фиг. 1
2.Устройство по п.Ч, отличающееся тем, что оно снабжено установленным за столами по ходу перемещения материала вырубным прессом, механизмом для переме- . щения столов от позиции настилания к позиции раскроя н транспортером для отбора раскроенных заготовок полотна от вырубного пресса.
3.Устройство по п. 2, о т л и ч а ю щ ее с я тем, что механизм для перемещения столов включает дополнительные горизонтальные приводные ролики, расположенные над имеющимнся роликами в промежутках между последними и соединенные между собой цепной
передачей, обрезиненные диски для прижима столов с настилами к дополнительным роликам в их верхнем положении, смонтированные в неподвижных подшипниковых опорах над одним ил столов по его торцам, и привод для вращения, причем обрезиненные диски кинематически связаны с дрполюстельными роликами и с приводом вращения.
4. Устройство по пп. 2 и 3, о т л и ч аю щ е е с я тем, что. транспортер для отбора раскроенных заготовок от вырубного пресса расположен на уровне рабочей шшты пресса.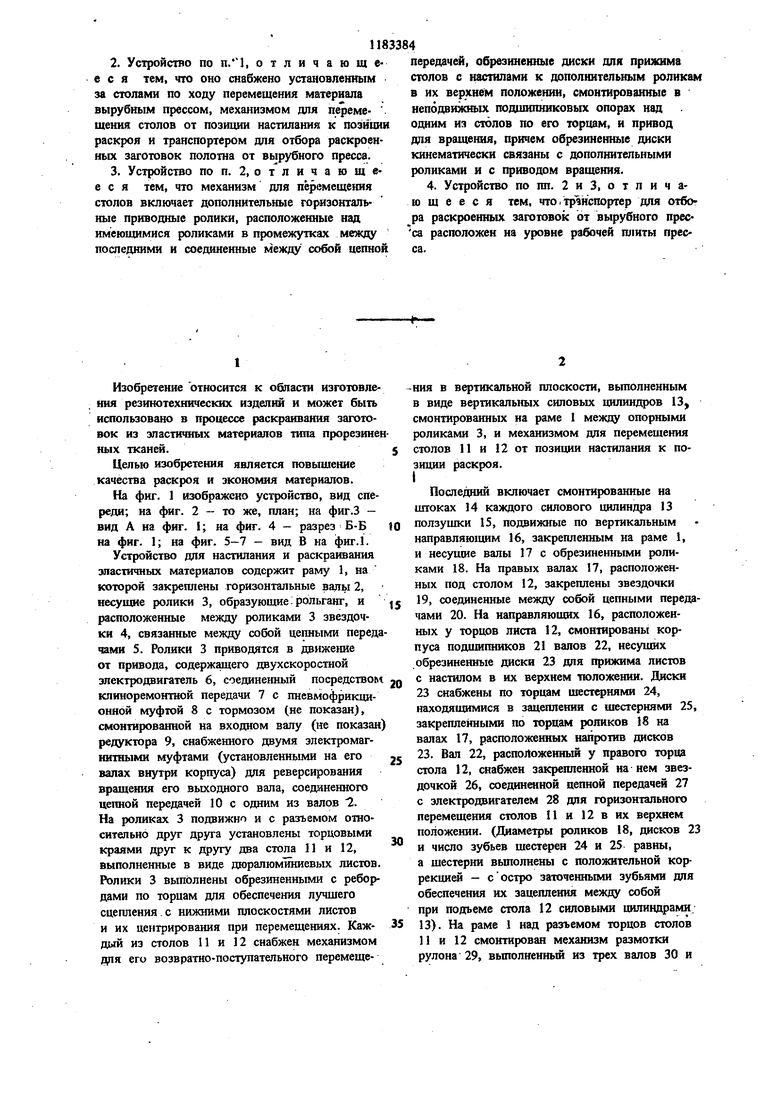
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для настилания и раскраивания длинномерных материалов | 1983 |
|
SU1131675A1 |
| Устройство для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1983 |
|
SU1211085A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Способ настилания и раскроя эластичных полотен | 1986 |
|
SU1395577A1 |
| Устройство для настилания полотен на закройных стол | 1978 |
|
SU743936A1 |
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| Машина для настилания полотен ткани на раскройный стол | 1974 |
|
SU667475A1 |
| Устройство для вырубки деталей из полосового материала | 1980 |
