Изобретение относится к обработке металлов давлением и может быть использовано в прокатных клетях для очистки валкой от. налипшего металла.
В современном производстве при получении проката с высоким качеством поверхности остро стоит Вопрос очистки валков от налипшего металла.
Известна прокатная клеть, содержащая станину, верхние и нижние прокатные валки с подушками, механизм их смены, размещенный в направляющих проема станины, верхнюю и нижнюю каретки, расположённые в направляющих с одной стороны валков, на каждой из которых закреплены приводные роторные щетки, а также привод перемещения кареток для выведения щеток за пределы станин.
Эта клеть является наиболее близкой по технической сущности к предлагаемой клети.
Недостатком прототипа являются тяжелые условия смены роторных щеток при их износе. Это обусловлено трудоемкими ручными операциями (с использованием мостового крана) по закреплению кареток в рабочем положении (против валка в позицию для его очистки) и такими же обратными операциями при подъеме кареток в исходное положение перед сменой щеток. Причем при износе щеток замена их на новые связана с частичным дёмо нтажом узлов клети в ограниченном пространстве ее проема (требуется снять цепной привод, отсоединить каретки от станинг демонтировать с помощью крана вал, щетку и т.д.).
Целью изобретения является улучшение условий смены щеток с каретками посредством использования для этого механизма смены валков.
Поставленная цель достигается тем, что каретки установлены в направляющих, перпендикулярных направлению перевалки
Х| 00
СлЭ N3
валков, с возможностью горизонтального перемещения до направляющих механизма смены валков, а роторные щетки закреплены на каретках неподвижно.
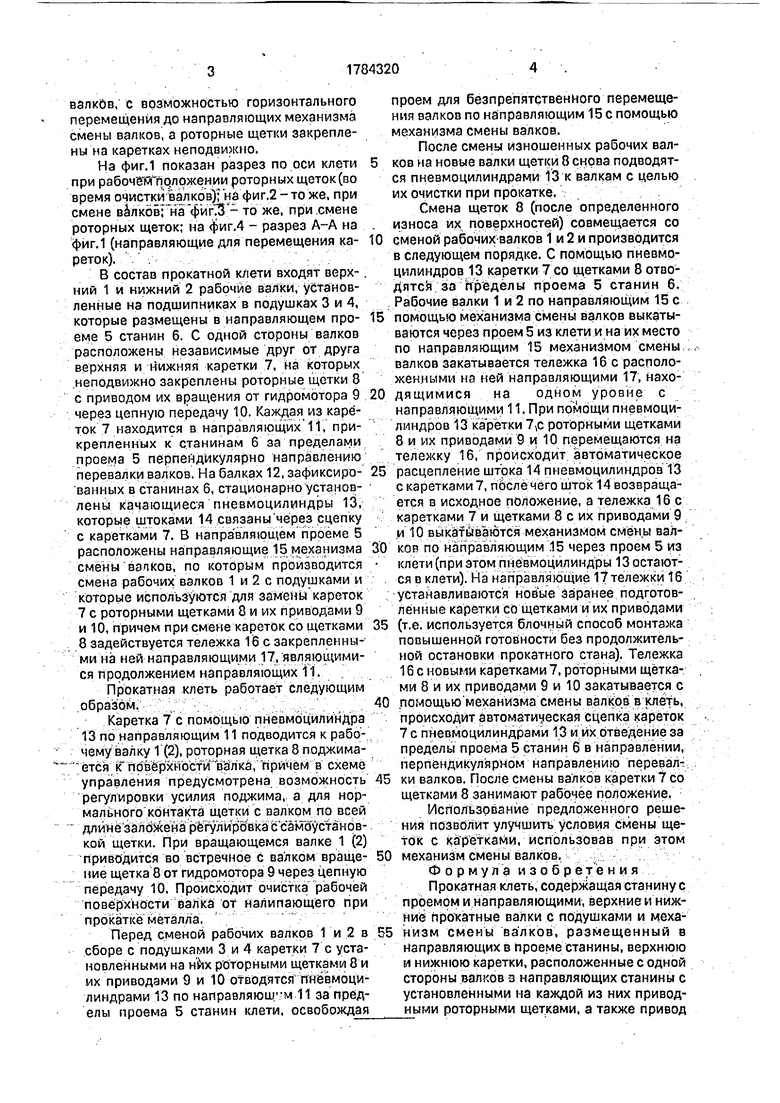
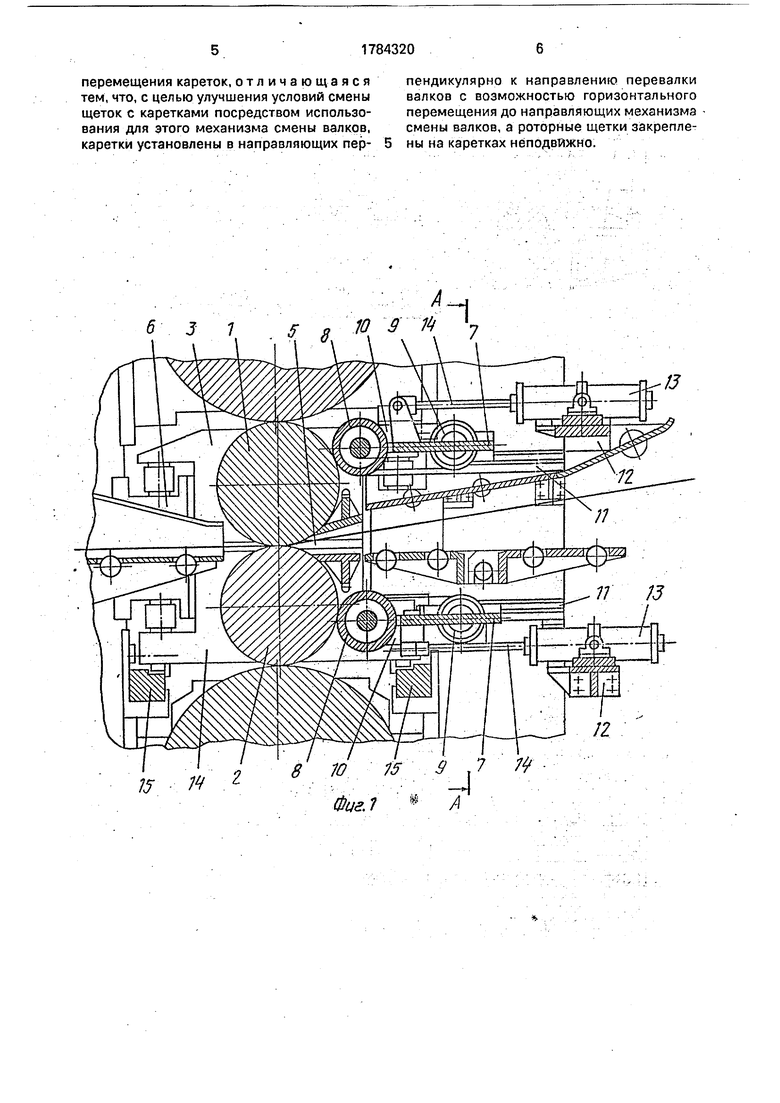
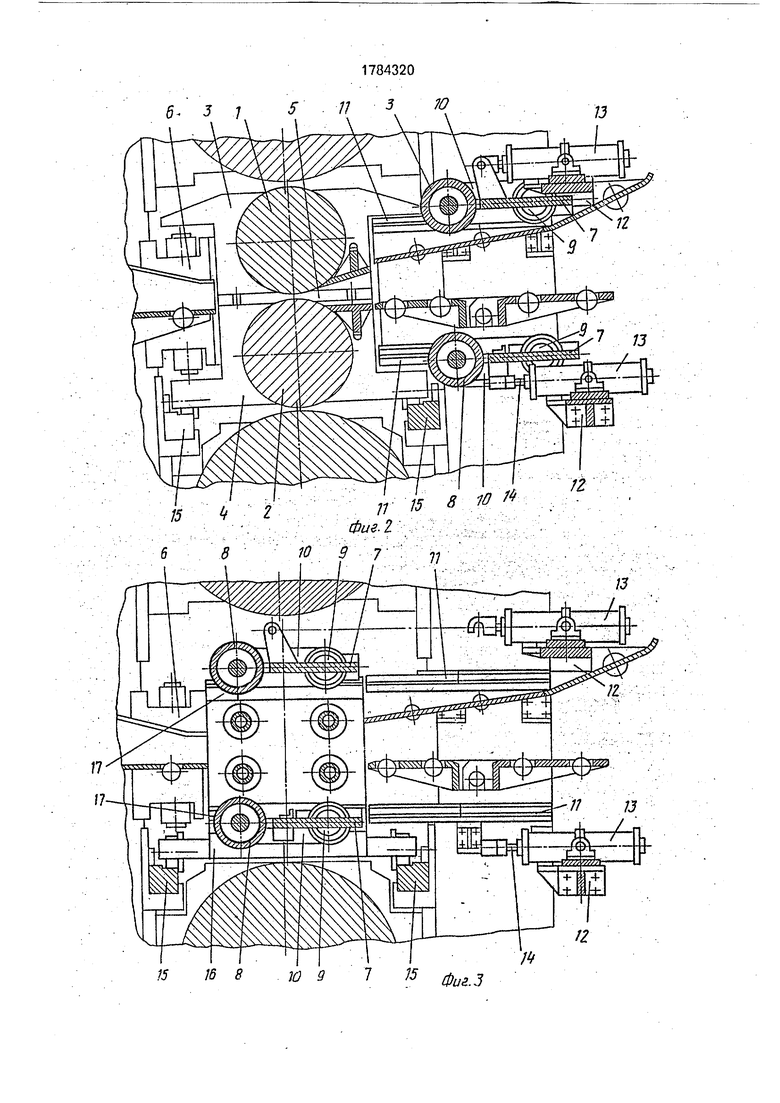
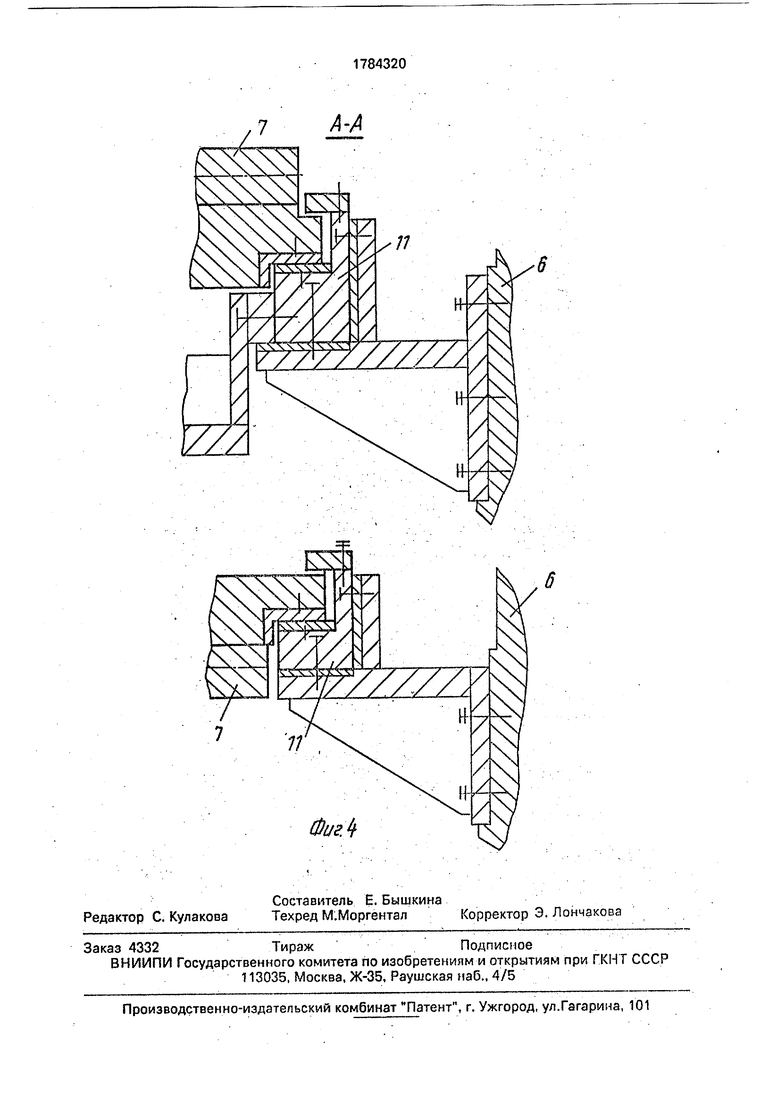
На фиг.1 показан разрез по оси клети при рабочШТюложении роторных щеток (во время очисткимвалков)Гна фиг.2 - то же, при смене валковТнгГфипЗ - то же, при смене роторных щеток; на фиг.4 - разрез А-А на фиг.1 (направляющие для перемещения кареток).
