Изобретение относится к прокатному производству и может быть использовано для смены рабочих и опорных валков прокатной клети, праймущественно универсальной клети кварто
Известно устройство для смены рабочих и опорных валков прокатной клети кварто, содержащее поворотную платформу, установленную на дополнительной платформе, подвижной в направлении перевалки. На дополнительной платформе размещены также приводы вывалки и закалки рабочих валков и вращения поворотной платформы Устройство включает гидроцилиндры для вывалки и закалки опорных валков и перемещения дополнительной платформы, а также -съемное перекрытие 1J .
Недоста.тком устройства применительно к универсальной клети кварто являются большие затраты времени на смены рабочих валков, обусловленные тем, что разворот поворотной платформы на 180°,-необходимый для установки новых валков по оси клети, может быть осуществлен только после вывода платформы за габарит механизма установки вертикальных валков. Недостатком устройства также являются большие габариты в направлении перевалки, вызванные необходимостью отвода платформы на большое расстояние от клети и расположением привода вывалки и завалки рабочих валков на дополнительной платформе. Кроме того, устройство недостаточно надежно в работе, поскольку требует гибких подводов энергоносителя к приводам, расположенным на вспомогательной платформе. Еще одним недостатком устройства служат большие затраты времени при смене опорных в§1лков, обусловленные необходимостью уборки съемного перекрытия и отвода дополнительной платформы от клети на расстояние, превышакнцее длину опорного валка.
