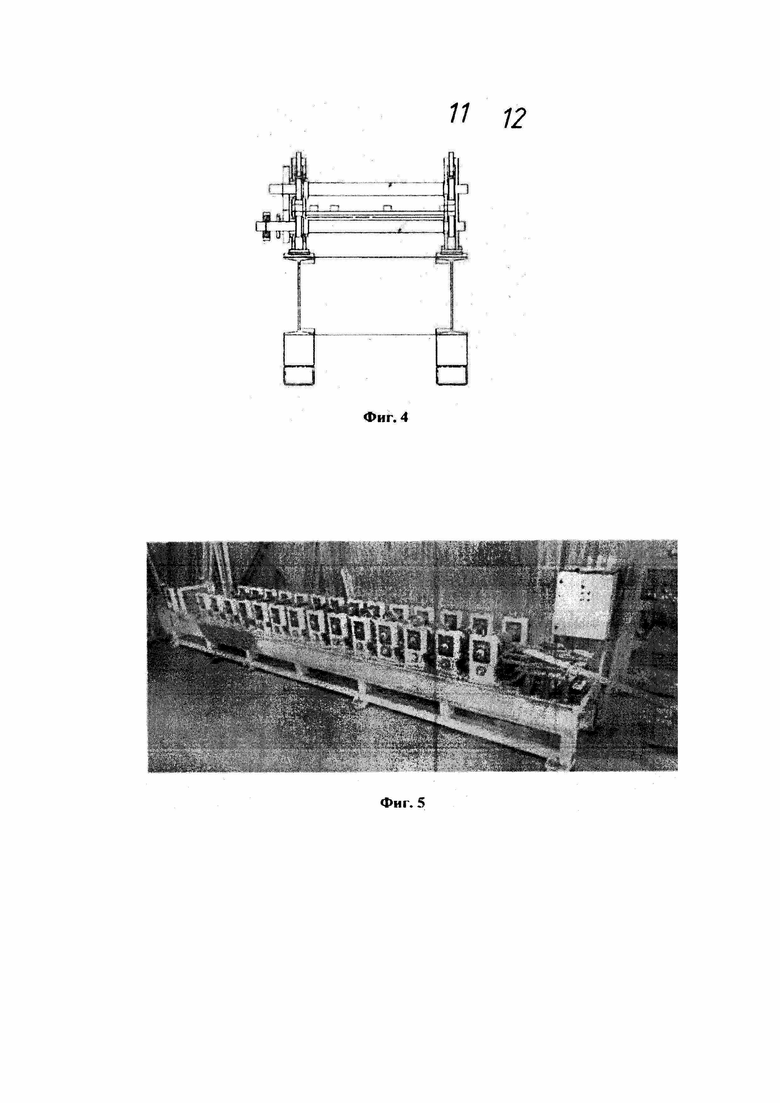
Фиг. 2: универсальный профилегибочный прокатный стан;
Фиг. 3: представлено изображение универсального профилегибочного прокатного стана;
Фиг. 4: представлено изображение валов;
Фиг. 5: фотография изготовленного на основе описанного в изобретении действующего универсального профилегибочного прокатного стана.
Описание элементов:
1 - привод,
2 - задающий линейный стол,
3 - клеть
4 - шпильки,
5, 6, 12 - нижний вал,
7 - шестереночная пара,
8 - правильно-формующее устройство,
9 - клеть с резиновой поверхностью,
10 - сварная рама,
11 - верхний вал,
13, 14, 17, 18, 19 - валки,
15 - левые стойки клети,
16 - позиционные ребра.
Универсальный профилегибочный прокатный стан (Фиг. 2) представляет собой единую конструкцию и скомпонован с последовательно-параллельным размещением линии выпуска продукции, оборудование оснащено регулируемыми реверсивными автоматизированными электроприводами и в рамках одного заданного процесса может работать в нескольких энергосиловых поддиапазонах и энергосберегающих режимах технологий.
