1
(21)4158794/27 (22) 10.12.86 (46)30.1292. Бюл
(71)Институт проблем моделирования в Энергетике АН УССР(72)Б.Е.Патон, В В Васильев, В.АЪогданов- ский, К.В.Шелехов В М Гавва В Д Бигдаш и И.А.Табунщик
(56)Авторское свидетельство СССР Мг 556908, кл. В 23 К 9/10, 1975.
(54) ПОСТ КОНТРОЛЯ И ОБУЧЕНИЯ ПРИ ДУГОВОЙ СВАРКЕ
(57)Изобретение относится к сварочной технике и предназначено для контроля и обучения приемам ручной и полуавтоматической дуговой сварки. Целью является повышение эффективности процесса обучения, достоверности контроля и производительности контроля обучения при дуговой сварке Устройство содержит кабину сварщика, элект- рододержатель, источник питания, датчики изменения скорости поДачи э71ектроДа, тока, напряжения питающей сети, скорости сварки, угла наклона электрода, узел формирования погонной энергии, компараторы погонной энергии, напряжения сварки, тока сварки, наличия горения Дуги, таймер преобразователь параметров сварки в частоту звука, устройство контроля и записи Пост позволяет получить достоверный контроль сварки и ускорить приобретение навыков ведения процессов дуговой сварки путем поэтапного обучения ведению сварки по одному или нескольким заданным величинам параметров, а также осуществлять централизованное обучение и контроль работы нескольких операторов одновременно 3 з п. ф-лы, 5 ил , 1 табл
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для обучения навыкам ведения сварки | 1989 |
|
SU1709378A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |


Изобретение относится к области сварки, а именно, к устройствам контроля и обучения электросварщиков приемам ручной и полуавтоматической дуговой сварки преимущественно плавящимся электродом, и может быть использовано во всех отраслях народного хозяйства, где применяется ручная и полуавтоматическая дуговая сварка
Целью изобретения является повышение эффективности процесса обучения, достоверности контроля и производительности Контроля и обучения при дуговой сварке. На фиг 1 показана структурная схема Поста контроля и обучения при дуговой Сварке; на фиг 2 - функциональная схема первото варианта выполнения преобразователя параметров сварки в частоту звука
со
с
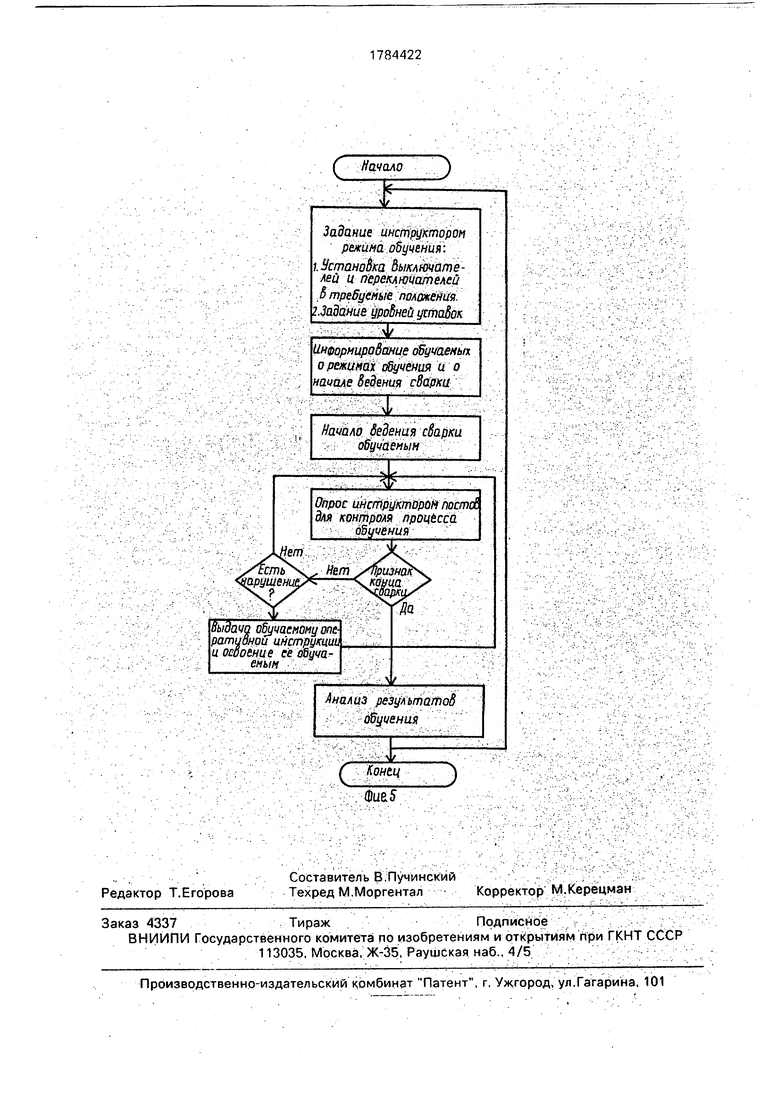
на фиг 3 - функциональная схема второго варианта преобразователя параметров сварки в частоту звука; на фиг. 4 - функциональная схема блока регистрации; на фиг, 5 - блок-схема алгоритма функционирования блока регистрации
Пост контроля и обучения при дуговой сварке, структурная схема которого показана на фиг. 1 (пунктирной линией показаны дополнительные блоки и связи для реализации поста контроля и обучения при полуавтоматической дуговой сварке в защитных газах), содержит кабину сварщика 1, элект- рододержатель 2, механизм подачи электрода 3, источник питания 4, датчики изменения скорости подачи электрода 5, то ка 6, напряжения питающей сети 7, скороVJ
00
4 Јь N5 hO
сти сварки 8, угла наклона электрода 9, узел формирования погонной энергии 10, компараторы погонной энергии 11. напряжения сварки 12, скорости сварки 13, тока сварки 14 и признака горения дуги 15, таймер 16, элемент совпадения 17, первый 18 и второй 19 сумматоры, перемножитель 20, делитель 21. Первый 22 и второй 23 переключатели, первый 24 и второй 25 выключатели, блок 26 регистрации, преобразователь 27 параметров сварки в частоту звука, головные телефоны 28, выход компаратора 13 скорости сварки соединен с входом 29 ошибок по скорости сварки преобразователя 27 параметров сварки в частоту звука и входом 30 регистрации ошибок по скорости сварки блока 26 регистрации, первый вход 31 компаратора 13 скорости сварки соединен с входом 32 уставки скорости сварки поста второй вход 33 компаратора 13 скорости сварки соединен с входом 34 регистрации скорости сварки блока 26 регистрации входом 35 скорости сварки преобразователя 27 параметров сварки в частоту звука выходом датчика 8 скорости сварки и входом 36 узла формирования погонной энергии 10, вход 37 напряжения сварки которого соединен с выходом 38 источника питания 4, входом 39 регистрации напряжения сварки блока 26 регистрации сварки блока 26 регистрации первым входом 40 первого полюса первого переключателя 22 и первым входом 41 компаратора 12 напряжения сварки, второй вход 42 которого соединен с выходом первого 18 сумматора и первым 43 входом перемножителя 20 второй 44 вход которого соединен с первым 45 входом компаратора 14 тока сварки и выходом второго сумматора 19, первый 46 и второй 47 входы которого соединены, соответственно с входом 8 ус- тав(и тока сварки поста и выходом датчика 7 напряжения питающей сети, вход которо го соединен со входом 49 источника питания и клеммой 50 подключения питающей сети, а третий 51 вход второго 19 сумматора соединен с входом 52 блока 26 регистр/ации изменения скорости подачи электрода, выходом датчика 5 изменения скоростиподачи электрода, соединенного с механизмом подачи электрода 3 Выход датчика 7 напряжения Питающей сети соединен с вход регистрации изменения питающей
)м53 сети
блока 26 регистрации, с первым 54 входом первого 18 сумматора второй 55 вход которого является входом 56 уставки напряжения сварки поста выход компаратора 12 напряжения сварки соединен с входе м 57 регистрации ошибок по напряжению арки блока 26 регистрации и первым 5Ј входом второго полюса первого 22 переключа
теля, выход 59 которого соединен с входом 60 ошибок по току и напряжению сварки преобразователя 27 параметров сварки в частоту звука, второй 61 вход второго полюса первого 22 переключателя соединен с входом 62 регистрации ошибок по току сварки блока 26 регистрации и выходом компаратора 14 тока сварки, второй 63 вход которого соединен с выходом датчика тока
0 6, входом 64 тока сварки узла формирования погонной энергии 10, первым 65 входом компаратора 15 признака горения дуги, входом 66 регистрации тока сварки блока 26 регистрации и вторым 67 входом первого
5 полюса первого 22 переключателя, выход 68 первого полюса которого соединен со входом 69 тока и напряжения преобразователя 27 параметров сварки в частоту звука входы уставок тока и напряжения варки 70, скоро0 сти сварки 71 погонной энергии 72 которого соответственно соединены с выходом третьего полюса 73 Первого 22 переключателя входом 32 уставки скорости сварки поста, выходом делителя 21. первый 74 и
5 второй 75 входы третьего полюса первого 22 переключателя, соответственно, соединены с выходами первого 18 и второго 19 сумматоров вход 76 погонной энергии преобразователя 27 параметров сварки в частоту звука
0 соединен с выходом узла формирования погонной энергии 10 первым 77 входом компаратора 11 погонной энергии и входом 78 регистрации погонной энергии блока 26 регистрации, входы включения 79 и регистра5 ции длительности сеанса сварки 80 которого соединены с первым 81 входом элемента совпадения 17 и выходом таймера 16, установочный вход 82 которого соединен с входом 83 остановки регистрации по0 ста управляющий вход 84 таймера соединен с вторым 85 входом элемента совпадения 17 и выходом компаратора 15 признака горения дуги второй 86 вход которого соединен с входом 87 уставки признака го5 рения дуги, выход элемента совпадения 17 соединен с входом 88 регистрации длительности горения дуги блока 26 регистрации, вход 89 регистрации ошибок по углу наклона электрода которого соединен с входом 90
0 ошибок по углу наклона электрода преобразователя 27 параметров сварки в частоту звука и через первый 24 выключатель соединен с выходом датчика 9 угла наклона электрода, второй 91 вход компаратора 11
5 погонной энергии соединен с выходом делителя 21, первый 92 и второй 93 входы которого соединены соответственно с выходом перемножителя 29 и входом 32 устав- ки скорости сварки поста Выход компаратора 11 погонной энергии соединен
через второй 25 выключатель с входом 94 регистрации ошибок по погонной энергии блока 26 регистрации и входом 95 ошибок по погонной энергии преобразователя 27 параметров сварки в частоту звука , первый 96 и второй 97 выходы которого соединены с первыми входами 98 и 99 соответствующих полюсов второго 23 переключателя, BbtJ ходы 100 и 101 которого соединены, соответственно, с левым 102 и правым 103 капсюлями головных телефонов 28, вторые вкоды 104 и 105 полюсов второго 23 переключателя соединены с входом 106 внешних команд пульта.
