Изобретение относится к механической обработке деталей и может найти применение в различных отраслях машиностроительной промышленности.
Целью изобретения является повыше- ние производительности станка и повышение точности обработки за счет автоматизации настройки инструмента в каждой шпиндельной бабки.
Для этого, в металлорежущем станке, включающем поворотный стол, размещенные на основании бабки с инструментальными шпинделями, состоящие из неподвижной и подвижной в горизонтальной плоскости частей, расположенные по периферии стола, приспособления для обрабатываемых деталей, имеются также устройства для настройки положения подвижной части бабки относительно обрабатываемых деталей в зависимости от диа- метра используемого инструмента Каждое устройство выполнено в виде закрепленной на неподвижнбй части бабки призмы с п альцем и подвижного относительно этой призмы ползуна с дополнительней призмой на одном конце, вертикально расположенной площадкой на другом и закрепленного на подвижной части упора, лредназначен- його для взаимодействия с вертикально расположенной площадкой, причем призмы и ползун размещены под углом к шпинделю бабки.
Кроме того, станок снабжен устройством для настройки фрез по высоте, которое размещено на столе на окружности распо- ложения приспособлений для деталей и выполнено из двух частей: одна из которых - нижняя закреплена на столе, а вторая - верхняя установлена с возможностью перемещения относительно первой и выполнена с площадками, предназначенными для контакта с инструментом Каждая из частей имеет Г-образную форму с выемкой для Г- образной конструкции другой части устройства, которое снабжено эксцентриковым зажимом для соединения вышеуказанных частей.
L
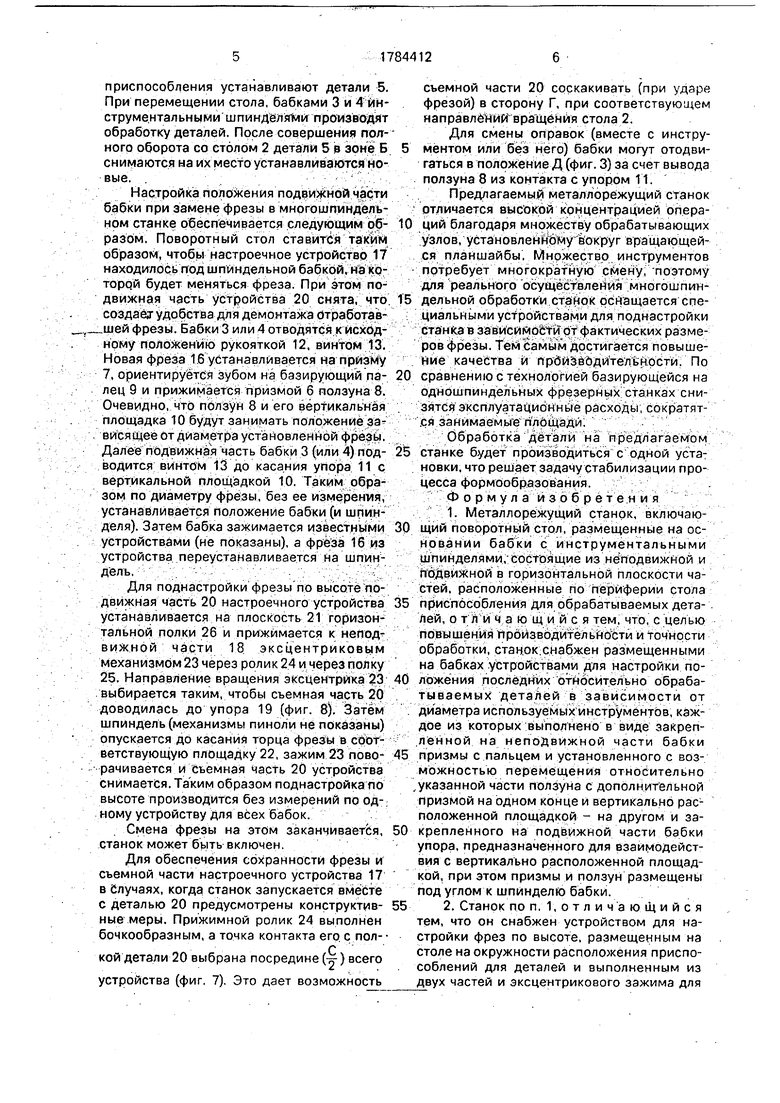
На фиг. 1, показан станок, план; на фиг1 2 - вид на одну из бабок с устройством для настройки ее положения относительно обрабатываемой детали, на фиг. 3 - бабка с устройством в положении смены инструмента; на фиг, 4 - фрагмент бабки с устройством и фрезой при настройке положения подвижной части бабки; на фиг 5 - устройство настройки положения подвижной части бабки; на фиг 6 и 7 - устройство для настройки инструмента по высоте; на фиг. 8 - эксцентриковое зажимное устройство
Станок состоит из основания 1, на котором установлены поворотный стол 2, бабки 3 и 4 с инструментальными шпинделями. На столе 2 по диаметру закреплены приспособления с обрабатываемыми деталями 5. Устройства настройки положения подвижной части бабок установлены на неподвижной части бабок 3 и 4.