Конструкцией стана предусмотрено наличие формующих быстросъемных валков двух типов, один тип для выпрямления и второй тип для правки криволинейности самого профиля.
Уникальность универсального профилегибочного прокатного стана заключается в большом спектре возможности устанавливать различные прокатные валки для различных профилей, использовать большой диапазон толщин прокатываемого профиля. Система быстросъемных клетей (15), установленных на единой сварной раме (10) путем свинчивания с использованием резьбовых соединений, позволяет за незначительное время произвести смену валков. Благодаря быстросъемным калиброванным втулкам можно за считанные минуты переналадить ширины прокатываемого профиля не разбирая клети, такой системы нет у известных заявителям аналогов.
Задачей, на решение которой направлено предлагаемое изобретение является устранение недостатков аналогов, а именно создание возможности использования предлагаемого изобретения для изготовления различных профилей.
Техническим результатом является повышение универсальности оборудования и технологичности процесса для изготовления различных профилей, а также расширение функциональных возможностей устройства.
Заявленный технический результат достигается тем, что предложен универсальный профилегибочный прокатный стан, содержащий задающий линейный стол, линию рабочих клетей, правильно-формующее устройство, привод, отличающийся тем, что он содержит поперечные установочные позиционные ребра с возможной установкой дополнительных направляющих валков в межклетьевом пространстве и дополнительных профилегибочных валков во внутреннем клетьевом пространстве, быстро съемные калиброванные втулки, при этом одна клеть выполнена с резиновой поверхностью для вытягивания сформованного профиля, каждая клеть состоит из двух стоек, расположенных по правой и левой части прокатного стана и на каждой стойке установлена нижняя подушка подшипника, в котором установлен нижний вал, на стойке устанавливается подвижная по высоте подушка подшипников, в которых установлен вал, в верхние подушки установлены шпильки и продеты через верхнюю крышку стойки, правые стойки клети установлены на базирующие шпонки основания и зафиксированы, левые стойки клети установлены на базирующих шпонках.
В конструкцию правильно-формующего устройства заложено перемещение по трем плоскостям, а также в правильном - формующем устройстве исполнено два узла правильных валков, где первый узел исправляет криволинейность, эффект «входа-выхода» отдельных частей прокатываемого профиля, а второй узел обеспечивает исправление изъянов основного вида профиля: криволинейность по горизонтали, по вертикали и эффект скручивания. Быстросъемные калиброванные втулки устанавливаются на каждый вал каждой клети.
Сущность предлагаемого изобретения поясняется чертежами (фиг. 2 - фиг. 4).
Универсальный профилегибочный прокатный стан собран на единой сварной платформе (сварная рама) (10) на которую устанавливаются все элементы профилегибочного прокатного стана, с использованием соединений путем свинчивания.
Универсальный профилегибочный прокатный стан содержит задающий линейный стол (2), укрепленный на резьбовом соединении путем свинчивания, 14 клетей (3), правильно-формующее устройство (8) и одну клеть (9) с резиновой поверхностью для вытягивания сформованного профиля, все компоненты установлены на сварную раму (10). Каждая клеть состоит из двух стоек расположенных по правой и левой (15) части прокатного стана На каждой стойке установлена нижняя подушка подшипника, в котором установлен нижний вал (12). Также на стойке устанавливается подвижная по высоте подушка подшипников, в которых также установлен вал (11). В верхние подушки установлены шпильки (4) и продеты через верхнюю крышку стойки и фиксируются двумя гайками, с нижней и верхней части крышки. Правые стойки клети установлены на базирующие шпонки основания и зафиксированы. Левые стойки (15) клети также установлены на базирующих шпонках, но благодаря быстросъемному устройству узла, можно с легкостью демонтировать левую часть клети для удобного доступа к торцам вала и производить замену или переналадку формующих роликов. Для удобства, для левых стоек клети, реализованы опорные столы. Также в правой части прокатного стана реализован привод (1). Привод (мотор-редуктор) расположен между восьмой и девятой клетями, крутящий момент передается за счет цепной передачи на нижний вал (6 и 5). На верхние валы крутящий момент передается за счет шестереночной пары (7) от нижнего вала (12) к верхнему (11).
