Известны способы прокатки или штамповки металлов, обеспечивг ющие получение на рабочей поверхности проката определенного прс филя.
Особенность предлагаемого способа изготовления ребристых пан( лей и плит заключается в том, что, с целью упрощения производств; листовую .заготовку или объем сыпучего материала соответствующи: размеров прокатывают между валком и гусеничной цепью.
Для осуществления этого способа предлагается реверсивный прс катный стан, состоящий из клети с одним валком и гусеничной цеп; звенья которой представляют собой матричные башмаки и которая пер( мещается по опорным роликам вместе с нижней опорной плитой.
Толщина листовой заготовки для проката выбирается из расчета не обходимого количества материала для образования ребер и толщины гс товой плиты. Объем сыпучего материала выбирается с учетом прессов; ПИЯ и спекания его и необходимый плотности (прочности) готового и; делия.
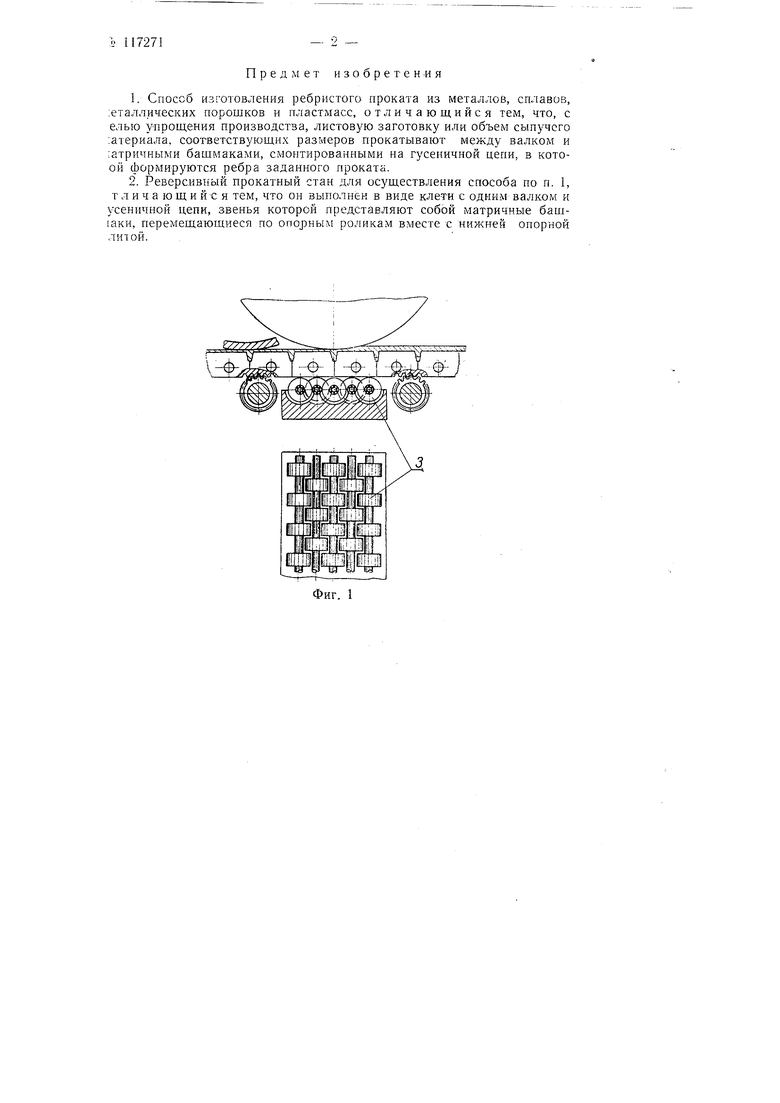
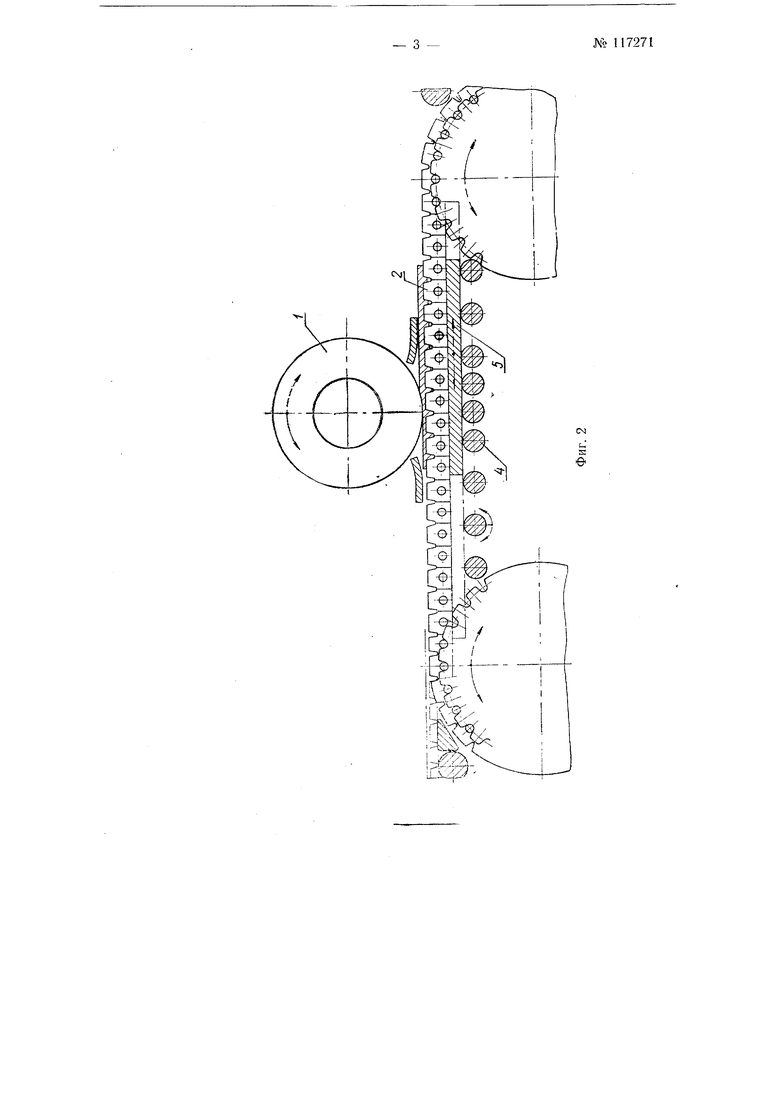
На фиг. I и фиг. 2 показана схема реверсивного прокатного стан;
Стан состоит из клети с одним валком J и гусеничной цепи 2. Звень цепи представляют собой матричные башмаки, в которых формируютс ребра заданного проката. В зоне деформации металла цепь перемешает ся по опорным роликам 3, расположенным в шахматнол; порядке, ил по рольгангу 4 вместе с опорной плитой 5Для облегчения выхода ребер плиты из звеньев гусе ичной цепи ис пользуются технологические смазки и деформация башмаков, которо способствует материал башмаков или их конструкция (например, пустс телые).
Предмет изобретения
1.Способ изготовления ребристого проката из металлов, сплавов, :еталлических порошков и пластмасс, отличающийся тем, что, с елью упрощения производства, листовую заготовку или объем сыпучего :атериала, соответствующих размеров прокатывают между валком и ;атричными бащмаками, смонтированными на гусеничной цепи, в котоой формируются ребра заданного проката.
2.Реверсивный прокатный стан для осуществления способа по п. 1, т л и ч а ю щ и и с я тем, что он выполнен в виде клети с одним валком и
усеничной цепи, звенья которой представляют собой матричные бащ1аки, перемещающиеся по опо|)ным роликам вместе с нижней опорной литой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030936C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
| Прокатный стан | 1984 |
|
SU1219183A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| Прокатный стан | 1985 |
|
SU1284621A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для подачи прокатываемого листа в клеть | 1990 |
|
SU1784296A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НА СТАНЕ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2042443C1 |