Преобразователь 27 параметров сварки в ча стоту звука, функциональная схема первого варианта которого показана на фиг. 2, содержит первый 107, второй 108, третий 109, четвертый ПОэле менты И, первой 111 второй 112, третий 113,четвертый 114 эле- менты ИЛИ, инвертор 115 элемент 116 2И- ИЛИ, триггер 117, первый 118 второй 1 Т9 мультивибраторы, третий переключатель 120, первый 121, второй 122, третий 123 мастабирующие элементы,последователь- но соединенные коммутатор 124 и преобразователь 125 напряжения в частоту, выход которого соединен с первыми входами 126 и 127 первого 107 и второго 108 элементов И, выход первого мульивибрйтора 118 сое- динён со вторыми входами 128 и 129 первого 107 и второго 108 элементов И, третьи входы 130, 131 кбторых соединены с выходами первого 111 и второго 112 элементов ИЛИ иуправляю щими первым 132 и вторым 133 входами коммутатора 124, соотвбтст- вейно, а выходы первого 107 и второго 108 элементов И соединены через первые входы 134 и 135 третьего 113 и четвертого 114 элементов ИЛИ, соответственно, с первым 96 и вторым 97 выходами преобразователя 27 параметров сварки в частоту звука, вход 69 тока и напряжения сварки и выход 70 устайовКи тока и напряжения сварки, вход 35 скорости сварки и вход 71 уставки скоро- сти сварки, вх од 76 погонной энергии и вход 72 уставки погонной энергии которого, соответственно; попарно соединены с прямым 136 и инверсным 137 входами первого 131; прямым 138 и инверсным 139 входами второго 122, прямым и инверсным 140 и 141 входами третьего масштабирующего элементов, выходы которых, соответственно, соединены с информационными первым 142, вторым 143 и третьим 144 входами ком- мутатора 124, вход ошибок 95 по погонной энергии преобразователя 27 параметров сварки в частоту звука, соответственно, coj единен с первь м 145 четвертым 146 входами элемента 116 2И-ИЛИ и через инвертор
115 с первыми f47 и 148 входами п ерпого 111 и второго 112 элементов ИЛИ, вторые входы 149 и 150 кбторых, со отвётств ейно, соединены с прямым 151 выходом триггера 117, вторым 152 входом элемента 116 2И- ИЛИ и инверс ным 153 вШодом триггера 117, пятым 154 входом элемента 116 2И- ИЛИ, выход которого соединен с входом переого 118 мультивибратора, вход 60 ошиг- бок по току и напряжению преобразователя 27 параметров сварки в частоту звука соединен с третьим Т55 входом элемента 116 2И- ИЛИ, инверсным входом f56 и прямым вх одом 157, соответственно, третьего 109 и четвертого 110 элементов И, вход 29 ошибок по скорости сварки преобразователя 27 параметров сварки в частоту звука соединен с шестым 158 входом элемента 116 2И-ИЛИ, прямым входом 159 и инверсным входом
160соответственно третьего 109 и четвертого 110 элементов И, выходы которых соединены1, соответственно, с первыми входами
161и 162 первого и второго полюсов третьего переключателя 120, вторые входы 163 и 164 полюсов которого соединены с шинами логической единицы 165 и логического О 166, соответственно, третьи входы 167и 168 полюсов которого соединены с шинами логического нуля 166 и логической единицы 165, соответственно, а выходы 169 и 170 полюсов третьего переключателя 120 соединены соответственно с вхбдами сброса 171 и установки 172 триггера 117, а вход 90 ошибок по углу наклона электрода преобразователя параметров Сварки в частоту звука 27 соединен через второй мультивибратор 119 со вторыми входами 173 и 174 третьего 113 и четвертого 114 элементов ИЛИ
Преобразователь 27 параметров сварки в частоту звука, функциональная схема второго варианта которого показана на фиг. 3 выполнен содержащим первый 175, второй 176. третий 177 компараторы третий 120 переключатель, коммутатора адресов 178, счетчик адресов 179, многоадресный запо- ми нэю Щий узел 180 и последовательно сое- диненные преобразователь кода внапря жение 181 и полосовой фильтр 182, выход которого соединен с первым 96 и вторым 97 выходами преобразователя 27 параметров сварки в частоту звука, вход 69 тока и напряжения сварки и вход70 уставки тока и напряжения сварки, вход 35 скорости сва рки и вход 71 уставки скорости сварки, вход 76 погонной энергии и вход 72 уставки погонной энергии которого соответственно попарно соединены синверсным 183 и прямым 184 входами первого 175, инверсным 185 и прямым 186 входами второго 176, инверсным 187 и прямым 188 входами третьего 177 компараторов, выходы которых соответственно, соединены с первым 189, вторым 190, третьим 191 входами коммутатора адресов 178, четвертый 192 и пятый 193 входы которого соединены, соответственно, с входами ошибок по углу наклона электрода 90 и по погонной энергии 95 преобразователя 27 параметров сварки в ча стоту звука, а йыходы коммутатора адресов 178 поразрядно соединены с первой группой 194 соответствующих адресных ВХОДОЕ многоадресного запоминающего узла 18С вторая группа 195 адресных входов которого поразрядно соединена с соответствующими разрядными выходами счетчика адресов 179, выход 196 окончания счета которого соединен с входом 197 блокировки коммутатора адресов 178, выход 198 признйка ошибки которого соединен с входом 199 запуска счетчика адресов 179 а шестой 200 и седьмой 201 входы коммутатора адресой 178 соединены соответственно с выходами первого 169 и второго 170 полюсов третьего переключателя первый 161 и второй 163 входы первого полюса которого соединены с входом ошибок по скорости сварки преобразователя 27 параметров сварки в частоту звука, вход 60 ошибок по току и Напряжению сварки которого соединен с первый) 162 и третьим 168 входами второго полюса третьего 120 переключателя
Блок 26 регистрации функциональная схема варианта которого показана на фиг 4 содержит узел 202 вычисления Hxpat-еНия данных, узел 203 ввода-вывода, последовательно соединенные микрофон 204 и усилитель 205, выход которого соединен с выходом 206 внешних команд блока регистрации выходы 207 уставок которого соединены с соответствующими разрядами шины 208 задания узла 203 ввода-вывода разряды шины 209 управления которого соеДине- ны с соответствующими выходами, 210 управления блока 26 регистрации входы 211 регистрации которого соединены с соответствующими разрядами информационной шины 212 узла 203 ввода-вывода соединенного через шину 213 данных с узлом 202 вычисления и хранения данных
Устройство работает следующим обра зом. I
Обучение осуществляется по двум эта пам 1 этап обучения - 1) обучение ведению сварки с заданной величиной отдельного параметра, 2) обучение ведению свар ки с заданными величинами нескольких параметров. П - этап обучения - обучение ведению сварки по пп 1 2 соответственно при условии постоянства погонной энергии (g/Vce const) Функционирование устройства рассматривается для простоты изложения на последнем режиме обучения т е обучения ведения сварки с заданными величинами всех параметров при условии g/VCB
const При этом, второй 23 переключатель (см фиг 1 и фиг 2) при работе в автономном режиме (без связки с другими внешними аналогичными постами) переведен е первое положение и замыкает первые 98 и 99 входы
0 обоих полюсов с их выходами 100 и 101 соответственно Первый 22 переключатель при обучении ведению ручной дуговой сварке переведен в первое положениме и замыкает первые 40 58 и 74 входы трех своих
5 полюсов с их выходами 68, 59 и 73, соответ ственно, осуществляя этим выбор сигнала напряжения дуги ид в качестве информативного параметра об изменении длины дуги 1Д, При полуавтоматической дуговой сварки,
0 где необходимо обучение по длине вылета In информативный параметром об изменении величины вылета является величина тока сварки ICB Поэтому при обучении полуавтоматической дуговой сварке первый