|
SU869915A1 |
| Устройство для вырубки заготовок из полосового материала | 1981 |
|
SU1011388A1 |
1. УСТРОЙСТВО ДЛЯ НАСТИЛАНИЯ И РАСКРАИВАНИЯ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ по авт. св. N 1131675, отличающееся тем, что, с целью повыше1шя качества раскроя и экономии материала, оно снабжено смонтированным на раме над.стыком столов для настилания аппаратом для нроецирования на настшиемое полотно контуров раскраиваемых заготовок.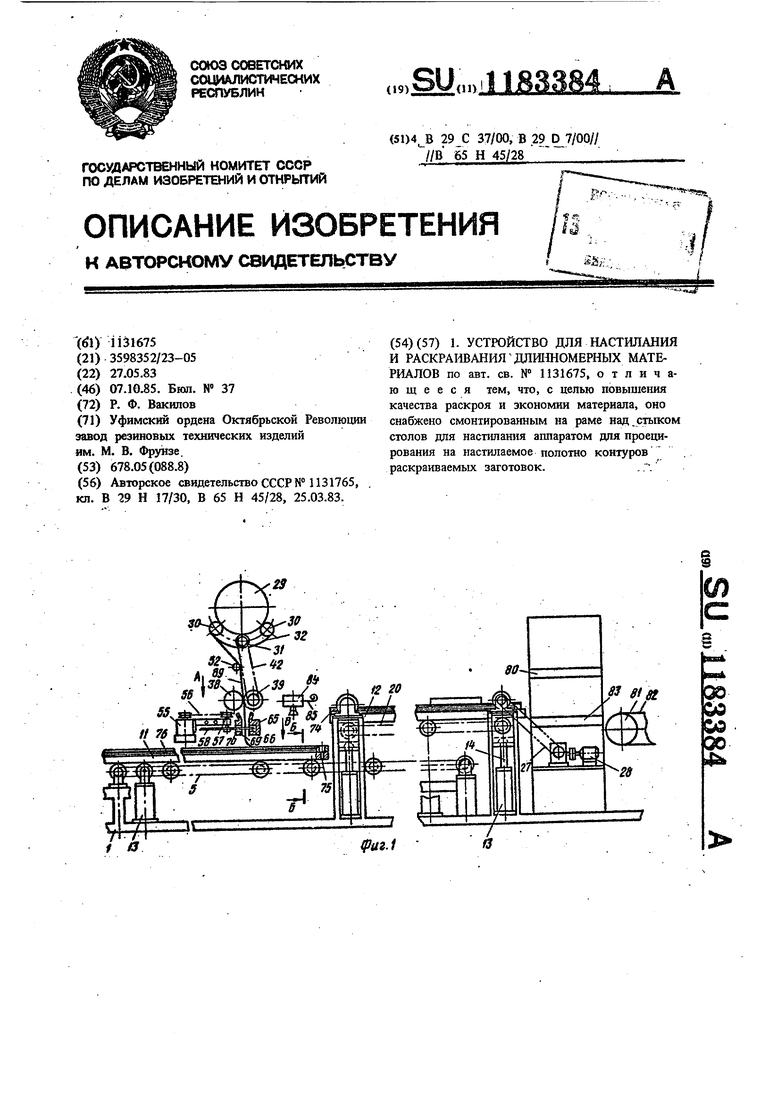
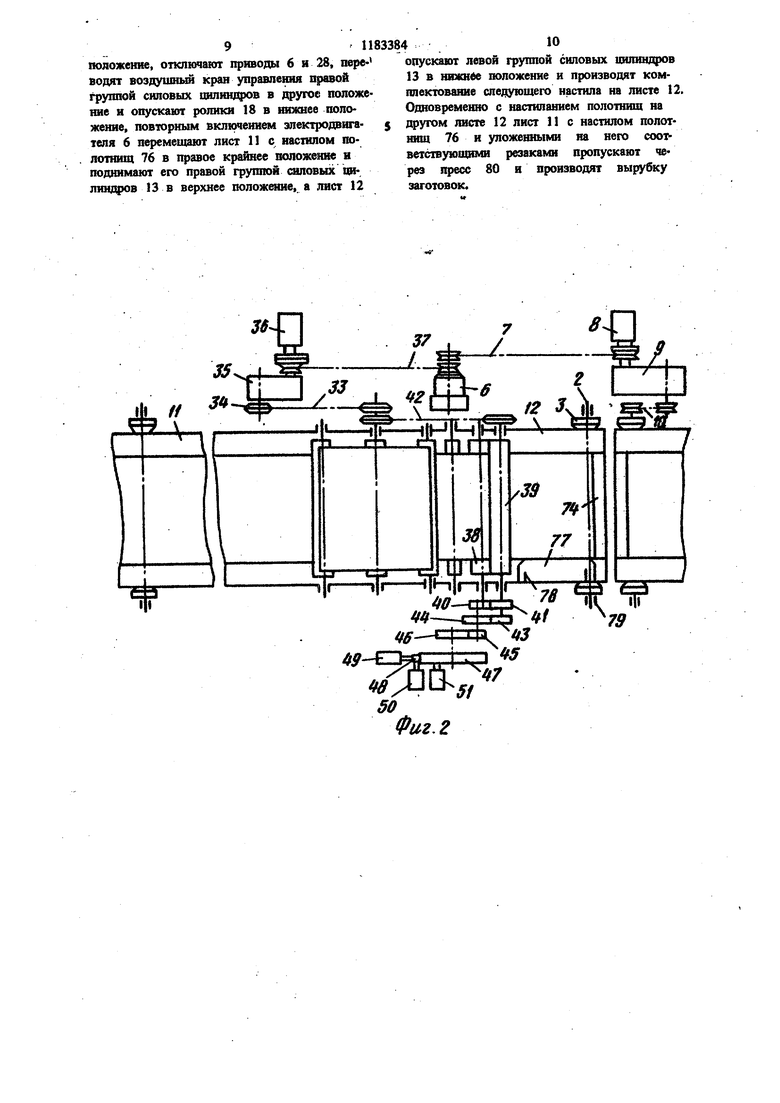
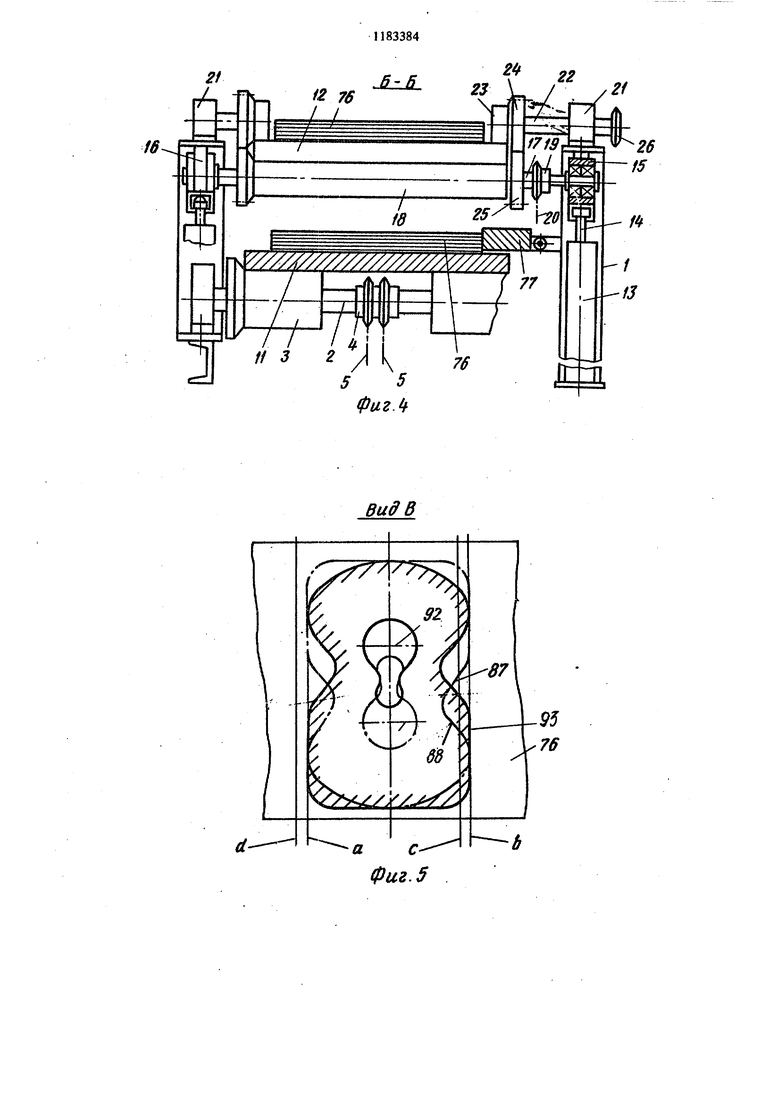
Изобретение относится к области изготовле ния резинотехнических изделий и может быть использовано в процессе раскраивания заготовок из эластичных материалов типа прорезине ных тканей. Целью изобретения является повышение качества раскроя и экономия материалов. На фиг. 1 изображено устройство, вид спе реди; на фиг. 2 - то же, план; на фиг.З - вид Л на фиг. I; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5-7 - вид В на фиг.1. Устройство для настилания и раскраивания эластичных материалов содержит раму 1, на которой закреплены горизонтальные валь 2, несущие ролики 3, образующие рольганг, н расположенные между роликами 3 звездочки 4, связанные между собой цепными перед чами S. Ролики 3 приводятся в движение от привода, содержащего двухскоростной зпектродвигатель 6, соединенный посредствол клиноремонтной передачи 7 с пневмофрикционной муфтой 8 с тормозом (не показан), смонтированной на входном валу (не показан редуктора 9, снабженного двумя злектромагнитными муфтами (установленными на его валах внутри корпуса) для реверсирования вращения его выходного