Известно устройство для смены рабочих и опорных валков прокатной клети кварто, содержащее поворотную платформу, расположенную в смежном со становым пролете, и тележку с консольными балками, транспортирующую рабочие валки от клети к поворотной платформе и обратно. Устройство содер.жит также гидроцилиндр для вывалки и завалки опорных валков и подвижный плитный настил перед плетью 2 .
Недостатками устройства являются большие затраты времени на смену рабочихвалков, обусловленные транспортировкой валков в процессе перевалки на большое расстояние (в смежный пролет), большой вес тележки, необходимый для уравновешивания консольно расположенных при транспортировке рабочих валков. Устройство, кроме того, недостаточно надежно, так как требует гибких подводов энегоносителя к тележке и механизмам для съема рабочих валков с балок тележки, расположенным на поворотной платформе.
Наиболее близким к изобретению является устройство для смены рабочих и опорных валков универсальной прокатной клети кварто, содержащее средства для вывалки и завалки рабочих и опорных валков, поворотную платформу, снабженную зубчатым венцом, дополнительную платформу, подвижную вдоль оси прокатки, и привод ее перемещения. Известное устройство позволяет снизить время перевалки рабочих валков, обусловленное .сокращением пути транспортировки валков от клети к месту разворота платформы, и повышает надежность, обусловленную стационарным расположением всех приводов З .
Однако затраты времени на смены рабочих валков остаются все же большими, поскольку перемещение дополнительной платформы и вращение поворотной платформы производятся последовательно друг за другом. Кроме того, перед поворотом платформы необходимо отвести подвижное перакрытие за габарит ее вращения, что также требует затрат времени.