5 22 переключатель будет переведен во второе положение, замыкая вторые входы 67, 6Т и 75 полюсов с их выходами 68 59 и 73 соответственно Принцип действия поста при этом не изменяется
0 Третий переключатель 120 переведен в первое положение замыкая первые входы 161 и 162 обоих полюсов с выходами 169 и 170 соответственно Первый 24 и второй 25 выключатели замкнуты На входы 32 48 и 56
5 уставок скорбсти сварки тока сварки, напряжения сварки поста подаются значения устзвок данных параметров соответствующие оптимальному по технологии значению каждого параметра Величины нижних и
0 верхних допустимых пределов изменения параметров устанавливаются соответствующим выбором параметров входных цепей компараторов Для повыЩения достоверности контроля действия оператора величины
5 уставок напряжения UCB и тока Св не зависят от возмущений по напряжению сети Uc (a при полуавтоматической сварке и от возмущений по скорости пОдачи электрода Vnn) Возникшие отклонения напряжения сети
0 воспринимаются датчиком напряжения питающей сети 7, выходной сигнал которого, пропорциональный этим отклонениям, поступает на первый 54 вход первого 18 сумматора и на второй 47 вход второго
5 сумматора и в зависимости от знака отклонения суммируется или вычитается с заданной величиной уставки напряжения UCB и тока ICB Аналогичным образом сигналом с датчика 5 изменения скорости подачи электрода при действии возмущений по скорости подачи электрода на третий 51 вход второго 19 сумматора (который в этом случае выполнен трехвходовым), осуществляется учет действия возмущений по скорости подачи электрода Vnn. Таким образом, на выходах первого 18 и второго 19 сумматоров присутствуют адаптивные уставки напряжения и тока сварки. Адаптивные уставки напряжения и тока сварки с выходов первого 18 и второго 19 сумматоров участвуют в формировании адаптивной уставки погонной энергии, т.к. поступают на первый 43 и второй 44 входы перемножителя 20. с выхода которого сигнал
9уст Iyer Uycr /э
поступает на первый вход делителя 21, на второй 93 вход которого поступает уставка скорости сварки VCe уст со входа 32 уставки скорости сварки. На выходе делителя 21 автоматически формируется адаптивными уставками погонной энергии (g/Vce/уст Адаптивности уставок обеспечивает фиксацию нарушений ведения процесса сварки; вызванных действиями исключительно обу- чаемого. При возбуждении и удержаний дуги в сварочной цепи протекает ток Св(т.), воспринимаемый датчиком 6 тока Сигнал сварочного тока lce(t) поступает с выхода датчика 6 тока одновременно на вход 64 тока узла формирования погонной энергии 10, второй 67 вход первого полюса первого 22 переключателя, вход 66 регистрации тока сварки, блока регистрации 26, второй 63 вход компаратора тока сварки 14, первый 65 вход компаратора признака горения дугой
16,который генерирует последовательность прямоугольных импульсов. Первый импульс таймера поступает на вход 79 включения и вход 80 регистрации длительности сеанса блока регистрации 26 соответственно, включит блок регистрации 26 и первый отметчик времени блока регистрации 26 (что будет повторяться по каждому импульсу таймера 16), поступит на первый 81 вход элемента сравнения 17 и сформирует импульс на выходе элемента сравнения 17 (т.к
на втором 85 входе элемента сравнения 17 присутствует разрешающий импульс логической 1 с выхода компаратора признака горения дуги 15) для срабатывания второго
отметчика времени блока регистрации 26, работающего аналогично первому и осуществляющего регистрацию времени горения дуги т.д. При отсутствии сигнала с выхода компаратора горения дуги 15 (сигнал О на
0 втором 85 входе элемента сравнения 17, что соответствует отсутствию дуги) с выхода элемента сравнение 17 сигналы таймера 16 не поступают и второй отметчик блока регистрации не работает.
5 Таким образом, сигнал 1Св i(t) осуществит запуск таймера 16, включение блока регистрации 26, первого и второго его отметчиков времени, соответственно, для регистрации длительности сеанса tc и дли0 тельности горения дуги tg
При ведении сварки оператором с заданными значениями параметров на стадии стабильного протекания процесса сварки, с датчика 6 тока, выхода 38 источника пита5 ния 4, датчиков скорости сварки 8, угла наклона 9 поступает текущее значение сигналов ICB (t), Ucei(t), Vcn(t) 6(1) и т к. их значения находятся в допустимых технологических пределах, их изменения не вызовут
0 срабатывания компараторов тока сварки 14, напряжения сварки 12, скорости сварки 13, а также компаратора погонной энергии 11 Следовательно, на выходах, перечисленных компараторов присутствуют сигналы логи5 ческого О.
Сигналы логического О с выходов компараторов напряжения 12, тока сварки 14, скорости сварки 13, погонной энергии 11 сигналы мгновенных значений Uce(t), lcs(t),
0 VCB(T), g/t/VCB(t) с выхода 38 источника питания 4, выходов датчиков скорости сварки 8, угла наклона 9, выхода узла формирования погонной энергии 10 поступают на соответствующие входы преобразователя 27 пара5 метров сварки в частоту звука. Триггер 117 преобразователя 27 параметров сварки в частоту звука после установления процесса сварки находится в одном из устойчивых состояний, например, единичном, нулевые
0 сигналы с входа 60 ошибок по току и напряжению сварки и входа 29 ошибок по скорости сварки преобразователя 27 параметров сварки в частоту звука через четвертый 110 и третий 109 элементы И, -третий 120 пере5 ключатель поступает на вход 172 установки и вход сброса триггера 117, который при этом, остается прежним в единичном состоянии. Нулевой сигнал с входа 95 ошибок по погонной энергии преобразователя 27 параметров сварки в частоту звука, поступая
на первый 145 и четвертый 146 входы эле- мента 116 2И-ИЛИ формирует на его выходе нулевой сигнал не вызывающий срабатывание первого 118 мультивибратора и на его выходе сохраняется сигнал логи- еской 1 Этот же нулевой сигнал со Ьхода 95 ошибок по погонной энергии преобразователя 27 параметров сварки в частоту звука поступая через инвертор 115 на первые входы 147 и 148 первого 111и второго 112 элементов ИЛИ формирует соответственно на их выходах сигналы логической 1 которые поступая соответственно на управляющие входы 132 и 133 коммутаторА 124 подключают третий 144 информационный в ход коммутатора 124 на который поступает сигнал погонной энергии ко входу преобразователя напряжения в частоту 125 через вход коммутатора 124 и при этом преобразователь напряжения в частоту 125 генерируют сигналы, частота которых пропорциональна уровню входного сигнала т е сигнала погонной энергии В преобразователе 27 параметров сварки в чг звука выполняется условие равенств тот генерируемых сигналов по всем
стоту а час- параметрам, использующимся в процессе обучения при соответствии их текущих значений заданным т е тюпт font где fionr - Частота генерируемой последовательности прямоугольных импульсов соответствующая оптимальному значению i-ro параметра 7 Это условие достигается применением масштабирующих элементов 121 122 123 на прямые входы 136 138 140 которых по ступают текущие значения параметров на инверсные входы 137 139 141 - уставки данных параметров а коэффициенты усиления масштабирующих элементов 121 122 123 обеспечивают равенство коэффь-циен- тов передачи каналов формирования сигналов 1Св(1) и Ucs(t)l VCB(t)I g{t)/VCB(t) Выхэдной сигнал каждого масштабирующего эгемен- ta близок к нулю при текущих значениях параметра близких к заданным