вала, соединенного цепной передачей 10 с одним из валов 2. На роликах 3 подвижно и с разъемом относительно друг друга установлены торцовыми краями друг к другу два стола 11 и 12, выполненные в виде дюрапюмТшневых листов Ролики 3 выполнены обрезиненными с ребордами по торцам для обеспечения лучшего сцепления, с нижними плоскостями листов и их центрирования при перемещениях. Каждый из столов 11 н 12 снабжен механизмом для его возвратно-поступательного перемещения в вертикальной плоскости, вьшолненным в виде вертикальных силовых цилиндров 13, смонтированных на раме 1 между опорными роликами 3, и механизмом для перемещения столов 11 и 12 от позиции настилания к позиции раскроя. Последний включает смонтированные на штоках 14 каждого силового цилинщ)а 13 ползушки 15, подвижные по вертикальным направляющим 16, закрепленным на раме 1, и несущие валы 17 с обрезиненными роликами 18. На правых валах 17, расположенных под столом 12, закреплены звездочки 19, соединенные между собой цепными передачами 20. На направляющих 16, расположенных у торцов листа 12, смонтированы корпуса подшипников 21 валов 22, несущих обрезиненные диски 23 для прижима листов с настилом в их верхнем тюложении. Диски 23 снабжены по торцам шестернями 24, находяишмися в зацеплении с шестернями 25, закрепленными по торцам роликов 18 на валах 17, расположенных напротив дисков 23. Вал 22, расположенный у правого торца стола 12, снабжен закрепленной на нем звездочкой 26, соединенной цепной передачей 27 с электродвигателем 28 для горизонтального перемещения столов И и 12 в их верхнем положении. (Диаметры роликов 18, дисков 23 и число зубьев шестерен 24 и 25 равны, а шестерни вьшолиены с положительной коррекцией - состро заточенньпли зубьями для обеспечения их зацепления между собой при подьеме стола 12 силовыми цилиндрами 13). На раме 1 над разъемом торцов столов П и 12 смонтирован механизм размотки рулона 29, вьтолненный из трех валов 30 и