Целью изобретения является сокращение времени перевалки рабочих валков путем синхронизации вращения поворотной платформы с возвратнопоступательным перемещением дополнительной платформы и сокращение времени перевалки опорных валков.
Поставленная цель достигается тем, что устройство для смены рабоч и опорных валков универсальной прокатной клети кварто, содержащее средства для вывалки и завалки рабочих и опорных валков, поворотную платформу, снабженную зубчатым венцом, дополнительную платформу,подвижную вдоль оси прокатки, и привод ее перемещения, снабжено, ползуном и жестко связанными с ним двумя зубчатыми рейками, установленными параллельно направлению перемещения дополнительной платформы с возможностью возвратно-поступательного перемещения перпендикулярно оси прокатки так, что рейки попеременно находятся в зацеплении с зубчатым венцом в крайних положениях ползуна при этом ход дополнительной платформы равен четверти длины делительной окружности зубчатого венца.
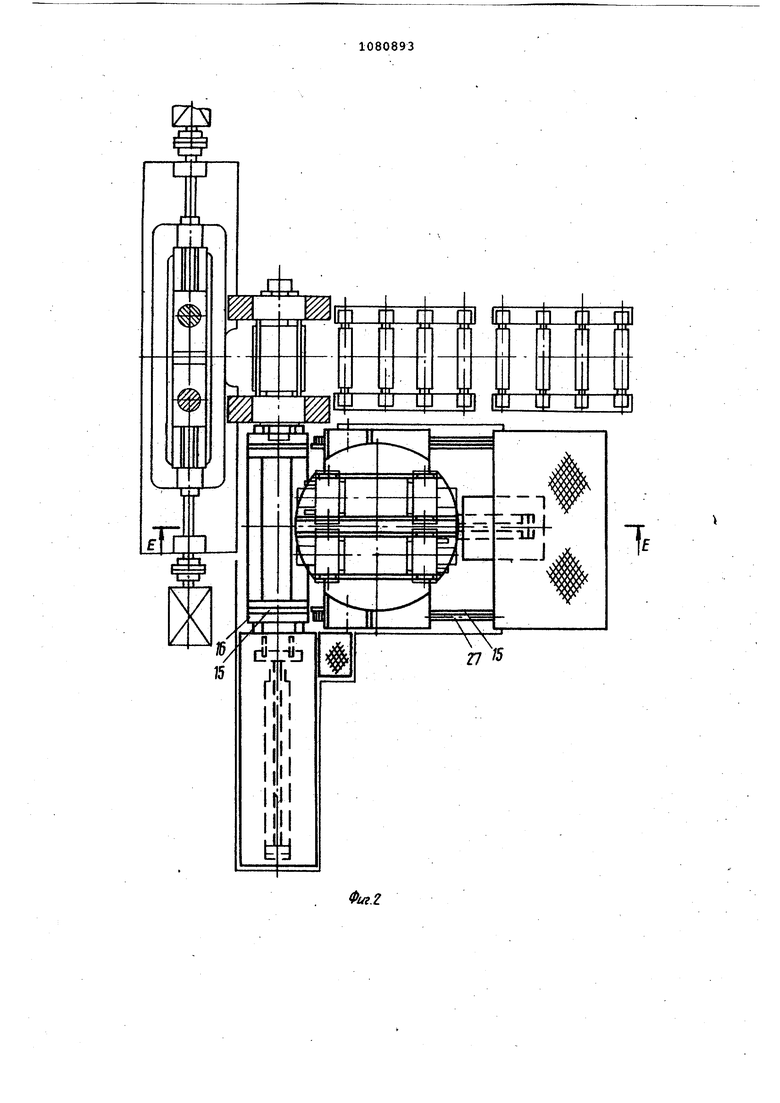
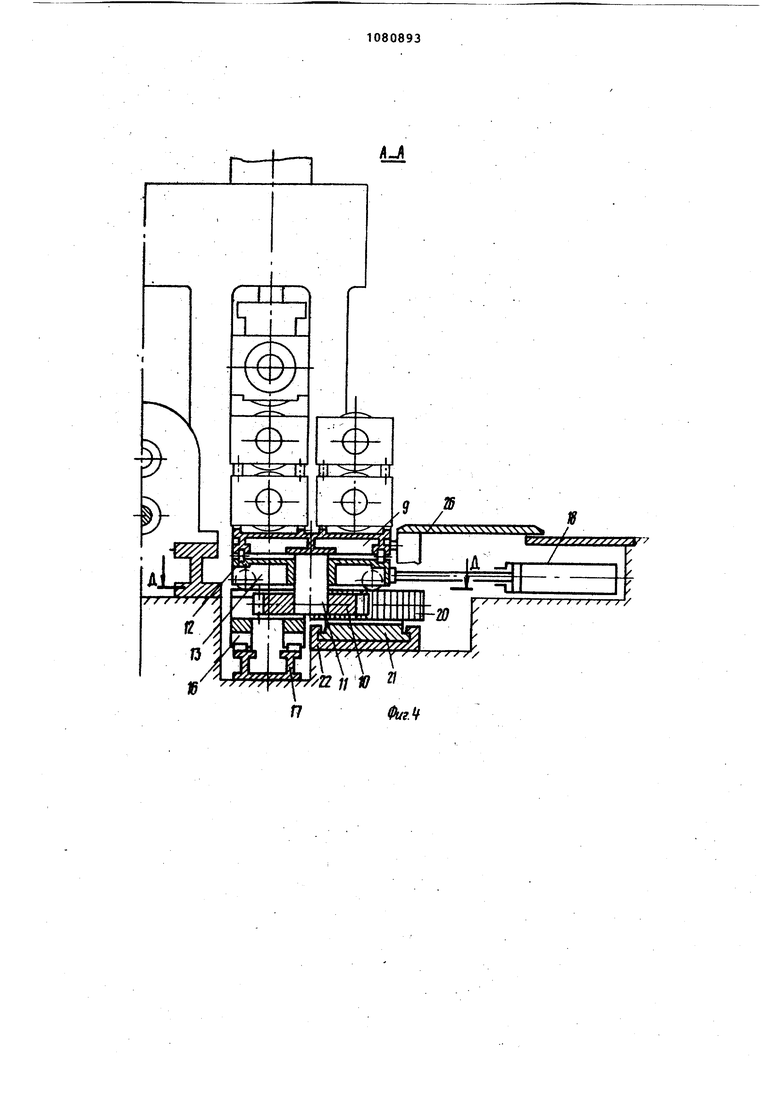
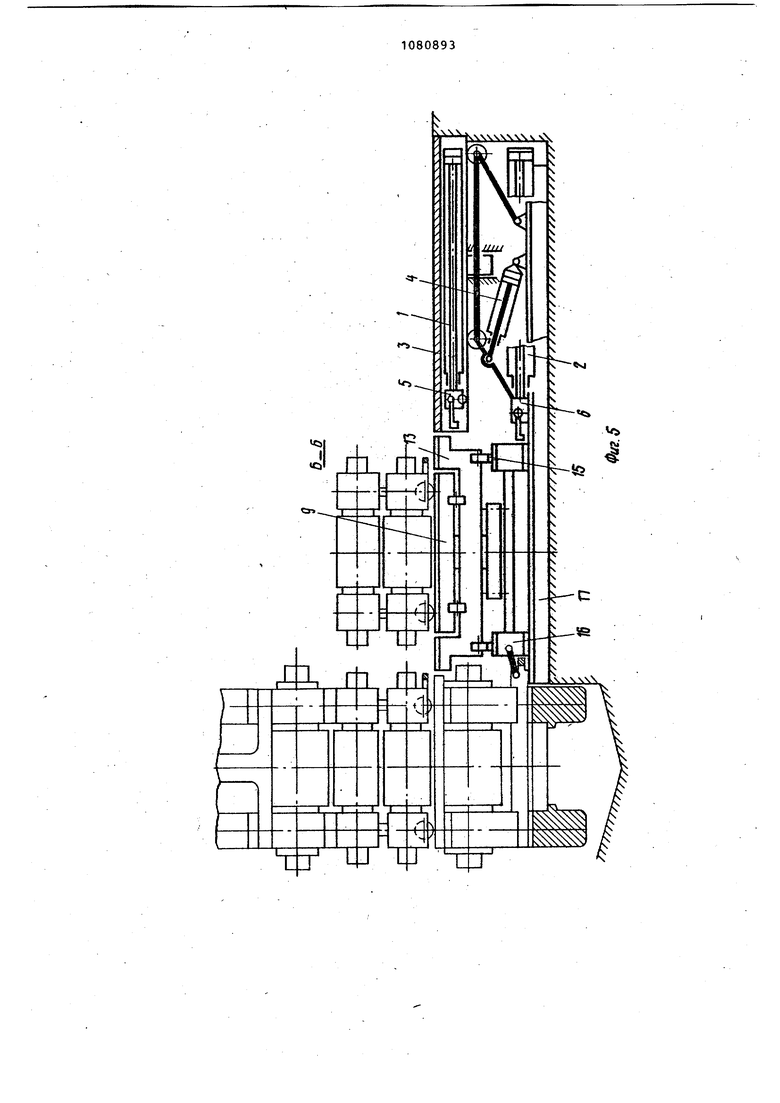
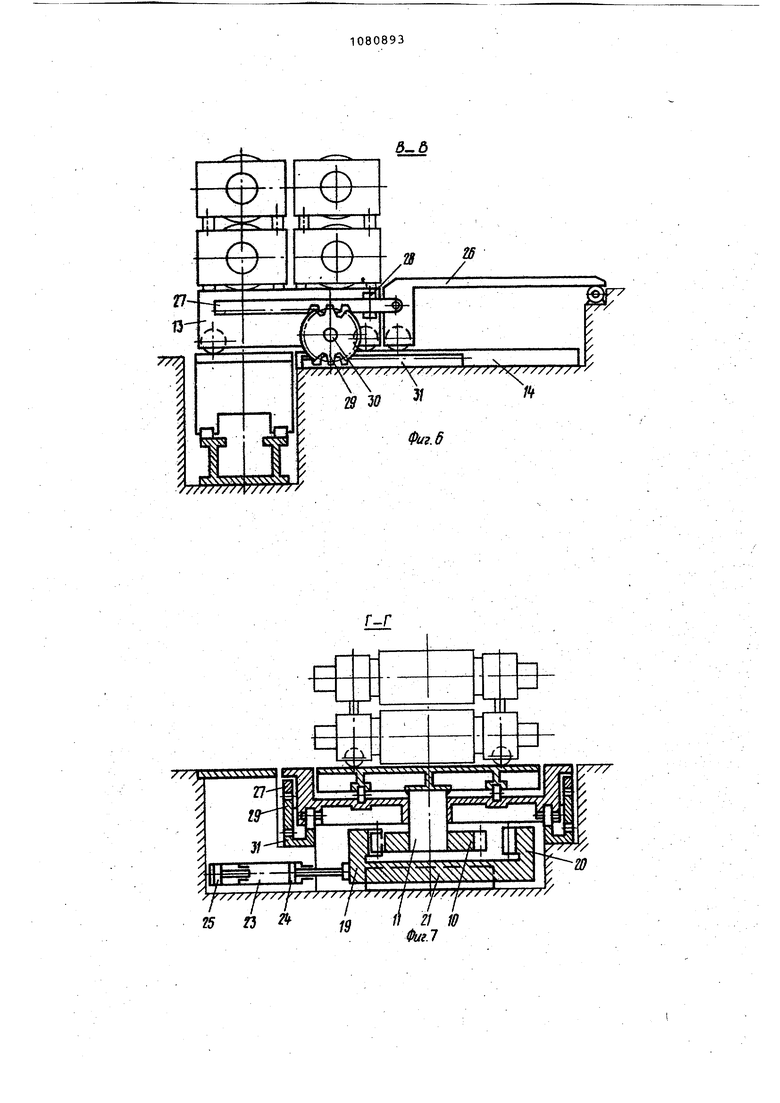
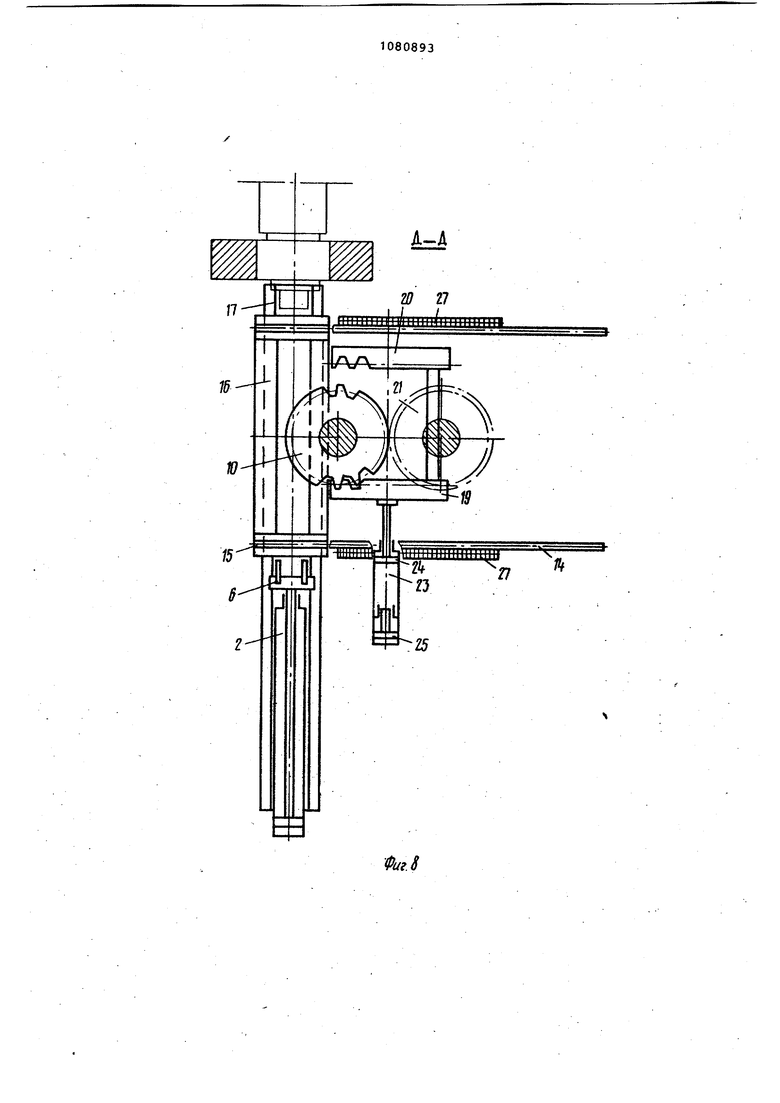
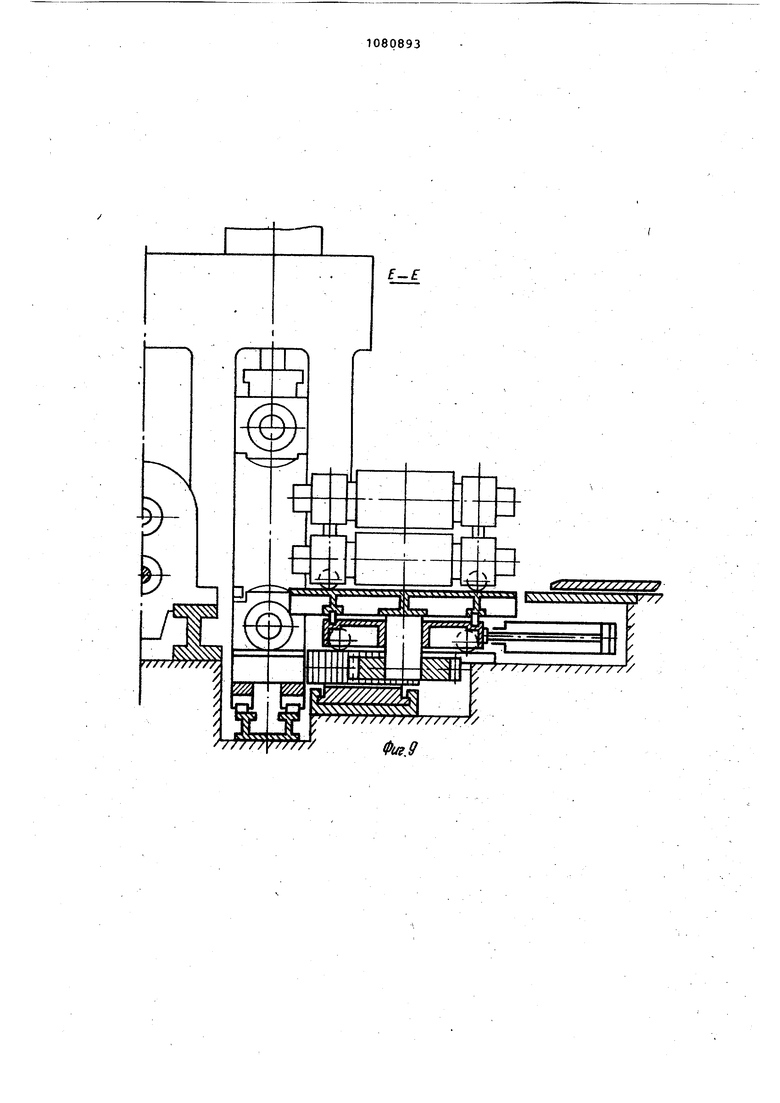
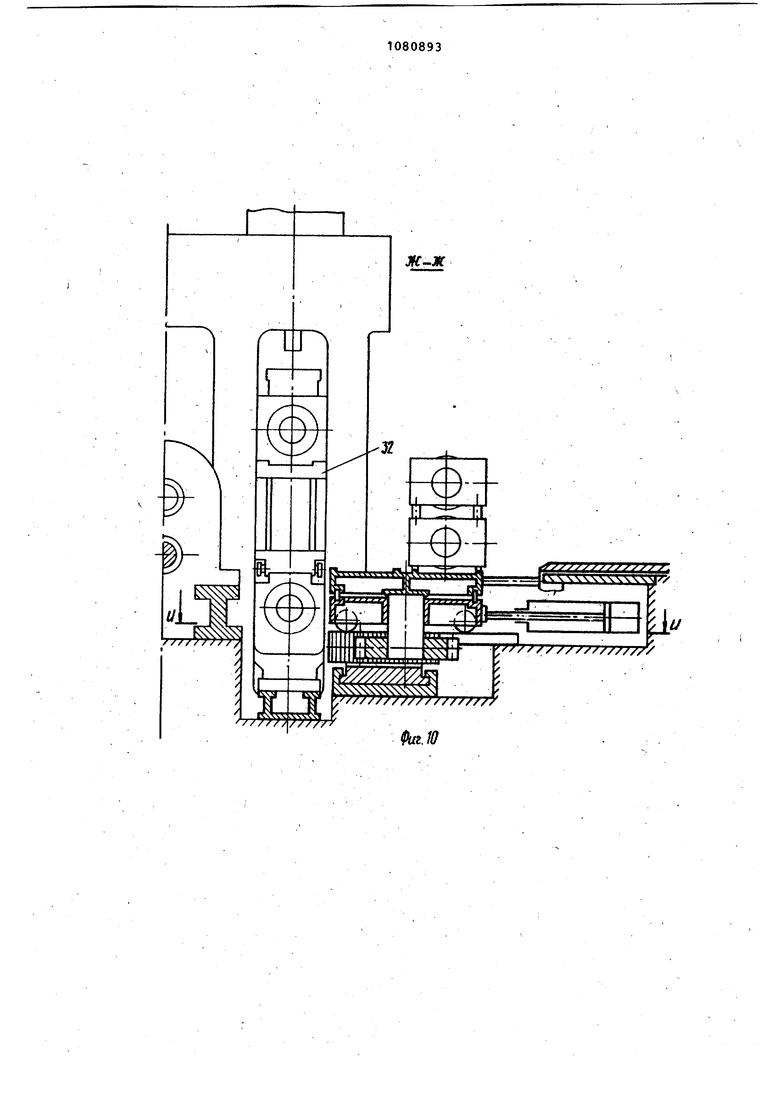
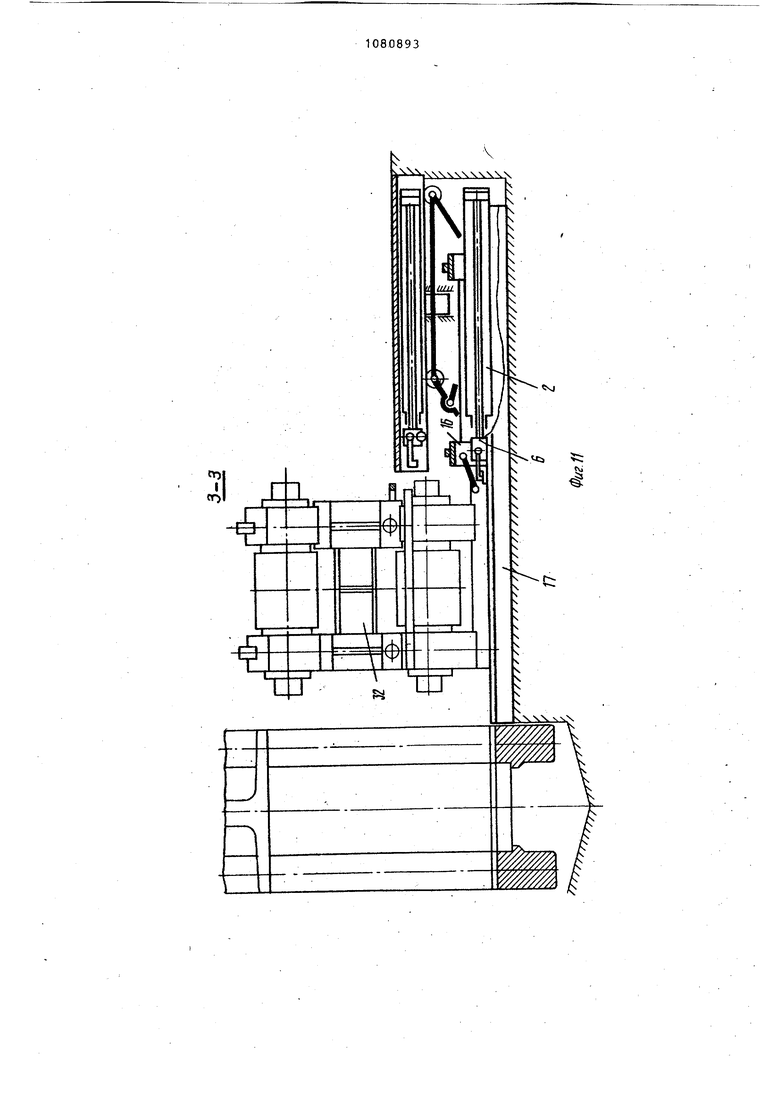
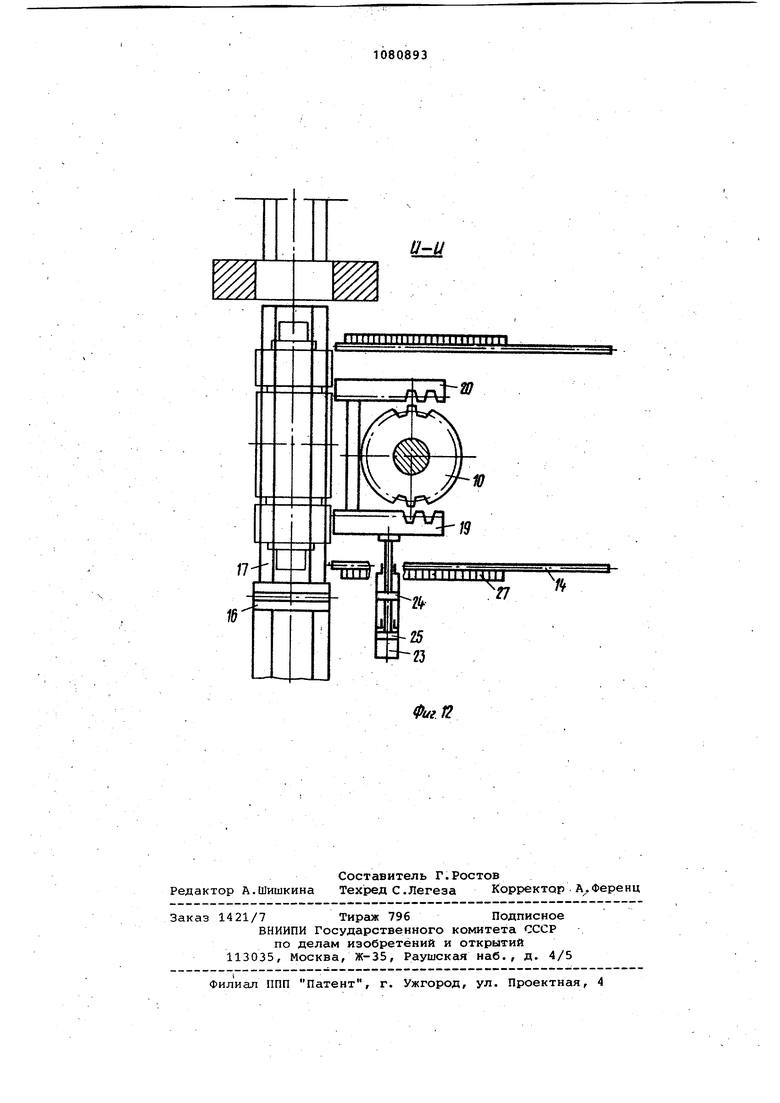
Кроме того, в устройстве поворотная платформа выполнена в виде части круга, ограниченной направляющими для перемещения рабочих валков, привод перемещения ползуна выполнен трехпоэиционным, при этом перемещение ползуна из крайней позиции в среднюю превышает высоту зуба зубча того венца. На фиг, 1- показано устройство для смены рабочих и