Устройство для настройки положения подвижной части бабок установлено наклонно под углом, близким к 30°, что обеспечивает перемещение бабки (шпинделя) на величину, равную д Рфш-Рф1б, где Рфш - радиус фрезы находящейся в шпинделе, РФ16 фрезы, устанавливаемой в устройство. Конкретный угол выбирается в зависимости от числа зубьев, величины переточки фрезы. Угол наклона устройства зависит от положения фрезы относительно обрабатываемой детали, для бабок 3, обрабатывающих внешнюю сторону деталей наклон будет противоположным по отношению к бабкам 4 (фиг. 2) Устройство смонтировано на плоской плитке и состоит из подвижной 6 и неподвижной 7 призм Подвижная призма является дополнительной и представляет собой часть ползуна 8. В призме 7 установлен базирующий палец 9. В верхней части ползуна 8 предусмотрена вертикальная площадка 10, с которой взаимодействует упор 11, устанавливаемый на неподвижных частях бабки 3 и 4. Бабка имеет привод перемещения, включающий рукоятку 12 (фиг. 4) с винтом 13 и гайкой 14. Фреза 16 (фиг. 4, 5), радиус которой необходимо учесть, размещена в устройстве между призмой 7 и призмой 6 ползуна 8
Устройство 17 для настройки фрез по высоте устанавливаемся по окружности приспособлений с обрабатываемыми деталями. Устройство состоит из нижней неподвижной част и 18 (фиг. 7) и верхней 20 подвижной относительно нижней (фиг. 6). Подвижная часть настроечного устройства базируется на неподвижной части по плоскости 21 (фиг. 7) и имеет измерительные площадки 22 (фиг. 6), совпадающие с плоскостью обработки деталей. Подвижная часть крепится эксцентриковым зажимом 23 (фиг. 7), расположенным на неподвижной части, выполненным с бочкообразным роликом 24, Подвижная часть устройства имеет горизонтальную полку 25, с которой взаимодействует ролик 24. Неподвижная часть 18 имеет горизонтальную полку 26, являющуюся базой для подвижной 20. i
Работа на станке производится следующим образом Стол (планшайба) станка 2 приводится во вращение, например, по стрелке В На стол 2, в зоне поворота Б, в
приспособления устанавливают детали 5. При перемещении стола, бабками 3 и 4 инструментальными шпинделями производят обработку деталей. После совершения полного оборота со столом 2 детали 5 в зоне Б снимаются на их место устанавливаются новые.
Настройка положения подвижной части бабки при замене фрезы в многошпиндельном станке обеспечивается следующим образом. Поворотный стол ставится таким образом, чтобы настроечное устройство 17 находилось под шпиндельной бабкой, на ко- торрй будет меняться фреза. При этом подвижная часть устройства 20 снята, что создав/удобства для демонтажа бтработав- шей фрезы. Бабки 3 или 4 отводятся к исходному положению рукояткой 12, винтом 13. Новая фреза 16 устанавливается на призму 7, ориентируется зубом на базирующий палец 9 и прижимается призмой 6 ползуна 8. Очевидно, что ползун 8 и его вертикальная площадка 10 будут занимать положение зависящее от диаметра установленной фрезы. Далее подвижная часть бабки 3 (или 4) подводится винтом 13 до касания упора 11с вертикальной площадкой 10. Таким образом по диаметру фрезы, без ее измерения, устанавливается положение бабки (и шпинделя). Затем бабка зажимается известными устройствами (не показаны), а фреза 16 из устройства переустанавливается на шпиндель.
Для поднастройки фрезы по высоте подвижная часть 20 настроечного устройства устанавливается на плоскость 21 горизонтальной полки 26 и прижимается к неподвижной части 18 эксцентриковым механизмом 23 через ролик 24 и через полку 25. Направление вращения эксцентрика 23 выбирается таким, чтобы съемная часть 20 доводилась до упора 19 (фиг. 8). Затем шпиндель (механизмы пиноли не показаны) опускается до касания торца фрезы в соответствующую площадку 22, зажим 23 поворачивается и съемная часть 20 устройства снимается. Таким образом поднастройка по высоте производится без измерений по одному устройству для всех бабок.