31, на которые свободно надеты поддерживающие рулон 29 ремни 32. Валы 30 установлены с возможностью свободного вращения, а вал 31 приводной и соединен цепной передачей 33 (фиг. 2) с выходным валом 34 редуктора 35, на входном валу которого смонтирована пневмофрикционная муфта 36 с тормозом (не показан), соединенная клиноременной передачей 37 с электродвигателем 6.
Под механизмом размоткирулона 29 установлены горизонтальные приводные отборочные валкн 38 и 39, расположенные над разъемом р)рцов столов 11 И 12 перпендикулярно их продольной оси. Валки 38 и 39 имеют одинаковый диаметр н соединены между собой шеетернями 40 и 41 с одинаковым: числом зу- : бьев. Валок 39 соединен цепной передачей 42 с приводным валом 31 механизма размотки рулона 29. Валки 37 и 38 снабжены счетчиком задания подачи полотна материала на мерную длину, выполненным в виде находящихся попарно в зацеплении шестерен 43-46 и закрепленного на валу шестерни 46 диска 47 с регулируемьтм на нем упором 48, взаимодействующим на каждый оборот диска 47, что соответствует отбору полотна материала мерными валками 38 и 39 (имеющими расчетный диаметр) на заданную длину с тремя концевыми выключателями 49-51, закрепленными на раме 1. Между механизмом размотки рулона 29 и отборочными валками 38 и 39 установлен отклоняющий ролик 52, предназначенный для разравнивания сматьшаемого с рулона 29 полотна материала. Линейные скорости опорных роликов 3, ремней 32 и валков 38 и 39 одинаковы.