опорных валков универсальной клети кварто, вид в плане; на фиг, 2 - то же, при смене рабочих валков; на фиг, 3 - то же, при смене опорных валков; на фиг.4разрез А-А на фиг, 1; на фиг, 5 разрез Б-Б на фиг, 1; на фиг. 6 разрез В-В на фиг. 1;на фиг, 7 - ра рез Г-Г на фиг. 1; на фиг, 8 - разрез Д-Д на фиг, 4; на фиг,9 - разрез Е-Е на фиг, 2; на фиг. 10 разрез Ж-Ж на фиг, 3;на фиг. 11 разрез 3-3 на фиг. 3; на фиг. 12 разрез И-И на фиг. 10, Устройство состоит из гидроцилиндра 1 для вывалки и закалки рабочих валков и гидроцилиндра 2 для вывалки и завалки опорных валков. Гидроцилиндр 1 закреплен снизу на подъемно-опускающейся плите 3,снабженной рычажно-гидравлическим механизмо.м 4 подъема. Шток гидроцилиндра 1 соединен с крюковой кареткой 5 для сцепки с подушками рабочих валков, а шток гидроцилиндра 2-е крю ковой кареткой 6 для сцепки с салаз ками опорных валков. Перемещение рабочих валков производится по направляющим 7 и 8, расположенным на поворотной платформе. 9. Поворотная платформа 9 выполнена в виде части круга, ограниченной направляющими 7 и 8 и окружностью, описанной вокруг точек контакта подушек рабочих валков с направляющими, что позволяет сократить ее габариты вдоль оси про катки. Платформа 9 снабжена зубчаты венцом 10, закрепленным на централ ной колонне 11, и опирается через поворотный круг 12 на дополнительну платформу 13, имеющую возможность перемещаться вдоль оси прокатки по рельсам 14 и 15, Рельсы 14 стационарно установлены на фундаменте, а рельсы 15 закреплены на опорной рам 16, соединенной с салазками опорных валков и имеющей возможность-пере.