В других случаях величина сигнала свидетельствует о величине отклонения текущих значений от заданных Это позволяет
получать одинаковую частбту гене
эации
при оптимальных значениях параметра по которому ведется обучение и одинакс во изменять частоту на выходе преобразователя напряжения в частоту 125 при возниснове- нии одинаковых отклонений параметров от их заданных значений
Если текущие значения параметров lc&(t), Uce(t), VCB(t) 0 (t) соответствует оптимальным, то сигнал погонной энергии g(t)/VCB(t) находится в допустимых пределах и преобразователь напряжения в частоту
генерирует сигналы с частотой fonMt ± AfH3 (где Дтнэ - допустимые отклонения частоты соответствующие допустимым Пределам отклонения погонной энергии) Эти сигналы
через первый 107 и второй 108 элементы И и третий 113 и четвертый 114 элементы ИЛИ, выходы 96 и 97 преобразователя 27 параметров сварки в частоту звука второй переключатель 23 поступают на оба капсюля головных
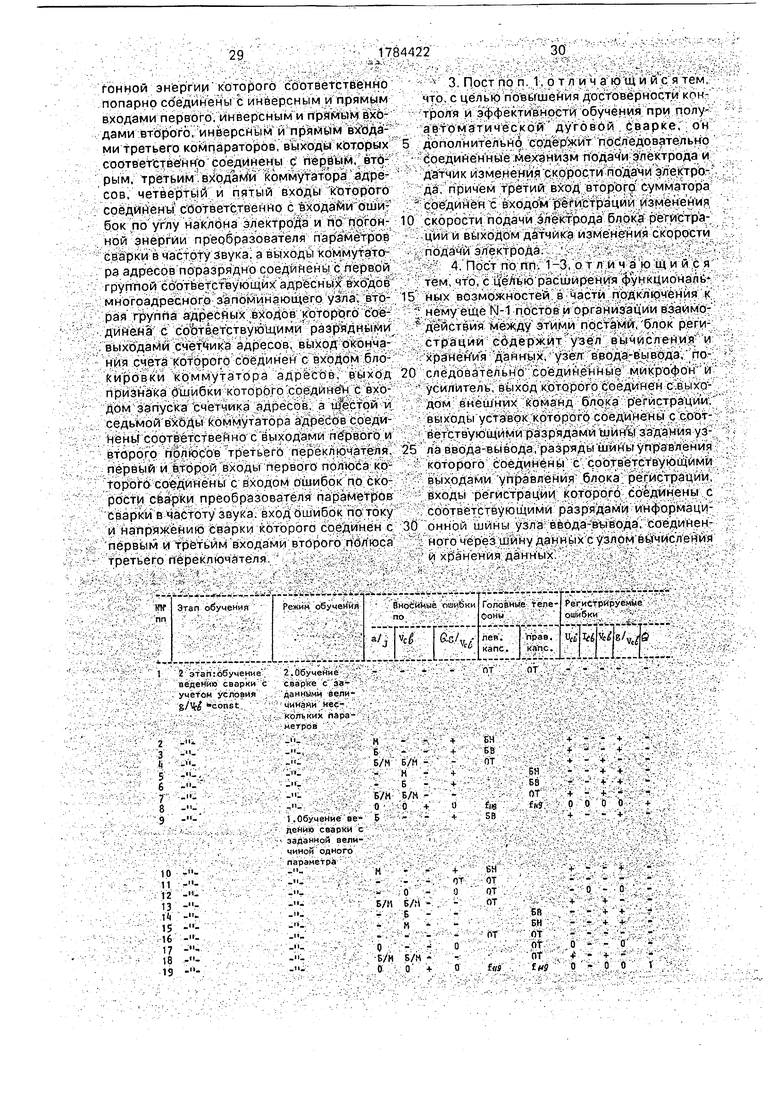
телефонов 28 и воспринимаются обучаемым Изменение тона в обоих капсюлях одновременно свидетельствует об допустимых отклонениях погонной энергии ниже (пониженная частота звуковых колебаний) или выше (повышенная частота звуковых колебании) оптимального по технологии значения погонной энергии /см табл 1 поз 1, где условными знаками обозначены - - нет ошмбок, + - есть ошибки Б - ошибки, вызванные отклонениями параметров выше допустимых пределов М -ошибки вызванные отклонениями параметров ниже Допустимых пределов О - безразличное состояние ОТ - основной ток (f f0m ± Af) БН -биейия с несущей
f f0ni - Af БВ - биения с несущей f fonr+ + Af
При действиях оператора вызывающих Отклонения напряжения свар ки за допустимые пределы (в основном из за изменения
длины дуги) срабатывают компаратор напряжения сварки 12 и компаратор погонной энергии 11 формирующие сигналы логической 1 на своих выходах Сигнал ошибки по напряжению сварки с выхода компаратора напряжения сварки 12 через полюс первого переключателя 22 и вход 60 ошибок по току и напряжению сварки преобразователя 27 параметров сварки в частоту звука поступает на прямой 157 вход четвертого 110
элемента И и формирует на его выходе сигнал логической 1 Триггер 117 остается в единичном состоянии (на входе 172 установки - 1) Сигнал ошибки по Напряжению Сварки поступает на третий 155 вход
элемента 116 2И-ИЛИ, на втором 152 и первом 145 входах которого также присутствуют сигналы логической 1 соответственно с прямого выхода триггера 117 и со входа 95 ошибок по погонной энергии преобразователя 27 параметров сварки в частоту звука и на выходе элемента 116 2И-ИЛИ формируется сигнал логической 1 запускающий первый 118 мультивибратора частота которого в несколько раз меньше чем частота
fonT (например, fne 01 font) При этом сигналы с прямого 151 и инверсного 153 выходов триггера 117 формируют соответственно на выходах первого 111 и второго 112 элементов ИЛИ сигналы логической 1 и
элементов ИЛИ сигналы логической 1 и логического О (т к на первых 147 и 148 входах первого 111 и второго 112 элементов ИЛИ при наличии ошибок по погонной энергии присутствуют сигналы логического 0), которые переключают выход коммутатора 124 (а соответственно и вход преобразователя напряжения в частоту 125) на его первый 142 информационный вход, ни который поступает сигнал напряжения сварки, и на выходе преобразователя напряжений в частоту 125 генерируются сигналы с частотой, отличной от torn ± AfUce (где АШсв - допустимые отклонения частоты, соответствующие допустимым пределам отклонения напряжения сварки) Сигналы преобразователя напряжения в частоту 125 поступают на первые 126 и 127 входы первого 107 и второго 108 элементов И и поскольку второй 108 элемент И блокирован сигналом логического О на его третьем 131 входе лишь на выходе первого 107 элемента и формируются модулированные сигналы с огибающей f 125 и несущей foni ± A f (где f - отклонения частоты по знаку и величине, пропорциональные отклонениям значения параметра от заданного)
Через третий элемент 113 ИЛИ первый 96 выход преобразователя 27 параметров сварки в частоту звука и втором переключатель 23 сигналы поступают на лейый капсюль 102 головных телефонов 28
Таким образом при нарушении веде ния сварки оператором по длине дуги в левом капсюле головных телефонов 28 формируются звуковые колебания различной частоты fom ± Af с биениями f 125 причем биения f 125 несут информацию о наличии самого нарушения, а величина частоты f0ni ± Af несет информацию о виде нарушения при пониженной частоте - недостижение обучаемым нижнего допустимого предела отклонения д при повышенной частоте превышение обучаемым верхнего предела отклонения д (см табл 1 поз 2 и 3 соответственно)
Повышение точности оценки сварочного прбцесса и эффективности процесса обучения достигается устранением фиксации отклонений, не нарушающих условий постоянства погонной энергии и, тем самым, устранением избыточных звуковых сигналов к оператору. Так, когда ошибка по напряжению сварки не приводит к ошибке по погон- ной энергии (что возможно при одновременном действии равных по знаку и величине отклонений по напряжению и скорости сварки) - устройство не реагирует на ошибки по напряжению сварки т к элемент 116 2И-ИЛИ будет заблокирован сигналом О со входа 95 ошибок по погонной энергии преобразователя 27 параметров сварки в частоту звука и, следовательно,
первый мультивибратор не будет запускаться и в левом капсюле 102 головных телефонов 28 будет фиксироваться изменение частоты звуковых колебаний без биений что свидетельствует об изменении д в допустимых пределах, при соблюдении условия постоянства погонной энергии (см табл 1 лоз 4)- При действиях оператора вызывающих отклонения скорости сварки за допустимые
пределы срабатывают компаратору скорости сварки 13 и погонной энергии 11 Сигнал ошибки по скорости сварки с выхода компаратора скорости сварки 13 через вход 29 ошибок по скорости сварки поступает на
прямой вход 159 третьего 109 элемента И и формирует на его выходе сигнал логической 1 который совместно с сигналом логического О на выходе четвертого 110 элемента И, устанавливает триггер 117 в кулевое состояние изменяя сигналы на прямом 151 и инверсных выходах триггера 153 и соответственно осуществляя формирование сигналов логического О и логической 1 на выхода первого 111 и второго 112 элементовИЛИ что обеспечивает подключение выхода коммутатора 124 (входа преобразователя напряжения в частоту 125) к его второму 143 информационному входу на который поступает сигнал скорости сварки и блокировку сигналом логического О первого 107 элемента И и разблокировку сигналом логической 1 второго 108 элемента И обеспечивая передачу модулированного сигнала через второй 97 выход
преобразователя 27 параметров сварки в частоту звука на правый 103 капсюль голо ввых телефонов 28
В остальном функционирование поста аналогично описанному выше при действии
ошибок по напряжению сварки Таким образом при нарушений ведении сварки оператором по скорости в правом 103 капсюле головныхfeлeфoнoв 28 формируются звуковые колебания с биением причем биения
несут информацию о наличии нарушения требуемого значения скорости сварки, а величина частоты (изменение тска) несет информацию о в иде нарущения (см табл 1 поз 5 6) При этом, постом также обеслечивается повышение точности оценки Сварочного процесса и эффективности процесса обучения путем устранения фиксирования отклонений скорости сварки ни нарушающих условия постоянства пог онной энергии
путем устранения избыточных звуковых} сигналов к оператору (см, табл. 1, поз. 7).