Универсальный профилегибочный прокатный стан также содержит поперечные установочные позиционные ребра (16), расположенные параллельно валам клети (11 и 12) с возможной установкой дополнительных направляющих валков (13) в межклетьевом пространстве универсального профилегибочного прокатного стана, позволяющие надежное центрированное продольное перемещение заготовки холодного проката. Также на поперечные установочные позиционные ребра (16) устанавливаются дополнительные профилегибочные валки (14) во внутреннем клетьевом пространстве и имеют продольно-межосевое расположение и обеспечивают дополнительную качественную кромку прокатного Профиля и независимое межосевое перемещение по поперечным установочным позиционным ребрам (16), обеспечивая независимую степень проката любой стороны прокатного профиля.
Универсальный профилегибочный прокатный стан оснащен быстросъемными калиброванными втулками, которые устанавливаются на каждый вал каждой клети, с помощью которых обеспечивается точное позиционированное прокатных валков. Каждая, быстросъемная втулка, имеет простую и в тоже время надежную конструкцию обеспечивая полный обхват вала, благодаря чему происходит плотное и полное прилегание по торцам.
Универсальный профилегибочный прокатный стан также оснащен правильно-формующим устройством (8). Правильно-формующее устройство расположено сразу после 14-ой прокатно-формующей клети. В конструкцию правильно-формующего устройства заложено перемещение по трем плоскостям, а именно:
- перемещение поперек оси проката, позволяющее исправить криволинейность и/или серповидность горизонтальной оси прокатываемого профиля;
- перемещение правильно-формующим устройством по высоте относительно оси прокатываемого профиля для исправления вертикальной криволинейности прокатываемого профиля;
- перемещение, методом вращения относительно оси прокатываемого профиля, позволяющее исправить скручивание разнополочных прокатываемых профилей.
В правильном-формующем устройстве (8) исполнено два узла правильных валков. Первый узел исправляет криволинейность, эффект «входа-выхода» отдельных частей прокатываемого профиля, он состоит из:
- трех (17 валков, расположенных в ряд по ходу проката и ниже прокатываемого профиля как бы поддерживая дно профиля. Первый из валков служит для улавливания профиля, два последующих для дальнейшей поддержки и формовки, и исправления неровностей. Эти валки нерегулируемые, но могут меняться в зависимости от желаемой формы прокатываемого профиля.
- трех (18) валков, также расположенных в ряд по ходу проката, но выше прокатываемого профиля располагаются с равным удалением относительно между нижними валками. Верхние валки уже могут перемещаться вверх-низ зажимая или расслабляя прокатываемый профиль. Также есть возможность менять валки в зависимости от желаемой формы прокатываемого профиля.
Второй узел в правильном - формующем устройстве реализован с помощью двух валов, расположенных параллельно основным валам, между оси проката. Эти валы не подвижны, на них устанавливается пара формующих (19) валков с нужными зазорами под форму прокатываемого профиля. За счет этих валков происходит исправление изъянов основного вида профиля (криволинейность по горизонтали, по вертикали и эффект скручивания).
Таким образом техническое решение позволяет в рамках единого технологического процесса с наибольшей эффективностью использовать один набор комплекса оборудования для производства непрерывно как штучных полос, так и лент, из холоднокатаного проката в рулонах. В том числе повышенной точности производства полиметаллов разных композиций методами холодной прокатки. Универсальный профилегибочный прокатный стан скомпонован с последовательно-параллельным размещением выпуска продукции, причем технологическое оборудование оснащено регулируемыми реверсивными автоматизированными электроприводами и в рамках одного заданного процесса может работать в нескольких энергосиловых поддиапазонах и энергосберегающих режимах технологий. Техническое решение позволяет освоить и внедрить в производство новые технологии, выпуск новой специальной продукции.