В состав прокатной клети входят верхний 1 и нижний 2 рабочие валки, установленные на подшипниках в подушках 3 и 4, которые размещены в направляющем проеме 5 станин 6, С одной стороны валков расположены независимые друг от друга верхняя и нижняя каретки 7, на которых неподвижно закреплены роторные щетки 8 с приводом их вращения от гидромотора 9 через цепную передачу 10. Каждая из кареток 7 находится в направляющих 11, прикрепленных к станинам 6 за пределами проема 5 перпендикулярно направлению перевалки валков. На балках 12, зафиксированных в станинах б, стационарно установлены качающиеся пневмоцилиндры 13, которые штоками 14 связаны через сцепку с каретками 7. В направляющем проеме 5 расположены направляющие 15 механизма смены вапков, по которым производится смена рабочих валков 1 и 2 с подушками и которые используются для замены кареток
7с роторными щетками 8 и их приводами 9 и 10, причем при смене кареток со щетками
8задействуется тележка 16с закрепленными на ней направлякщими 17, являющимися продолжением направляющих 11.
Прокатная клеть работает следующим образом.
Каретка 7 с помощью пневмоцилиндра 13 по направляющим 11 подводится к рабочему валку 1 (2), роторная щетка 8 поджима- ется к поверхности валка, причем в схеме управления предусмотрена возможность регулировки усилия поджима, а для нормального контакта щетки с валком по всей длине заложена регулировка с само установ- кой щетки. При вращающемся валке 1 (2) приводится во встречное с валком вращение щетка 8 от гидромотора 9 через цепную передачу 10. Происходит очистка рабочей поверхности валка от налипающего при прокатке металла.
Перед сменой рабочих валков 1 и 2 в сборе с подушками 3 и 4 каретки 7 с установленными на них роторными щетками 8 и их приводами 9 и 10 отводятся пневмоци- линдрами 13 по направляюигм 11 за пределы проема 5 станин клети, освобождая
проем для безпрепятственного перемещения валков по направляющим 15с помощью механизма смены валков.
После смены изношенных рабочих валков на новые валки щетки 8 снова подводятся пневмоцилиндрами 13 к валкам с целью их очистки при прокатке.