Отклонения угла наклона электрода за допустимые пределы при неверных действиях оператора воспринимаются датчиком угла наклона электрода 9, на выходе которого формируется сигнал логической 1,
Этот сигнал через замкнутый первь выключатель, вход 90 ошибок по углу на
и 24 клона электрода преобразователя 27 ров сварки в частоту звука поступают на вход второго 119 мультивибратора и запускает его. Вторым 119 мультивибратором генерируются сигналы с частотой f 1 9 в несколько раз выше torn (например, f 119 10 form которые через первый 113 и второй 114 элементы ИЛИ поступают на оба капсюля 102 и 103 головных телефонов 28. Отклонение угла наклона электрода за допустимые пределы, вызванные неверными действиями опер атора фиксируется в обоих капсюлях 102 и 103 головных телефонов 28 в виде звуковых колебаний повышенной частоты fug (см. табл. 1. поз. 8). В дальнейшем принцип контроля угла наклона электрода и формирования сигналг обратной связи к оператору при нарушении угла наклона электрода не рассматривается, т.к. он аналогичен для всех этапов и режимов обучения.
Выше рассмотрен режим обучени
ве- шидения сварки с заданными величинами ны дуги (напряжения сварки), скорбсти сварки, угла наклона электрода при условии постоянства погонной энергии. Но на данном этапе обучения с учетом условия (g/V - const) также осуществимо и обучение вэде- кию сварки с заданной величиной только одного параметра. Так, для осуществления обучения Ёедению сварки с заданной вэлич иной длины дуги необходимо разомк
путь
первый 24 выключатель (устранить фиксацию возможных отклонений на углу наклона электрода), установить третий переключатель 120 в первое положение (положения других переключателей и выключателей остаются прежними), подключая тем самым вход 172 установки триггера 117 к шине логической 1, а вход 171 сброса триггера 117 к шине 166 логического О, осуществляя таким образом, жесткий выбор (независимо от возникающих на входах четвертого 110 и третьего 109 элементов И сигналов ошибок по напряжению и току сварки или по скорости сварки, поступающих соответственно с входа 160 ошибок по току и нэпря- жению сварки и входа 29 ошибок по скорости сварки преобразователя 27 параметров сварки в частоту звука) первой схемы И элемента 1-16 2И-ИЛИ (заблокировав
вторую схему И сигналом логического О на пятом 154 входе элемента 116 2И-ИЛИ, через первый 111 и второй 112 элементы ИЛИ первого 142 информационного входа ком5 мутатора 124 к подключению на выход коммутатора 124) вход преобразователя напряжения в частоту 125), первого 107 элемента И для передачи сигнала на левый кап- сюль 102 головных телефонов 28
10 (заблокировав сигналом логического О второй 108 элемент И),
При действиях оператора, вызывающих ошибку по длине дуги на входе 60 ошибок по току и напряжению сварки, входе 95 оши15 бок по погонной энергии преобразователи
27параметров сварки в частоту звука формируются сигналы логической 1 с выходов компараторов напряжения сварки 12 и погонной энергии 11. Эти сигналы, поступая
20 на первую схему И элемента 116 2И-ИЛИ, формируют на его выходе сигнал логической 1, запускают первый 118 мультивибратор и в левом 102 капсюле головных телефонов
28фиксируются звуковые колебания с бие- 25 ниями (см табл. 1, поз 9.10)
При отсутствии ошибок по длине дуги (напряжение сварки) и погонной энергии, как и в предыдущих случаях, на выходе элемента 116 2И-ИЛИ формируется сигнал ло30 гического О, коммутатор 124 подключает
ко входу преобразователя напряжения в ча- стоту 125 сигнал погонной энергии и в обоих
102 и 103 капсюлях головных телефонов 28
фиксируются звуковые колебания с часто35 той forrr ±Дтпэ(см табл. 1, поз 11). В данном режиме обучения требования к оператору по поддержанию заданной величины скорости сварки не предъявляются (обучение ведется тблько по длине дуги),
40 поэтому пост Не реагирует на ошибки по скорости сварки и, вызванные ими ошибки по погонной энергии. Сигналы логической 1 со входа 29 ошибок по скорости сварки и входа 95 ошибок погонной энергии, посту45 пая соответственно на шестой 158 вход и первый 145, четвертый 146 входы элемента 116 2И-ИЛИ, не формируют на его выходе сигнал логической 1 и не запускают первый 118 мультивибратор, т.к. элемент 116
50 2И-ИЛИ блокирован сигналами логического О на третьем 155 его входе (нет ошибки по напряжению сварки) и на пятом 154 его входе ( режим обучения по длине дуги). Поэтому, при возникновении ошибок по скоро55 сти сварки, но при отсутствии ошибок по длине к обучаемому поступают через левый 102 капсюль головных телефонов 28 звуковые колебания с частотой font ± Д Шее, несущие информацию только об изменении
параметра -длины дуги, по которому ведется обучение (см табл 1,поз 12) Как и ранее, в данном режиме осуществляется повышение точности оценки процесса сварки и эффективности процесса обучений путем устранения фиксации отклонений напряжения сварки, не нарушающих условия постоянства погонной энергии и, следовательно, устранением избыточных звуковых сигналов к оператору (см. табл. 1, поз 13). v Для Осуществления обучения ведению сварки с заданной величиной скорости Сварки 120 переключатель переводится в третье положение, замыкая соответствен- но, свои входы 167 и 168 с выходами 169 и 170 (положения других переключателей и выключателей остаются прежними) Функционирование поста аналогично вышеизложенному режиму обучения ведению сварки с заданной величиной длины дуги (напряжения сварки), с той разницей, что в данном режиме триггер 117 находится в нулевом устойчивом состоянии что вызывает соответствующие условия срабатывания элемента 116 2И-ИЛИ коммутатора 124, первого 107 и второго 108 элементов И При действиях оператора, вызывающих отклонения скорости сварки от заданных допустимых пределов, звуковые колебания с биениями фиксируются в правом 103 капсюле головных телефонов 28 (см табл 1, поз 14, 15). При отсутствии ошибок по скорости сварки и погонной энергии - в обоих капсюлях 102 и 103 головных телефонов 28 фикси руются звуковые колебания с частотой fom ±Дтпэ (см табл 1 поз 16) Также не поступает реакция поста на ошибки по длине дуги, и в правом 103 капсюле головных телефонов 28 продолжают фиксироваться звуковые колебания, несущие информацию только об изменениях скорости сварки - параметра, по которому ведется обучение (см табл. 1, поз 17) Осуществляется повышение точности оценки процесса сварки и эффективности процесса обучения (см. табл. 1, поз 18)
Обучение ведению сварки с заданной величиной угла наклона электрода при условии постоянства погонной энергии целесообразно обеспечить в режиме обучения ведению сварки с заданной величиной длины дуги при скорости сварки и заданной величиной угла наклона электрода Для этого, дополнительно в данных режимах замыкается пер вый 24 выключатель Функционирование поста при этом, аналогично вышеизложенным режимам обучения ведению сварки с заданной величиной длины дуги и скорости сварки но и гОловнЫх телефонах 28, кроме звуковых колебаний,
несущих информацию о длине дуги или скорости сварки могут н езависимо от действия ошибок по длине дуги или скорости сварки фиксироваться колебания (причем сразу в
обоих 102 и 103 Капсюлях) с частотой fug при действиях оператора, вызывающих отклонения угла наклона электрода, превышающие заданных допустимые пределы (см табл. 1, поз 19) В этом режиме возможно
0 осуществление обучения ведению сварки с заданной величиной угла наклона электрода. При этом обучаемый не реагирует на любые изменения звуковых колебаний, кроме возникающих в обоих капсюлях 102 и 103
5 звуковых колебаний с частотой fug
Таким образом, на данном этапе обучения - этапе обучения с учетом условия g/VCe const осуществляется обучение:
1)ведение сварки с заданной величиной 0 нескольких параметров сварки2)ведению сварки с заданной величиной одного параметра из всех контролируем мых
При этом, изменение частоты звуковых
5 колебаний в капсюлях 102 и 103 головных телефонов 28 свидетельствует об изменении значений параметров сварочного процесса в левом 102 капсюле изменение частоты звуковых колебаний свидетельству0 ет об изменениях длины дуги, в правом 103 капсюле - об изменениях скорости сварки; в обоих капсюлях - об изменениях погонной энергии Причем, при нахождении параметров сварки в допустимых пределах частота
5 звуковых колебаний находится в пределах fom±Af Наличие или возникновение биений в головн ых телефонах 28 свидетельствует об нарушениях ведения сварки по данному параметру: в левом 102 капсюле 0 об нарушениях по длин е дугиГв правОм 103 капсюле - об нарушениях по скорости сварки (причем, наличие биения, т е нарушения по параметру, возможно только при нарушении условия g/Vce const и, следователь5 но, биения также свидетельствуют об нарушении этого условия) Наличие об обоих капсюлях 102 и 103 звуковых колебаний с повышенной частотой fug свидетельствует о нарушениях по углу наклона электрода
0 Менее жесткие требования к действиям оператора по выполнению качественного сварного шва предъявляются на этапе обучения без учета условия g/VCe const Фун- f кционирование поста аналогично
5 вышеизложенным режимам обучения за исключением того, что на этом этапе обучения для устранения условий фиксации ошибок по параметрам только при нарушении постоянства погонной энергии размыкается второй 25 выключатель и отключает выход
омпаратора погонной энергии 11 от вхрда шибок по погонной энергии преобрази еля 27 параметров сварки в частоту . то приводит к тому, что на первом 145 и етвертом 146 входах элементов 116 2И- ИЛИ и через инвертор 115 на первых 147 и 148 входах первого 111 и второго 112 Элеентов ИЛИ соответственно присутствуют ровни логической 1 и логического О ,что не может оказывать влияния на формироваие выходных сигналов элемента 116 2И- ИЛИ и первого 111 и второго 112 элемеьтов /1ЛИ, Сигнал логической 1, запускающий первый 118 мультивибратор, может формироваться на выходе элемента 116 2И-ИЛИ сразу по возникновении ошибки по длине дуги или скорости сварки, а в комбинаииях Сигналов на выходах первого 111 и второго 112 элементов ИЛИ отсутствует комбинация двух сигналов логической 1,чтоус-ра- няет возможность подключения выхода коммутатора 124 (входа преобразователя напряжения в частоту 125) На свой третий 144 информационный вход и возможность стробирования первого 107 и второго 108 элементов И для передачи сигналов на.оба 102 и 103 капсюля головных телефонов 28 С учетом данных ограничений пост реализует предыдущие функции, позволяя осуществить этап обучения без учета условия g/VCe const.