Фотография изготовленного на основе описанного в изобретении действующего универсального профилегибочного прокатного стана представлена на Фиг. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113928C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ | 1988 |
|
RU2018386C1 |
Изобретение относится к универсальному профилегибочному прокатному стану. Стан содержит задающий линейный стол, линию рабочих клетей, правильно-формующее устройство, привод, поперечные установочные позиционные ребра, выполненные с возможностью установки дополнительных направляющих валков в межклетьевом пространстве и дополнительных профилегибочных валков во внутреннем клетьевом пространстве. Каждая клеть состоит из двух стоек, расположенных по правой и левой части прокатного стана. На каждой стойке клети установлена нижняя подушка подшипника, в которой установлен нижний вал, и подвижная по высоте верхняя подушка подшипника, в которой установлен верхний вал и шпильки, продетые через верхнюю крышку стойки. Одна клеть выполнена с резиновой поверхностью для вытягивания сформованного профиля. В результате расширяются функциональные возможности. 3 з.п. ф-лы, 5 ил.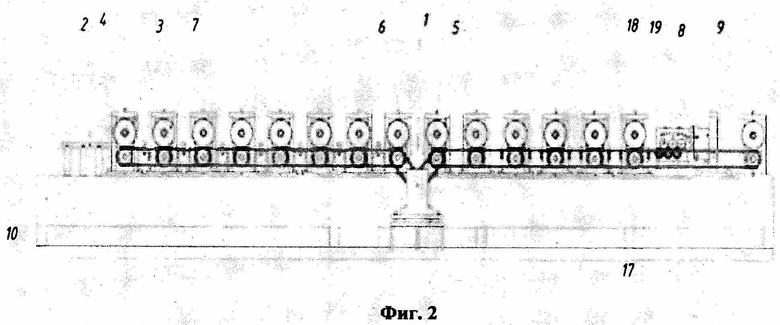
1. Универсальный профилегибочный прокатный стан, содержащий задающий линейный стол, линию рабочих клетей, правильно-формующее устройство и привод, отличающийся тем, что он снабжен поперечными установочными позиционными ребрами, выполненными с возможностью установки дополнительных направляющих валков в межклетьевом пространстве, и дополнительных профилегибочных валков во внутреннем клетьевом пространстве, и быстросъемными калиброванными втулками, при этом каждая клеть состоит из двух стоек, расположенных по правой и левой части прокатного стана, на каждой стойке клети установлена нижняя подушка подшипника, в которой установлен нижний вал, и подвижная по высоте верхняя подушка подшипника, в которой установлен верхний вал и шпильки, продетые через верхнюю крышку стойки, причем правые стойки клети установлены и зафиксированы на базирующие шпонки основания, левые стойки клети установлены на базирующих шпонках, при этом одна клеть выполнена с резиновой поверхностью для вытягивания сформованного профиля.
2. Универсальный профилегибочный прокатный стан по п. 1, отличающийся тем, что правильно-формующее устройство выполнено с возможностью перемещения в трех плоскостях.
3. Универсальный профилегибочный прокатный стан по п. 1, отличающийся тем, что правильно-формующее устройство выполнено с двумя узлами правильных валков, причем первый упомянутый узел выполнен с возможностью исправления криволинейности отдельных частей прокатываемого профиля, а второй узел выполнен с возможностью исправления изъянов основного вида профиля - криволинейности по горизонтали и вертикали и эффекта скручивания.
4. Универсальный профилегибочный прокатный стан по п. 1, отличающийся тем, что быстросъемные калиброванные втулки установлены на каждый вал каждой клети.
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| Коньки | 1948 |
|
SU80365A1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| US 4020666 A1, 03.05.1977. | |||