мещаться вместе с ними по направляю щим 17, Перемещение дополнительной платформы осуществляется гидроцилиндром 18, ход которого равен четверти длины делительной окружности зубчатого венца 10, Зубчатый венец 10 расположен меж ду двумя зубчатыми рейками 19 и 20, установленными параллельно направле нию перемещения дополнительной плат формы 13, Рейки жестко закреплены на ползуне 21; имеющем возможность перемещаться в направляющих 22 перпендикулярно зубчатым рейкам. Привод ползуна выполнен в виде трехпозиционного гидроцилиндра 23, имеющего основной 24 и дополнительными 25 поршни. Ход дополнительного поршня 25 равен половине хода основного поршня 24 и превышает высоту зацепления зубчатого венца 10 с рейками 19 и 20. Гидроцилиндр 23 установлен таким образом, что в одной из крайних позиций ползуна, при втянутом поршне 24, в зацеплении с зубчатым венцом 10 находится рейка 20, а в другой крайней позиции, при . выдвинутом поршне 24, в зацеплении с венцом 10 находится рейка 19, Усилие гидроцилиндра 24 превышает радиальное усилие, развивающееся в зацеплении при вращении поворотной платформы 9. Осевое усилие воспринимается направляющими 22, Со стороны, противоположной механизму установки вертикальных валков, к дополнительной платформе 13 примыкает подвижное перекрытие 26, имеющее возможность перемещаться по рельсам 14 и снабженное зубчатыми рейками 27, подвижными в нап1 двляющих обоймах 28 дополнительной платформы 13 и находящимися в зацеплении с шестернями 29, имеющими возможность свободно вращаться вокруг осей 30, также закрепленных на платформе 13. Каждая шестерня 29, помимо реек 27, находится в зацеплении со стационарными рейками 31,. установленными вдоль рельсов 14. Смена опорных ва..ков осуществляется с помощью вставк. 