При обучении ведению сварки с заданной величиной одного параметра, третий 120 переключатель переводится в нужное положение (соответствующее обучению по
требуемому параметру в первое - для
збучения по длине дуги, в третье - для обучения по скорости сварки) размыкается первый 24 выключатель и при ведении сварки Е соответствующих капсюлях головных телефонов 28 фиксируются звуковые колеба ция, несущие информацию об изменении п фа- метров сварки (в левом 102 капсюле - об изменении длины дуги, в правом ЮЗ кагсю- ле - об изменении скорости сварки). При действиях оператора ведущих к нарушению гтс- заданному параметру, возникают биения (см табл 1, поз 20-25) замыканием первого 24 выключателя осуществляете переход к обучению ведения сварки с заданным углом наклона электрода При ;том оператор реагирует лишь на изменения звуковых колебаний повышенной частоты fug в обоих 102 и 103 капсюлях головных телефонов 28, несущие информацию об нарушениях по углу наклона электрода (см табл 1, поз. 26).
Рассмотрим обучение ведению сварки с заданными величинами нескольких параметров. Для обучения ведению сварки i заданными величинами Dee и О, UCB и в, третий 120 переключатель переводится в нужное положение (первое или третье) и первый 24 выключатель замыкается. Аналогично предыдущему, в капсюлях головных телефонов 28 фиксируются соответствующие звуковые колебания при соответствующих значениях параметров, по которым ведется обучение (см табл, 1, поз 27-32) При обучении с заданными величинами длины дуги и скорости сварки, третий переключатель 120 переводится во второе положение, первый 24 выключатель разомкнут. Аналогично предыдущему в капсюлях головных телефонов 28 фиксируются соответствующие звуковые колебания при соответствующих значениях параметров (см табл 1, поз 33- 39) Замыканием первого 24 выключателя осуществляется обучение ведению сварки с
заданными величинами UCB, VCB, 0 Аналогично предыдущему, в капсюлях головных телефонов 28 фиксируются соответствующие звуковые колебания при соответствующих значениях параметров обучения (см
табл 1,поз 33-39,40-47)
В каждом режиме обучения при окончании ведения сварки по формированию свар- ного шва заданной длины, обучаемый прекращает сварку и подачей сигнала на
вход остановки регистрации поста выключает блок регистрации 26 поста, в котором произошла регистрация мгновенных значений сигналов VCB(t), Uce(t), lcu(t), g/Vce(t), Unn(t) Uc(t), ошибок no VCB- UCB, 6, g/VCB,
длительности горения дуги и сеанса сварки Носитель информации с выхода блока регистрации 26 в виде например, бумажной ленты, может быть использован для анализа процесса ведения сварки обучаемым, а также как технологический паспорт созданного сварного соединения, несущий информацию об уровне соблюдения технологии и качества сварного соединения.
Таким образом, на этапе обучения ведения сварки, без учета условия g/VCe const осуществляется обучение
1)ведению сварки с заданной величиной нескольких параметров сварки,
2)ведению сварки с заданной величи- ной одного параметра из всех контролируемых При этом, изменение частоты звуковых колебаний в капсюлях головных телефонов 28 свидетельствует об изменении значений параметров сварочного процесса изменение частоты звуковых колебаний в левом 102 капсюле свидетельствует об изменении длины дуги; в правом капсюле - об изменении скорости сварки При нахождении параметра в допустимых пределах частота
звуковых коле&аний находится в пределах font ± Af. Биения в головных телефонах 28 свидетельствуют о нарушениях бедения сварки по данному параметру в левом 102 капсюле - о нарушениях по длине дуги; в правом 103 капсюле - о нарушения по скорости сварки. Наличие звуковых колебаний с повышенной частотой fug в обоих 102 и 103 капсюлях свидетельствует о нарушениях по углу наклона электрода
При этом блок регистрации 26 документирует данные об отклонениях от технологии, позволяющие судить об уровне квалификации (степени усвоения задаваемых по схеме обучения технологичебких операциях) оператора и которые могут быть использованы как в виде технологического паспорта сварного соединения Для оценки соблюдения заданной технологии сварки, качестве сварного соединения Yaio и для оценки уровня подготовленности оператора
Как отмечалось ранее, данный способ изложения функционирования поста и осуществления процесса обучения предлагает- ся как наиболее простой На практике процесс обучения целесообразно осуществлять в обратной последовательности Согласно первоначально предложенной схеме f
Преобразователь 27 параметров сварки в частоту звука может быть реализован ho схеме, изображенной на фиг 3 для осуществления словесной звуковой обратной связи к оператору Задание режима обучения также осуществляется установкой переключателей и выключателей в требуемые положения. Появление сигналов 1 (ошибок по параметру) на входах 90 95 29 60 ошибок преобразователя 27 параметров сварки в частоту звука и возникновение сигналов логической 1 или логического О 1 на выходах первого 175, второго 176 третьего 177 компараторов, срабатывающих при выходе за допустимые пределы соответствующих па- раметров сверки, приводит к формированию сигналов ошибки по этим параметрам поступающих соответственно на седьмой 201, шестой 200 и пятый 193 входы коммутатора адресов
Отклонения параметров выше допустимых пределов - сигнал логической Г, отклонения ниже допустимых пределов - сигнал логического нуля О что приводит к формированию на выходах коммутатора ад- ресов 178 адреса выбранной области многоадресного запоминающего узла 180 соответствующей данной комбинации ошибок по параметрам а на выходе 198 признака ошибок коммутатора адресов 178 - к
формированию сигнала/югической 1 и за пуску счетчика адресов 179, осуществляющего считывание содержимого выбранных ячеек многоадресного запоминающего узла 180 Считываемые кодовые комбинации с выходов многоадресного запоминающего узла 180 поступают на вход преобразователя кода в напряжение 181, на выходе которого формируется аналоговый сигнал, ограниченный в области высоких и нижних частот полосовым фильтром 182 и поступающий в капсюли 102 и 103 головных телефонов 28 Непрерывное формирование таких сигналов (по числу считываемых кодовых комбинаций) обеспечивает синтез требуемого слова-инструкции
По последнему коду адреса счетчика адреса 179 на его выходе 196 окончания счета формируется сигна Л логической 1, подтверждающий окончание счета, который, поступая на вход 197 блокировки коммутатора адресов обнуляет его выходы, т е переводит коммутатор адресов в начальное состояние и если ошибка не была исправлена и на соответствующих входах преобразователя 27 параметров сварки в частоту звука присутствуют сигналы логической 1 - осуществляется повторный синтез того же слива-инструкции В противном случае(при отсутствии ошибки) коммутатор адресов 178 остается в нулевом (начальном) состояние и в капсюлях головных телефонов 28 отсутствуют звуковые колебания При наличии других ошибок формируется другой код на выходе коммутатора адресов 178 и начи- процесс синтеза другого слова-инструкции
Для каждого вида нарушения (ошибки по параметру) формируется свое слово-инструкция При нарушениях длины дуги синтезируются например, слова Увеличь длину (при длине дуги ниже заданного предела), Уменьшь длину (при длине дуги выше заданного предела) При нарушениях скорости сварки, например, Добавь скорость или Убавь скорость, при нарушениях угла наклона электрода-/ Держи угол
При централизованном обучении и контроле работы нескольких операторов одно- временно в посте функционально расширяется блок регистрации 26 (фиг 4) объединяя на своих входах-выходах группы клемм одного функционального назначения Так в группе входов регистрации 211 блока регистрации 26 централизованного поста соответствующий вход регистрации соединен с соответствующим входом регистрации блока регистрации 26 каждого поста, в группе выходов управления 210 соответствующий выход управления блока
регистрации 26 централизованного пбста соединен с управляющим входом соответствующего переключателя или выключателя каждого поста; в группе выходов уставок соответствующий выход блока регистра дни 26 централизованного поста соединен с соответствующим входом уставки каждого поста. Выход 206 внешних команд блока регистрации 26 централизованного песта соединен с входом 106 внешних команд kaждoгo поста. - .