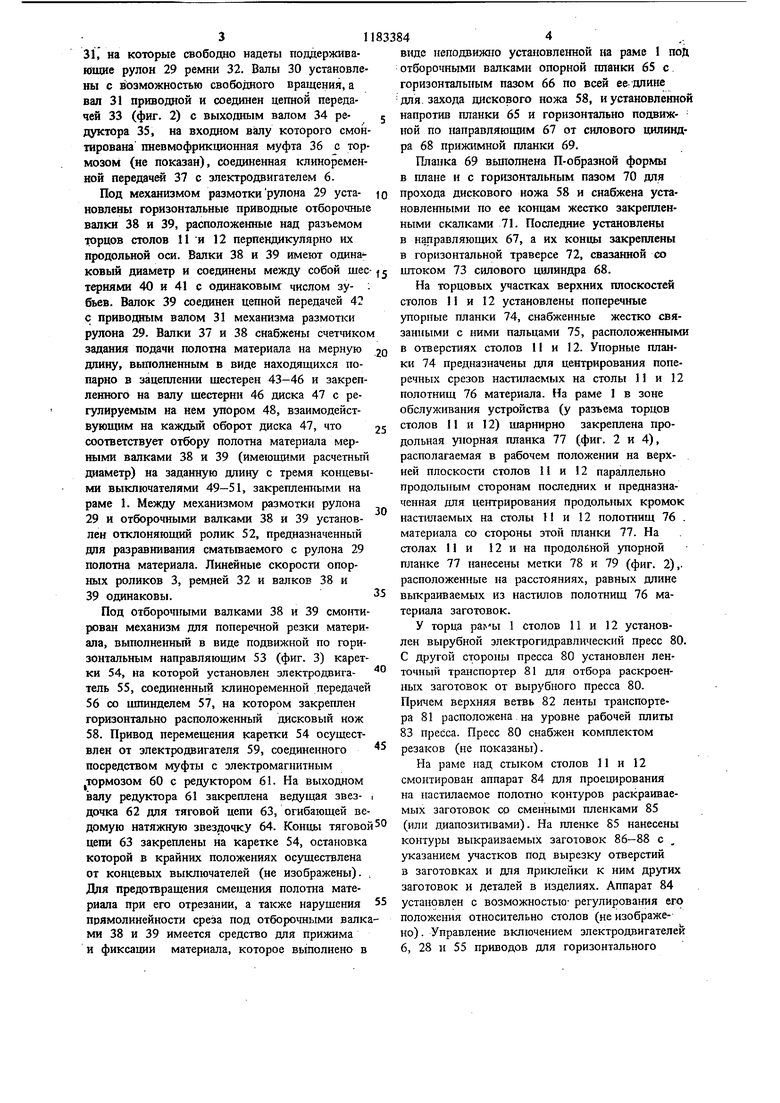
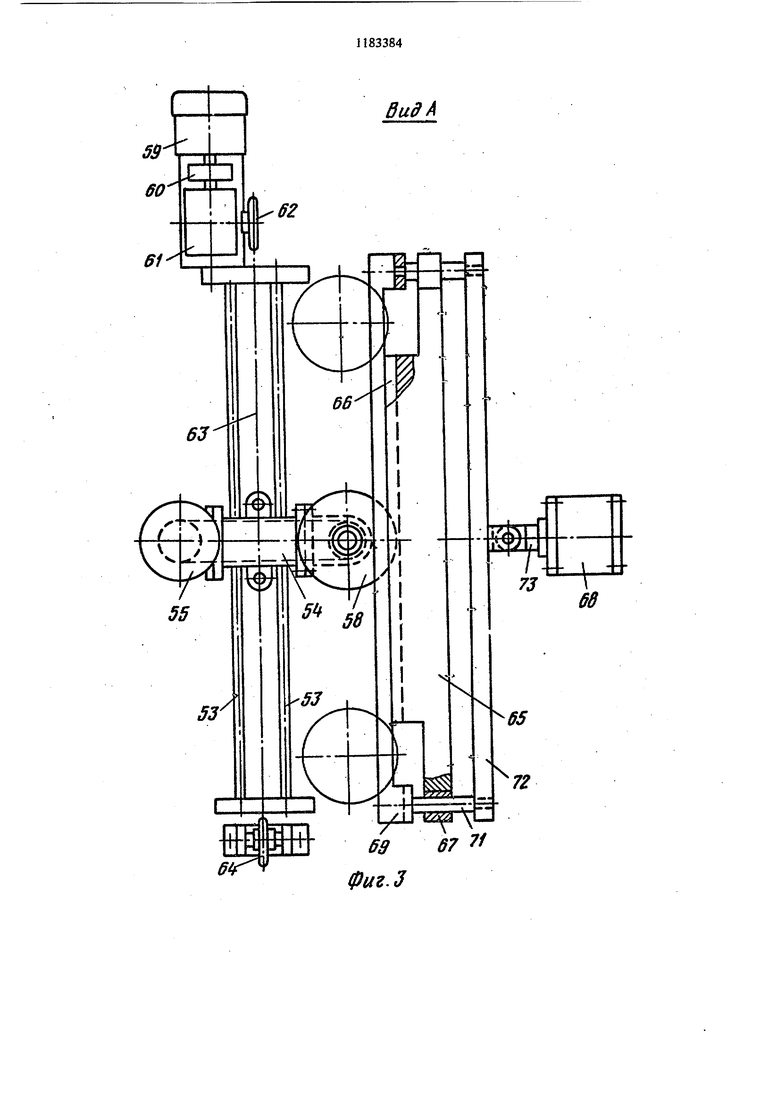
Под отборочными валками 38 и 39 смонтирован механизм для поперечной резки материала, выполненный в виде подвижной по горизонтальным направляющим 53 (фиг. 3) каретки 54, на которой установлен электродвигатель 55, соединенный клиноременной передачей 56 со шпинделем 57, на котором закреплен горизонтально расположенньш дисковый нож 58. Привод перемещения каретки 54 осуществлен от электродвигателя 59, соединенного посредством муфты с электромагнитным тормозом 60 с редуктором 61. На выходном валу редуктора 61 закреплена ведущая звездочка 62 для тяговой цепи 63, огибающей ведомую натяжную звездочку 64. Концы тяговой цепи 63 закреплены на каретке 54, остановка которой в крайних положениях осуществлена от концевых выключателей (не изображены). , Для предотвращения смещения полотна материала при его отрезании, а также нарушения прямолинейности среза под отборочными валками 38 и 39 имеется средство для прижима и фиксации материала, которое вь1Полнено в
виде неподвижно установленной на раме 1 по отборочными валками опорной планки 65 с горизонталып 1М пазом 66 по всей ее, длине для. захода дискового ножа 58, и установленно напротив планки 65 и горизонтально подвижной по направляющим 67 от силового цилиндра 68 прижимной планки 69.
Планка 69 вьшолнена П-образной формы в плане и с горизонтальным пазом 70 для прохода дискового ножа 58 и снабжена установленными по ее концам жестко закрепленными скалками 71. Последние установлены в направляющих 67, а их концы закреплены в горизонтальной траверсе 72, свазанной со штоком 73 силового цилиндра 68.