32, устанавливаемой между подушками верхнего и/нижнего валков. Устройство ра отает следующим образом. При смене рабочих валков новый комплект заранее устанавливается на направляющие 8 поворотной платформы 9 сбоку от клети. Гидроцилиндр 23 вводит рейку 19 в зацепление с зубчатым венцом 10, Плита 3 с гидроцилиндром поднимаются механизмом 4в рабочее положение. Гидроцилиндр 1 выдвигает каретку 5в направлении клети до сцепки с комплектом изношенных рабочих валков и обратным ходом извлекает валки На направляющие 7 поворотной платформы 9, После расцепки крюков гидроцилиндр 18 перемещает дополнительную платформу 13 в направлении прокатки, при этом зубчатый венец 10, находящийся в зацеплении с рейкой 19, поворачивается и через колонну 11 вращает поворотную платформу 9, Одновременно шестерня 29, взаимодействуя со стационарными рейками 31, воздействует через рейки 27 на подвижное перекрытие 26 и
отодвигает его от дополнительной платформы 13, освобождая место для поворота платформы 9. Поскольку ход гидроцилиндра 18 равен четверти длины окружности зубчатого венца 10 поворотная платформа 9 за время хода дополнительной платформы 13 поворачивается на 90 и занимает положение, показанное на фиг. 2. После остановки гидроцилиндра 18 гидроцилиндр 23 втягивает поршень 24, выводя из зацепления с зубчатым венцом 10 рейку 19 и вводя в зацепление с противоположно стороны рейку 20. Гидроцилиндр 18 обратным ходом возвращает дополнительную платформу 13 к клети, при этом поворотная платформа 9 доворачивается еще на 90 и устанавливае± новый комплект рабочих валков на направляющих В по оси клети. Гидроцилиндр 1 заваливает -новые валки в клеть и возвращается в исходное положение, после чего плита 3 опускается механизмом 4 на уровень пола цеха.