Функционирование отдельных постов контроля и обучения не отличается от вышеизложенного. Особенность заключается в том, что задание режимов по каждому посту осуществляется сигналами с блока регистрации 26 централизованного поста, а регистрируемые параметры с каждого поста также передаются на блок регистрации L ей- трализованного поста, Кроме того, возможен оперативный прием инструкций от инструктора (преподавателя), через блокре- Гистрации 26 централизованного поста. Следовательно, особенность функционкро- вэния постов определяется особенное ью функционирования блока регистрации LCH- трализованного поста.
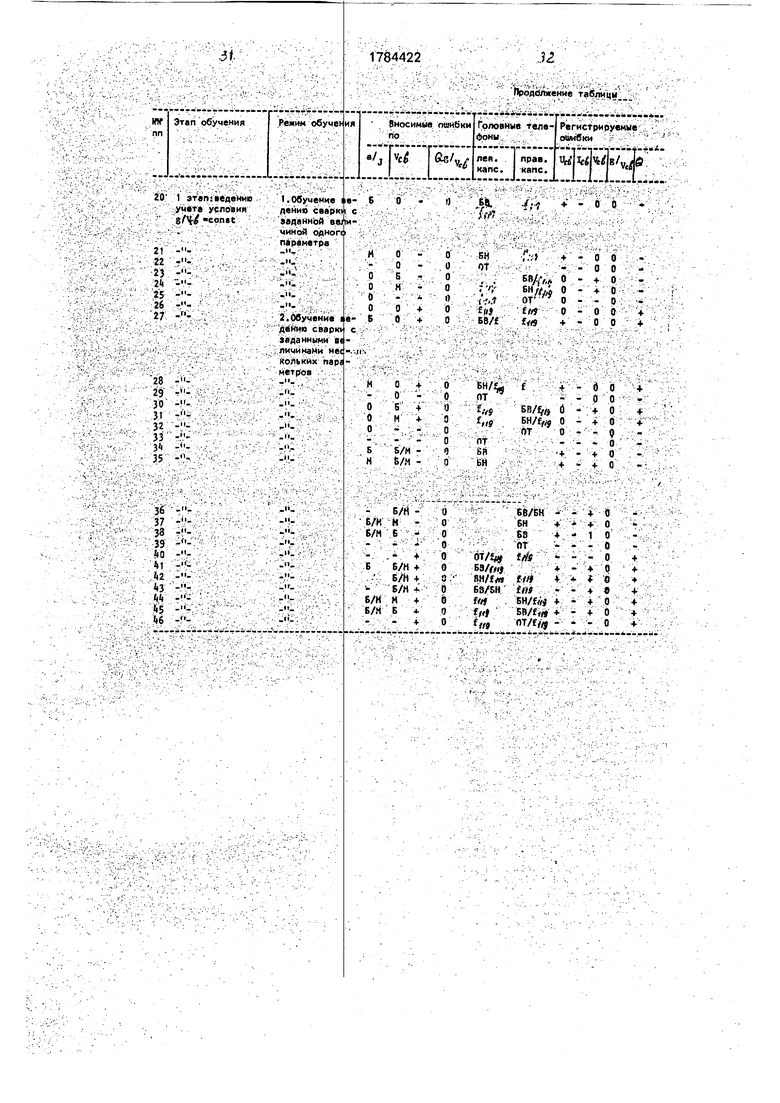
Для общего случая, процесса обуче -шя и контроля работы одновременно нескольких операторов алгоритм функционирования блока регистрации централизованного поста приведен на фиг. 5. На клавишном пульте узла вычисления и хранения данных 202 инструктором осуществляется задание режима обучения и контроля для всех по- стов. В соответствии с программой работы, соответствующей алгоритму (фиг. 5) через шину данный 213 и узел ввода-вывода на клеммах группы выходов управления 210 формируются сигналы логического О или логической 1 для включения или выключения соответствующих Переключателей и выключателей, например, при обучении
ведению сварки с заданными величинами всех параметров с учетом условия g/vL const, на клеммах группы выходов ynpat ления 210 формируются сигналы логичес ой
1, переводящие три выключателя в замкнутое положение, первый 22. второ й 23 и третий 120 переключатели в первое положение. На клеммах группы выходов уставок 207 формируются уровни уставок параметров. Значения сигналов на клеммах группы выхоДо вуправления и группы выходов уста-, вок Сохраняются в течение всего режима обучений.
Инструктор через микрофон 204, тель 205, клемму 206 внешних команд, 106 внешних команд и головные телефоны 28 каждого поста сообщает обучаемым 6
заданном режиме обучения и подает команду о начале ведения процесса сварки. В ходе процесса обучения регистрируемые параметры с каждо го поста через клеммы.
группы входов регистрации 211, информационную шину 212, узел ввода-вывода 203. шину Данных 213 поступают, обрабатываются и запоминаются в узле вычисления и хргЫения данных 202% .
0 При этом, инструктор по необходимости с помощью клавиатуры может выводить в ручном или автоматическом режиме на экран узла 203 часть или все регистрируемые параметры с одного или нескольких постов
5 для контроля ведения сварки одним или не сколькими операторами. По окончании процесса сварки для анализа процесса обучения может осуществляться доступ ко всей полученной информации (по всем по0 стам), В процессе обучения инструктор через1блокрегистрации 26 централизованного поста с помощью клавиатуры также может оперативно подключаться к капсюлям головных телефонов 28
5 (сигнал логической 1 на управляющем входе второго 23 переключателя) каждого поста для словесного оперативного инструктажа через микрофон 204, усилитель 205, клемму 206 внешних команд поста.
0 Таким образом, предложенный пост контроля и обучения при дуговой сварке позволяет осуществить:
t. Оценку процессов переноса металла в дуге и плавления основного металла путем
5 контроля угла наклона электрода;
0 сварки, скорости сварки, угла наклона электрода, возмущений по скорости подачи электрода и напряжения питающей сети и устранить формирование избыточных звуковых колебаний при отклонениях напряже5 ния и тока сварки, скорости сварки, не нарушающих условия постоянства погонной энергии, а также при действиях возму- ще ний по скорости подачи электрода и напряжению питающей сети, действие кото0 рых на сварочный процесс не вызвано действиями обучаемого. ; .