На торцовых участках верхних плоскостей столов 11 и 12 установлены поперечные упорные планки 74, снабженные жестко связанными с ними пальцами 75, расположенным в отверстиях столов 11 и 12. Упорные планки 74 предназначены для центрирования поперечных срезов настилаемых на столы 11 и 12 полотнищ 76 материала. На раме 1 в зоне обслуживания устройства (у разъема торцов столов 11 и 12) шарнирно закреплена продольная упорная планка 77 (фиг. 2 и 4), располагаемая в рабочем положении на верхней плоскости столов 11 и 12 параллельно продолыгым сторонам последних и предназначенная для центрирования продольных кромок настилаемых на столы 11 и 12 полотнищ 76 материала со стороны этой планки 77. На столах 11 и 12 и на продольной упорной планке 77 нанесены метки 78 и 79 (фиг. 2),. расположенные на расстояниях, равных длине вьп раиваемых из настилов полотнищ 76 материала заготовок.
У торца 1 столов 11 и 12 установлен вырубной электрогидравлическнй пресс 80 С другой стороны пресса 80 установлен ленточный транспортер 81 для отбора раскроенных заготовок от вырубного пресса 80. Пр1ием верхняя ветвь 82 ленты транспортера 81 расположена на уровне рабочей плиты 83 пресса. Пресс 80 снабжен комплектом резаков (не показаны).
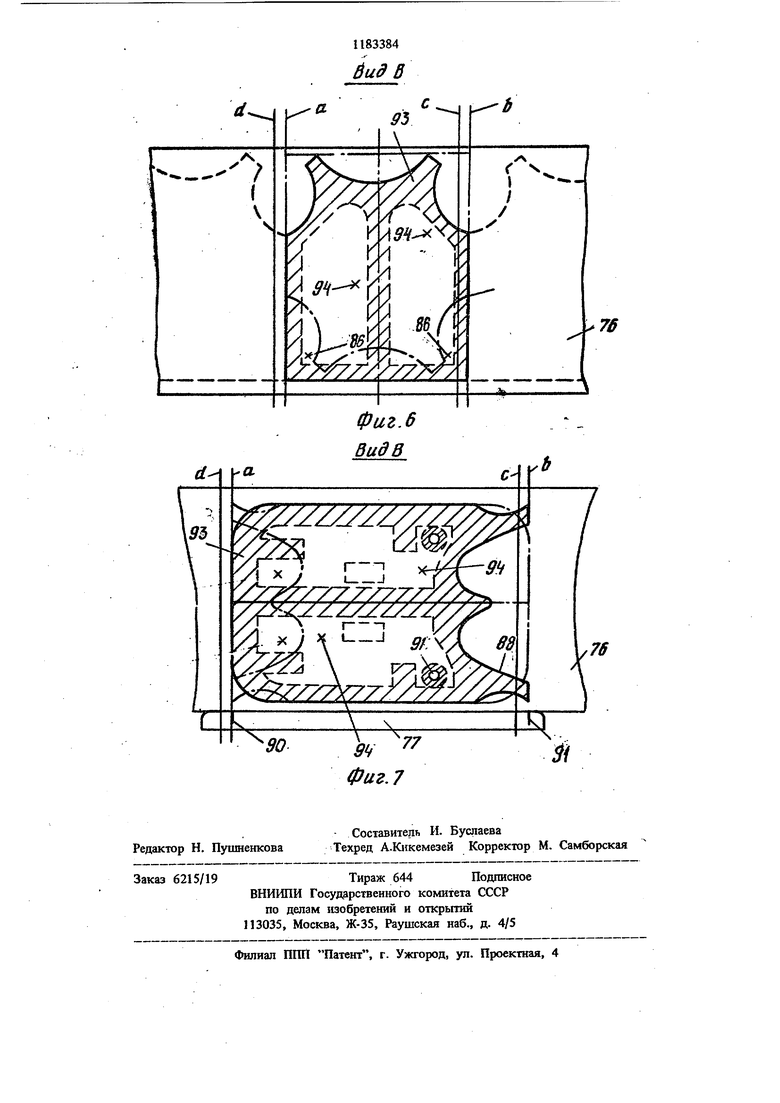
На раме над стыком столов 11 и 12 смонтирован аппарат 84 для проецирования на настилаемое полотно контуров раскраиваемых заготовок со сменными пленками 85 (или диапозитивами). На пленке 85 нанесены контуры выкраиваемых заготовок 86-88 с указанием участков под вырезку отверстий в заготовках и для приклейки к ним других заготовок и деталей в изделиях. Аппарат 84 установлен с возможностью- регулирова1Л1я его положения относительно столов (не изображено). Управление включением электродвигателей 6, 28 и 55 приводов для горизонтального перемещения столов 11 и 12 на разных уров нях, размотки рулона материала 29, отбора и подачи сматываемого с него полотна и его поперечной резки осуществлено в режиме настройки от кнопочной станции управления (не изображена). Управление силовыми цилиндрами 13 и 68 механизмом для вертикального перемещения столов 11 и 12, перемещений прижимной планки 69 и включений пневмофрикционных муфт 8 и 36 осуществле но в режиме настройки от воздушных крано (не изображены). Для автоматизации согласованных включений механизмов устройства в рабочем режиме оно снабжено воздухораспределителем с злектромагнитными клапанами управления перемещений его золотника (не изображен), через который сжатый воздух от сети поступ ет в соответствующие полости силовых цилиндров исполнительных механизмов. Устройство работает следующим образом. Рулон 29 материала укладывают в механизм размотки на поддерживающие ремни 32 Переводом воздушных кранов управления силовыми цилиндрами опускают левый стол 11 в нижнее положение и поднимают стол 12 в верхнее положение. При зтом левые ролики 18 размещаются ниже верхнего уровня роликов 3 и нижняя плоскость стола 11 размещается на приводных опорных роликах 3, а стола 12 - на правых поднятых в верхнее положение рюликах 18. Включают электродвигатель 6 привода на замедленные обороты и вручную пропускают передний конец сматываемого с рулона 29 полотна 89 материала поверх от клоняющего ролика 52 в зазор отборочных валков 38 и 39. При пересечении переднего конца подаваемого валками 38 и 39 полотна 89 материала линии перемещения ножа 58, наблюдаемого визуально, отключают электродвигатель 6, включают механизм для попереч ной резки материала и подравнивают Передний конец полотна 89. Стол 11 за это время перемещается вращающимися опорными ролик ми 3 вправо в исходное положение начала настилания. Устанавливают упор 48 на диске 47 в положение схода из взаимодействия с концевыми вьпслючателем 50, повторно включают электродвигатель 6, и приводаые ролики 3 перемещают стол 11 вправо, отборочные валки 38 и 39 подают передний конец полотна 89 вниз на замедлетгой скоро ти, совпадающей со скоростью перемещения стола 11. В исходном положении начала настилания расстояния QT линии перемещения ножа 58 до верхней