Смена фрезы на этом заканчивается, станок может быть включен.
Для обеспечения сохранности фрезы и съемной части настроечного устройства 17 в Случаях, когда станок запускается вместе с деталью 20 предусмотрены конструктивные меры. Прижимной ролик 24 выполнен
бочкообразным, а точка контакта его с полгкой детали 20 выбрана посредине (у) всего
устройства (фиг, 7). Это дает возможность
съемной части 20 соскакивать (при ударе фрезой) в сторону Г, при соответствующем направлений вращения стола 2.
Для смены оправок (вместе с инстру- ментом или без него) бабки могут отодвигаться в положение Д (фиг. 3) за счет вывода ползуна 8 из контакта с упором 11.
Предлагаемый металлорежущий станок отличается высокой концентрацией опера0 ций благодаря множеству обрабатывающих узлов, установленному вокруг вращающейся планшайбы. Множество инструментов потребует многократную смену, поэтому для реального осуществления многошпин5 дельной обработки станок оснащается специальными устройствами для поднастройки станка в зависимости от фактических размеров фрезы. Тем самым достигается повышение качества и прбизвЬдительности. По
0 сравнению с технологией базирующейся на одношпиндельных фрезерных станках снизятся эксплуатационные расходы, сократятся занимаемые площади.
Обработка детали на предлагаемом
5 станке будет производиться с одной установки, что решает задачу стабилизации процесса формообразования.
Формула изобретения
1. Металлорежущий станок, включаю0 щий поворотный стол, размещенные на основании бабки с инструментальными шпинделями, состоящие из неподвижной и подвижной в горизонтальной плоскости частей, расположенные по периферии стола
5 приспособления для обрабатываемых деталей, отличающийся тем, что, с целью повышения производительности и точности обработки, станок снабжен размещенными на бабках устройствами для настройки по0 ложения последних относительно обрабатываемых деталей в зависимости от диаметра используемых инструментов, каждое из которых выполнено в виде закрепленной на неподвижной части бабки
5 призмы с пальцем и установленного с возможностью перемещения относительно .указанной части ползуна с дополнительной призмой на одном конце и вертикально расположенной площадкой - на другом и за0 крепленного на подвижной части бабки упора, предназначенного для взаимодействия с вертикально расположенной площадкой, при этом призмы и ползун размещены под углом к шпинделю бабки.
5 2. Станок поп. 1,отличающийся тем, что он снабжен устройством для настройки фрез по высоте, размещенным на столе на окружности расположения приспособлений для деталей и выполненным из двух частей и эксцентрикового зажима для
их соединения,причём одна изчастей, ниж- назначенными для контакта с инструмен- няя, неподвижно закреплена на столе, авто- том, Ьр и этом каждая часть выполнена Г-об- рая, - верхняя, - установлена с разной с выемкой для горизонтального возможностью перемещения относительно элемента, которым снабжена другая часть
первой и выполнена с площадками, пред-5 устройства..
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| ЗУБООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2082567C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СТАНОК С ГОРИЗОНТАЛЬНЫМИ ШПИНДЕЛЯМИ | 1996 |
|
RU2151029C1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| СПОСОБ НАРУЖНОГО КРУГЛОГО ШЛИФОВАНИЯ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2553165C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |


Использование: механическая обработка деталей, различные отрасли машиностроительной промышленности. Сущность изобретения: на основании установлены по- вйротный стол, бабки 3 и 4 со шпинделями. На столе по окружности закреплены приспособления с деталями 5. Устройства для настройки положения подвижной части бабки относительно приспособлений с детали ми установлены на неподвижной части т 12 X. бабок 3 и 4 наклонно под углом, близким к 30°. Устройство смонтировано на плоской плитке и включает неподвижную призму 7, подвижную призму с ползуном 8 и базирующим пальцем 9. Свободный конец ползуна имеет вертикальную площадку 10, с которой взаимодействует упор 11, устанавливаемый на подвижной части фрезерных бабок 3 и 4. Фреза, радиус которой нужно учесть, размещена в устройстве между призмами 6 и 7. Устройство для установки вылета фрез размещается на окружности размещения приспособлений с обрабатываемыми деталями. Устройство состоит из нижней части и верхней подвижной части, которая базируется на неподвижной части и имеет измерительные площадки, совпадающие с плоскостью обработки деталей. 1 з.п. ф-лы. 8 ил. (Л С vj 00 I ю 
| Проспект фирмы Sakural, Япония, 1985 |