Таким образом, сокращение времени перевалки рабочих валков достигается тем,что возвратно-поступательное перемещение дополнительной платформы 13 и поворот на 180 поворотной платформы 9 производятся одновременно,причем зубчатое зацепление обеспечивает жесткую кинематическую связь и синхронизацию обоих перемещений. Время, затрачиваемое на перемещение реек 19 и 20 гидроцилиндром 23, незначительно ввиду малой длины хода и не влияет существенно на продолжительность перевалки. Исключены дополнительные, затраты времени на отвод подвижного перекрытия. Ход гидроцилиндра 18 определяется перемещением платформы 13, а не подвижного перекрытия, как в известном устройстве, что позволяет сократить габариты устройства в направлении прокатки.
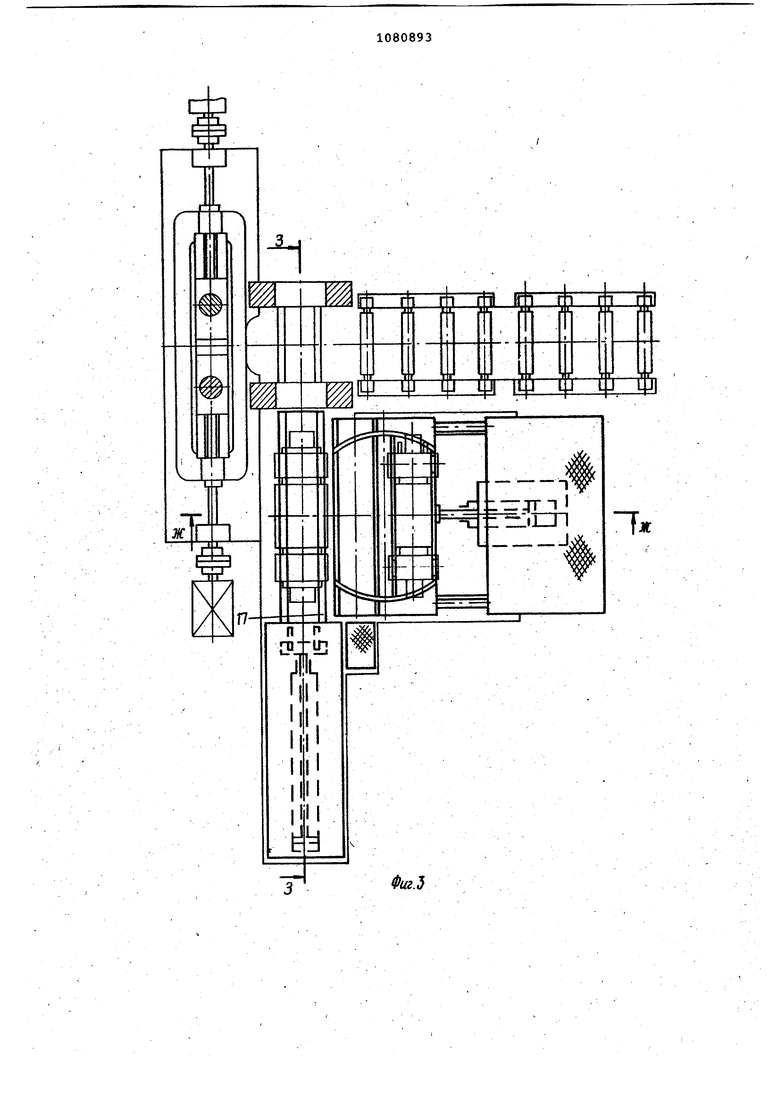
При смене опорных валков вставка 32 заранее устанавливается на направляющие 8 поворотной платформы 9. в описанной последовательности из клети извлекаются изношенные рабочие валки, вместо них в клеть вводится вставка. Дополнительный поршень 25 гидроцилиндра 23 выдвигает «ползун 21 в среднюю позицию, при этом, поскольку длина хода поршня 25 больше высоты зуба, обе рейки 5 19 и 20 выводятся из зацепления с зубчатым венцом 10. Гидроцилиндр 18 смещает дополнительную платформу 13 в направлений прокатки за пределы проема для переваЛки опорных вал0 ков, при этом поворотная платформа 9 отодвигается вместе с платформой 13, не вращаясь. Перемещение поворотной платформы производится в направлении ее минимального габарита,
5 что позволяет сократить длину пути и время перемещения платформы, а , следовательно, и продолжительность замены опорных валков. Гидроцилиндр 2 выдвигает каретку 6 в направлении
0 клети до сцепки с салазками опорных валков и обратным ходом извлекает комплект опорных валков со вставкой 32 из клети по направляющим 17, при этом опорная рама 16 задвигает5 ся под плиту 3. Замена опорных валков производится краном, после чего новый комплект заваливается гидроцилиндром 2 в клеть. Гидроцилиндр 18 возвращает дополнительную платп форму 13 с поворотной платформой 13 с поворотной платформой 9 к клети. Из клети извлекается вставка и производится завошка нового комплекта рабочих валков.