плоскости стола П меньше расстояния от поперечной упорной планки 74 до плоскости опускания полотна 89 и прйГ прохождении переднего торца стола 11 плоскости опускания полотна его передний конец отгибается торцом стола 11 и свободно размещается на его верхней плоскости. В , этот момент вручную подают поперечную сторону переднего конца полотна 89 до поперечной упорной планки 74, а его продольную сторону - до продольной упорной планки 77. При дальнейщем перемещении стола 11 вправо упор 48 вращающегося диска 47 воздействует на концевой выключатель 51, который переключает вращение электродвигателя 6 на основную скорость, и подаваемое валками 38 и 39 полотно 89 материала накладьгеается на перемещающуюся с той же скоростью плоскость стола 11 и производят при необходимости центрирование продольной крюмки настилаемого на стол 11 полотнища 76 путем смещения полотна к продольной упорной планке 77. При подходе стола И к крайнему правому положению упор 48 вращающегося диска 47 воздействует на копцевой выключатель 49, который переключает вращение электродвигателя 6 на замедленные обороты и одновременно подает импульс электромагнитным клапанам воздухораспределителя, перемещающим его золотник в поло;жение, при котором сжатый воздух от сети Поступает в левую полость силового щоишдра 68. При этом траверса 72 и прижимная планка 69 перемещаются вправо и полотно 89 Материала зажимается между неподвижной 65 и подвижной 69 планками, а траверса 72 в крайнем правом положении воздействует на концевой выключатель, который включает электродвигатели 55 и 59 вращения ножа 58 и перемещения ножевой каретки 54 из одного крайнего положения в другое и производится отрезание полотнища 76 мерной ны. При перемещении ножевой каретки 54 в другое крайнее положениеона воздействует на концевой выключатель, который отключает вращение электродвигателей 55 и 59, включает электромагнитный тормоз 60 и переключает электромагнитный клапан (не показан) перемещения золотника воздухораспределителя ножевая каретка 54 останавливается в другом крайнем положении, вращение ножа 58 прекращается, сжатый воздух от сети поступает в правую полость силового цилиндра 68, который перемещает траверсу 72 и прижимную планку 69 влево. При зтом задний конец отрезанного на мерную длину первого полотнища 76 освобождается из фиксированного положения между планками 65 и 69 и ложится под действием собственного веса на перемещающийся на медленной скорости вправо лист 11, который центрируют rib планкам 74 и 77, подаваемый валка ми 38 . и 39 передний конец следуюшего (второго) полотнища 76 опускается ниже линии церемешения ножа 58 в зазоре между опорной | 65 и прижимной 69 планками, а лист 1 перемешается на замедленной скорости в крайнее положение вправо до воздействия упора 48 вращающегося диска 47 на концевой выключатель. 50. При воздействии упора 4i8 на концевой выключатель 50 передний конец второго полотнища 76 находится ниже верхней плоскости стола 11, стол И - за плоскостью опускания переднего конца полотна, аналогично исходному положению начала настилания первого полотнища 76 при движении стола вправо, а концевой выключав тель 50 включает в цець -Ш1тания концевой выключатель 51 и дает импульс на переключе ние электромагнитных муфт редуктора 9, выходной вал которого реверсирует вращение, и стол П начинает перемешаться в исходное положение влево сначала на замедленной скорости, а затем при воздействии упора 48 на концевой выключатель 51, переключающий вращение электродвигателя 6 - на основной скорости, и производят настилание следующег полотнища 76 на уложенное на стол 11 первое полотнище 76 аналогично настиланию пер вого полотнища при перемещении стола 11 вправо с одновременным пентрированием его продольной кромки, разравниванием волнистости и визуальным просмотром помеченных дефектов (прорезгшенные ткани после их вулканизации проходят контроль . в цехе вулканизации на станках и при их пропускании и просмотре на этих статсах дефекты на материале помечают цветными восковыми карандашами двумя пересекающимися короткими линиякга