Смена щеток 8 (после определенного износа их поверхностей) совмещается со
0 сменой рабочих валков 1 и 2 и производится в следующем порядке. С помощью пневмо- цилиндров 13 каретки 7 со щетками 8 отводятся за пределы проема 5 станин 6. Рабочие валки 1 и 2 по направляющим 15с
5 помощью механизма смены валков выкатываются через проем 5 из клети и на их место по направляющим 15 механизмом смены валков закатывается тележка 16с расположенными на ней направляющими 17, нахо0 дящимися на одном уровне с направляющими 11. При помощи пневмоци- линдров 13 ка ретки роторными щетками 8 и их приводами 9 и 10 перемещаются на тележку 16, происходит автоматическое
5 расцепление штока 14 пневмоцилиндроз 13 с каретками 7, после чего шток 14 возвращается в исходное положение, а тележка 16 с каретками 7 и щетками 8 с их приводами 9 и 10 выкашваются механизмом смены вал0 ков по направляющим 15 через проем 5 из клети (при этом пневмоцилиидры 13 остаются в клети). На направляющие 17тележки 16 устанавливаются новые заранее подготовленные каретки со щетками и их приводами
5 (т.е. используется блочный способ монтажа повышенной готовности без продолжительной остановки прокатного стана). Тележка 16с новыми каретками 7, роторными щетками 8 и их приводами 9 и 10 закатывается с
0 помощью механизма смены валков в клеть, происходит автоматическая сцепка кареток 7 с пневмоцилиндрами 13 и их отведение за пределы проема 5 станин 6 в направлении, перпендикулярном направлению перевал5 ки валков. После смены валков каретки 7 со щетками 8 занимают рабочее положение.
Использование предложенного решения позволит улучшить условия смены щеток с каретками, использовав при этом
0 механизм смены валков.
Формула изобретения Прокатная клеть, содержащая станину с проемом и направляющими, верхние и нижние прокатные валки с подушками и меха5 низм смены валков, размещенный в направляющих в проеме станины, верхнюю и нижнюю каретки, расположенные с одной стороны валков з направляющих станины с установленными на каждой из них привод- ными роторными щетками, а также привод
перемещения кареток, отличающаяся тем, что, с целью улучшения условий смены щеток с каретками посредством использования для этого механизма смены валков,
пендикулярно к направлению перевалки валков с возможностью горизонтального перемещения до направляющих механизма смены валков, а роторные щетки закрепле
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перевалки рабочих валков клети кварто | 1987 |
|
SU1507475A1 |
| Устройство для смены рабочих и опорных валков прокатной клети кварто | 1992 |
|
SU1819164A3 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ВАЛКОВ КЛЕТЕЙ НЕПРЕРЫВНОГО | 1970 |
|
SU261350A1 |
| Вертикальная клеть | 1978 |
|
SU772618A1 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1983 |
|
SU1080893A1 |
| Устройство для смены валков прокатной клети с Т-образными подушками | 1989 |
|
SU1639815A1 |
| Прокатная клеть | 1986 |
|
SU1397109A1 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| Вертикальная клеть прокатного стана | 1985 |
|
SU1294400A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
Использование: улучшение условий смены щеток с каретками посредством использования для этого механизма смены валков в прокатной клети, очистка валков от налипшего металла. Прокатная клеть содержит станину с напра вляТощйм й; б ёрхние и нижние прокатные валки, механизм смены валков, размещенный в направляющих о проеме станины, верхнюю и нижнюю каретки, расположенные с одной стороны валков в направляющих станины с установленными на них приводными роторными щетками, и привод перемещения кареток. Каретки установлены в направляющих, перпендикулярных направлению перевалки валков, с возможностью горизонтального перемещения до направляющих механизма смены валков, а роторные Щетки закреплены на каретках неподвижно. 4 ил.
каретки установлены в направляющих пер- 5 ны на каретках неподвижно.
-1
3 7, - f 8, Ч 7
v v г 8 № к V п
Фиг. А
13
J 12
ФмЬ
| Патент США № 3616668, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