Преимуществами данного устройства по сравнению и известными являются сокращение времени перевалки горизонтальных рабочих валков универсальной клети кварто за счет синхрр0 -низации вращения поворотной платфор;мы с возвратно-поступательным перемещением дополнительной платформы и отводом от платформы подвижного перекрытия, а также сокращение време5 ни перевалки опорных валков за
счет уменьшения длины хода поворотной платформы, необходимого для вывалки опорных валков. Экономическая эффективность составляет
0 45,8 тыс.руб/год для одной клети стана 2300/1700. Il rj-4l ffi ri ri U 1. . XI, JIT т сЛЦЗ I. ril л IT
С5|
3-6
Фи.6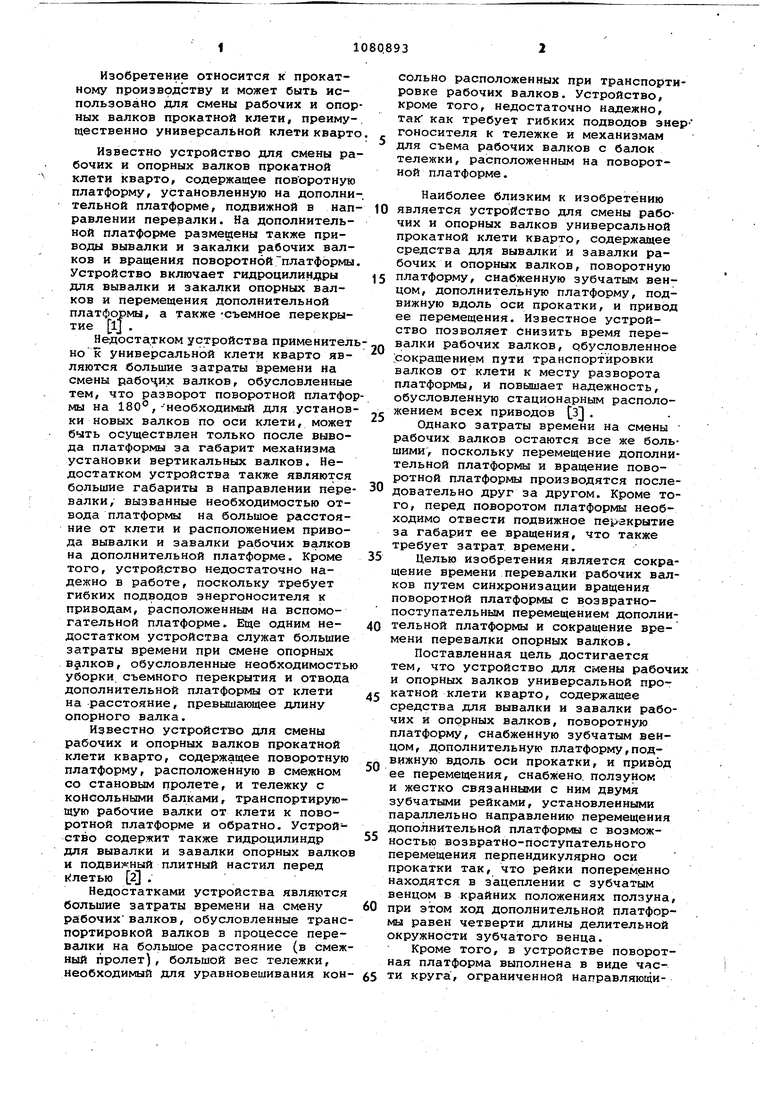
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| Устройство для смены валков прокатной клети | 1981 |
|
SU995939A1 |
| МЕХАНИЗМ СМЕНЫ ВАЛКОВ КЛЕТИ КВАРТО | 1992 |
|
RU2013148C1 |
| Способ замены рабочих и опорных валков прокатных клетей кварто и устройство для его осуществления | 1991 |
|
SU1817712A3 |
| Устройство для смены валков прокатной клети кварто | 1987 |
|
SU1424891A1 |
| Устройство для смены валков прокатной клети | 1984 |
|
SU1232308A1 |
| Устройство для смены валков прокатной клети | 1986 |
|
SU1382519A1 |
| Устройство для смены валков прокатной клети с Т-образными подушками | 1989 |
|
SU1639815A1 |
| Устройство для смены валков прокатной клети | 1989 |
|
SU1713701A1 |
| Устройство для смены валков прокатной клети | 1980 |
|
SU995937A1 |
1. УСТРОЙСТВО ДЛЯ СМЕНЫ РАБОЧИХ И ОПОРНЫХ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ КВАРТО, содер- жащее средства для вывалки и закалки рабочих и опорных валков, поворотную платформу, снабженную зубчатым венцом, дополнительную платфорг му, подвижную вдоль оси прокатки, и привод ее перемещения, отличающееся тем, что, с целью сокращения времени перевалки рабочих валков путем синхронизации вращения поворотной платформы с возвратно-поступательным перемещением дополнительной платформы, оно . снабжено ползуном и жестко связанными с ним двумя зубчатыми рейками, установленными параллельно направлению перемещения дополнительной платформы с возможностью возвратнопоступательного перемещения перпендикулярно оси прокатки так, что рейки попеременно находятся в за-, цёплении с зубчатым венцом в крайних положениях ползуна, при этом ход дополнительной платформы равен четверти длины делительной окруж(Л ности зубчатого венда. 2. Устройство по п. 1, отличающееся тем, что, .с целью сокращения времени перевалки опорных валков, поворотная платформа выполнена в виде части круга, ограниченной направляющими для перемещения рабочих валков, привод перемещения X) ползуна выполнен трехпозиционным, при этом перемещение ползуна из о крайней позиции в среднюю превышает X) высоту зуба зубчатого венца. :о :
17
IAA
Игч
Ч,
W 11
J
:
. ЧУ
-С
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Центрифуга для формования тел вращения | 1987 |
|
SU1465338A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для перевалки рабочих валков клети кварто | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлическое оборудование Оборудование для прокатного производства | |||
| М., 1979, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