v ) При обнаруже нии помеченного дефекта X на настилемом полотне 89 материала переводят управление устройством с автоматического на ручное на замедленную скорость, включают проецион ный аппарат 84 с установленной в нем пленкой 85 (переведенной на изображение соответ ствующего кадра - заготовки нли заготовок согласно заданной технологической карты раскроя) и проецируют изображение контуров 86-88 выкраиваемых заготовок в масштабе один к одному на дефектный участок настилаемого полотна 89 материала и при совмеше 1ши продолжений. контуров поперечных сторон q и Ь заготовок 86-88 с метками 90 и 91 на планке 77 отключают электродвигатель 6 и производят разбраковьталие дефектных участков настилаемого полотна с учетом вида дефектов X , их расположения на . выкраиваемых из этих дефектных участков полотна 89 заготовках 86-88 и их влияния на качество изделий. При расположении дефектов Х- полотна 89 материала за контурами выкраиваемых заготовок 86-88 (на фиг. 5-7 , i изображены проекции заготовок надувных спасательных жилетов), например, в местах вырезки отверстий 92 (фиг. 5 и 7) и участках 93 приклеивания к этим заготовкам других заготовок и деталей изделий (на фиг, 5-7 заштрихованные участки) продолжают про цесс настилания полотна 89 материала без удаления дефектных участков. При располо- . женин дефектов X (фиг. 5-7) внутри контуров заготовок 86-88 отрезают вручную настеленную на стол 11 часть полотнища 76 от подаваемого с рулона 29 дефектного участка полотна 89 материала по линии С с припуском по длине выкраиваемых из него заготовок 86-88 со стороны стыка (линия отрезания С смешена влево относительно прилегающих друг к другу поперечных сторон о заготовок на 15-20 мм), накладывают поперечную сторону дефектного участка полотна 89 внахлест на поперечную сторону лежащей на столе 11 части полотншца 76, включают злектродвигатель 6 на замедленные обороты при отключенной пневмомуфте 8 редуктора 9 перемещения столов 11 и 12 и вручную смешают дефектный участок полотна 89 относительно контуров выкраиваемых из него заготовок 86-88 и настеленной на стол 11 части полотнища 76 так, чтобы дефекты 94 полотна 89 расположились за контурами , выкраиваемь1х заготовок в местах вырезки отверстий 92 (фиг. 5) и на участках 93 приклейки к зтим заготовкам других заготовок и дателей изделий. При размешении дефеккЛ полотна 89 на других участках заготовок 86-88 вырезают дефектный участок полотна по с и d с припусками по длине выкраиваемых из дефектного участка полотна заготовок, разворачивают вырезанный дефектный участок полотна на 180 (изображены штрих-пунктиром развернутые на 180° контура заготовок, что возможно определить предварительным разворотом проектора 84 относительно вертикальной оси на 180 ) и дефекты полотна размещают за контурами заготовок 86-88 или в местах вырезки отверстий 92 в заготовке 86 и продолжают настилание полотнищ 76 на стол 11. , После окончания комплектования настила на столе 11 (настилания заданного количества полотнищ 76) останавливают его в крайнем правом положении, переводом воздушного крана управления левой группой силовых цилиндров 13 поднимают левые ролики 18 в верхнее положение,- /одновременным включением приводо в бн 28 пере-, мешают оба листа 11 и 12вкрайнее левое
положение, отключают приводы 6 и 28, пере- водят воздуишый кран управления группой силовых аилнн|фов в другое положение и опускают ролики 18 в гаошее положение, повторным включением элект1Х)двигателя 6 перемещают лист 11 с. настилом полотнищ 76 в правое крайнее положение и поднимают его правой грушюй силовых отлищфов 13 в верхнее положение, а лист 12
опускают левой группой силовых шшиндров 13 в нижн положение и производят комплектование следующего настила на листе 12. Одновременно с настиланием полотнищ на прутом листе 12 лист 11 с настилом полотнищ 76 и уложенными на него соответствующими резаками пропускают через пресс 80 и производят вырубку заготовок.
В ид А
} 7/
фиг.З
16
| Устройство для демонтажа и монтажа гребного винта и пера руля | 1983 |
|
SU1131765A1 |
| Солесос | 1922 |
|
SU29A1 |