В результате повышается достоверность контроля процесса сварки, в частности, точности фиксации отклонений
5 напряжениями тока сварки, скорости сварки при реальной сварке качественного сварного шва (на основании условия постоянства погонной энергии); повышается эффектив- ность приобретения навыков ведения сварки, в частности, навыков ведения сварки с
заданными величинами длины дуги (длины вылета), скорости сварки, угла наклона электрода, а также навыков ведения процесса в целом, что в совокупности позволяетдсущ е- ствить преемственный поэтапный процесс обучения ведению сварки, на первом этапе которого происходит обучение ведению сварки с заданной величиной одного параметра (длины дуги или вылета электрода, скорости сварки, угла наклона электрода), а также обучение ведению сварки при заданных величинах нескольких па раметр ов (в их различных комбинациях), на втором этапе которого (максимально приближенном к требованиям формирования реального качественного сварного шва) происходит обучение ведению сварки с заданными величинами одного или нескольких параметров при условии поддержания постоянной погонной энергии, повышается производительность обучения и контроля путем осуществления централизованного обучения и контроля работы нескольких операторов одновременно при исТпользова- нии поста контроля и обучения совместно с Другими аналогичными постами Формула изобретения 1. Пост контроля и обучения при дуговой сварке, содержащий кабину сварщика, последовательно соединенные источник питания, датчик тока, электрододержатель, а также преобразователь параметров с варки в частоту звука, головные телефоны и блок4 регистрации, отличающийся тем, что, с целью повышения эффективности процесса обучения и достоверности контроля при дуговой сварке, он содержит-датчики скоро - сти сварки, угла наклона электрода и напряжения питающей сети, узел формирования погонной энергии, компараторы погонной энергии, напряжения сварки, скорости сварки, тока сварки и признака горения дуги, таймер, элемент совпадения, первый и второй сумматоры, перемножитель, делитель, первый и второй переключатели, пер1- вый и второ-й выключатели, преобразователь параметров сварки в частоту звука, содержащий четыре элемента И, четыре элемента ИЛИ, инвертор, элемент 2И-ИЛИ, триггер, первый и второй мультивибраторы, третий переключатель, три масштабирующих элемента, последовательно соединенные коммутатор и преобразователь напряжения в частоту, выход компаратора скорости сварки соединен с входом ошибок по скорости Сварки преобразователя параметров сварки в частоту звука и входом регистрации ошибок по скорости сварки блока регистрации, первый вход компаратора скорости сварки является входом уставки скорости сварки поста, второй вход компаратора скорости сварки соединен с входом регистрации скорости сварки блока регистрации, входом скорости сварки преобразо- 5 вателя параметров сварки в частоту звука выходом датчика скорости сварки и входом скорости сварки узла формирования погонной энергии, вход напряжения сварки которого соединен с выходом источника
0 питания, входом регистрации напряжения сварки блока регистрации, первым входом первого полюса первого переключателя и п ервым входом компаратора напряжения с варки, второй вход которого соединен с
5 выходом первого сумматора и первым входом перемнйжителя, второй вход которого соединен с первым входом компаратора тока сварки и выхбдом второго сумматора, первый и втор ой входы которого соединены
0 соответственно с входов уставки то ка сварки поста и выходом датчика напряжения питающей сети, вход которого соединен с входом источника питаний и Клеммой подключения питаюйдей сети, выход датчика на15 пряжения питающей сети соединен с входом регистрации изменения питающей сети блока регистрации, первым входом первого сумматора, второй вход которого является входо м уставки напряжения свар0 ки поста, выход комггаратора напряжения сварки соединен с входов регистрации ошибок по напряжению сварки блока регистрации и первым вХодой второго по/носа первого переключателя, выход кбторого со5 единен с входом ошибок по току и напряжению сварки преобразователя параметров сварки в частоту зВу к аТвТброй вход второго полюса перво го переключателя соединен с входом регистрации ошибок по току сварки
0 блока регистрации и выходом компаратора тока сварки, втброй вход которого соединен с выводом датчика тока, вводом тока сварки узла формирования погонной энергии, первым входом КомгГа ратора призИака горения
5 дуги, входом регистрации тбка свГарКи блока регистрации и вторым входом первого полюса первого переключателя, первого полюса которого соединен с входом тока и напряжения преобразователя параметров
0 сварки в частоту звука, входы уставок тока и напряжения сварки, скорости с варки, погонной энергии которого соответственно соединены с выходом третьего полюса первого переключателя,1 входом уставки скоро5 сти сварки поста, выходом делителя, а первый и второй вхбДы третьего полюса первого переключателя Соответственно соединены с выходами первого и второго сум- маторов, вход пйгонной энергии преобразователя параметров сварки в частоту звука соединен с выходом узла формирования погонной энергии, первым вхолом компаратора погонной энергии и входом регистрации погонной энергии блока регистрации, входы включения и регистрации длительности сеанса сварки которого с|ое- динены с первым входом элемента совпадения и выходом таймера установочный вход которого является входом остановки регистрации поста управляющий вход таймера соединен с вторым входом элемента совпадения и выходом компаратора гри- знака горения дуги второй вход которого является входом уставки признака горения дуги, выход элемента совпадения соеди нен с входом регистрации длительности горения дуги блока регистрации, вход регистрации ошибок по углу наклона электрода которого соединен с входом ошибок по углу наклона электрода преобразователя пара метров сварки в частоту звука и через пер вый выключатель соединен с выходом датчика угла наклона электрода второй вход компаратора погонной энергии соеди нен с выходом делителя первый и второй входы которого соединены соответственно с выходом перемножителя и входом уставки скоростм сварки поста выход компаратора погонной энергии соединен через второй выключатель с входом регистрации ошибок по погонной энергии блока регистрации и входом ошибок по погонной энергии прУоб- разователя параметров сварки в частоту звука, первый и второй выходы которого соединены с первыми входами соответствующих полюсов второго переключателя выходы которого соединены соответственно с яевым и правым капсюлями головных телефонов вторые зходы полюсов второго переключателя соединены с входом внешних команд пульта причем в преобразователе параметров сварки в частоту звука выход преобразователя напряжения в частоту соединен с первыми входами первого и второго элементов И выход первого мультивибратора соединен с вторыми вхо дами первого и второго элементов И третьи входы которых соединены с выходами пер вого и второго элементов ИЛИ и управляющими первым и вторым входами коммутатора соответствен но а выходы пер вого и второго элементов И соединены через первые входы третьего и четвертого элементов ИЛИ соответственно с первым и вторым выходами преобразователя параметров сварки в частоту звука вход и напряжения сварки и вход уставки тока и напряжения сварки вход скорости сваоки и вход уставки скорости сварки вход п згон ной энергии и вход уставки погонной энер
гии которого соответственно попарно соединены с прямым и инверсным входами первого, прямым и инверсным входами второго, прямым и инверсным входами т(зетьего масштабирующих элементов выходы которых соответственно соединены с информационными первым, вторым и третьим входами коммутатора вход ошибки по погонной энергии преобразователя парамет0 ров сварки в частоту звука соответственно соединен с первым четвертым входами элемента 2И-ИЛИ и через инвертор с первыми входами первого и второго элементов ИЛИ, вторые входы которых соответственно сое5 динены с прямым выходом триггера вторым входом элемента 21/1-ИЛИ и инверсным выходом триггера, пятым входом элемента 2И-ИЛИ, выход которого соединен с входом первого мультивибратора вход ошибок по
0 току и напряжению преобразователя параметров сварки в частоту звука соединен с третьим входом элемента 2И-ИЛИ, инверсным входом и прямым входом соответственно третьего и четвертого элементов И
5 вход ошибок по скорости сварки преобразователя параметров сварки в частоту звука соединен с шестым входом элемента 2И- ИЛИ, прямым входом и инверЬным входом соответственно третьего и четвертого эле0 мента И, выходы которых соединены соответственно с первыми входами первого и второго полюсов третьего переключателя вторые входы полюсов которого соединены с шинами логической единицы и логическо5 го нуля соответственно третьи входы полюсов которого соединены с шинами логического нуля и логической единицы соответственно, а выходы полюсов третьего переключателя соединены соответственно с
0 входами сброса и установки триггера а вход ошибок по углу наклона электрода преобразователя параметров сварки в частоту звука соединен через второй мультивибратор с вторыми входами третьего и четвертого эле5 ментов ИЛИ
2 Пост поп 1 отличающийся тем что преобразователь параметров сварки в частоту звука выполнен содержащим первый второй третий компараторы третий
0 переключатель коммутатор адресов счетчик адресов многоадресный запоминающий узел и последовательно соединенные преобразователь кода в напряжение в полосовой фильтр, выход которого соединен с
5 первым и вторым выходами преобразователя параметров сварки в частоту звука, вход тока и напряжения сварки и вход уставки тока и напряжения сварки, вход скорости сварки и вход установки скорости сварки вход погонной энергии и вход уставки по
тонной энергии которого соответственно попарно со единены с инверсным и прямым входами первого, инверсным и прямым входами второго, инверсным и прямым входами третьего компараторов, выходы которых соответствённе- соединены с первым, вторым, третьим входами коммутатора адре- сов, четвертый и пятый входы которого соединены соответственно с %ходами оши- бок по углу наклона электрода и по погон- ной энергии преобразователя параметров сварки в частоту звука, а выходы коммутато- ра адресов поразрядно соединены С первой группой соответствующих адресных входов многоадресного запоминающего узла; вто- рая группа адресных входов которого соединена с соответствующими разрядными выходами счетчика адресов, выход окончания счета которого соединен с входом блокировки коммутатора адресов, выход признака ошибки которого соединён с входом запуска счетчика адресов, а ufecfou и седьмой вхбДы Коммутатора aupedOB соединены соответственно с выходами первого и второго пблюс ов третьего переключателя, первый и второй входы первого полюса которого соединены с входом ошибок по скорости сварки преобразователя параметров сварки в частоту звука, вход ошибок по току и напряжению сварки которого соединен с первым и третьим входами втброго пОл юса третьего переключателя , ,
4 3. Пост по п 1, о т л и ч а ющи й с я тем, что, с целью повышения достоверности контроля и эффективности обучения при полуавтоматической дуговой Сварке, он дополнительно содержит последовательно соединенные механизм подач и электрода и датчик изменения скорости подачи электро- да, причем третий вход второго сумматора соединен с входом регистрации изменения скорости подачи электрода блока регистрации и выходом датчика изменения скорости подачи электрода. t
+ - о о
+ -++- ++
4- +
+00
--t
0-0
++
-+-t--a
-+-оо
fe--ur ti i..: г. чл-;. :,Ч.. ; .;;-л - -,. , Продолжение таблицы Л ;:CNCN Т
зсо hВ Й R tS fs S
Фиг.З
Г
I
Фиг 4
1784422
Т
f .Подало /)
Задание иншрухторон режима .обучения:
Ь требуемые полакеШя. г.ЗиЗатедройнейута&ок.
информирование одучаеньп ореяимохфучётя и. о начале Ведения сборкиНачало деденая сёарки ::- с&уч аёмым V;
Опрос цнсгЯрукяпйрйн hotmd для кенаром процесса. ; обучения .
Нет признак .
Выдача оЬучаеному оперативной инструкции ц осооёние ее одича- емым .
Анализ petyAbmartiod - -йёичения ;
т
Г .Конец
т
онец