Изобретение относится к области обработки металлов протягиванием и может быть использовано для обработки внутренний цилиндрических поверхностей.
Известен способ обработки шлицевых отверстий дорнованием, реализуемый устройством, в котором перед обработкой деформирующие зубья устанавливаются на коническую оправку и затягиваются гайкой.
Для повышения срока службы инструмента он снабжен нажимной втулкой, представляющей собой упругодеформируемый стакан с прорезями и пазами, а деформирующие зубья выполнены в виде кулачков, расположенных в пазах.
Недостатком этого способа является то, что инструмент имеет сложную конструкцию, а сам способ невозможно реализовать при использовании деформирующих элементов из хрупких материалов, например, минералокерамики, поскольку они не спо- .собны выдерживать возникающие радиальные напряжения.
Прототипом предложенного способа принят способ, реализуемый устройством, включающий установку зубьев сегментной формы на оправке протяжки и последующее проталкивание элементов протяжки через обрабатываемое отверстие. При осуществлении этого способа каждый элемент смеVI00 СП 00 I. 00
ается относительно соседних двух в наравлении оси протяжки.
Недостатком данного способа является едостаточная прочность деформирующих убьев, составляющих инструмент.
Целью настоящего изобретения являет- я повышение прочности протяжки путем оздания всесторонних сжимающих напряений на каждом зубе.
Указанная цель достигается тем, что убья устанавливают на плоские грани оправки с зазором К, определяемым по формуе:,
I 1Rft °
r(teH(1-ftga))(i + r0TB)-sln(if-)
v -)} L --:---------- N Z1n(f-f-tga)L S E :
где Твн - осевое усилие при протягивании;
f-коэффициент трения; а - угол заборного конура конической части деформирующего зуба;
п - число зубьев;
I - натяг на деформирующий зуб;
Готе - радиус обрабатываемого отверстия;
L - длина основания зуба;
S - ширина основания зуба;
Е - модуль упругости материала оправки,
а зубья выполняют с соотношением высоты к длине h/L 0,7-1,4.
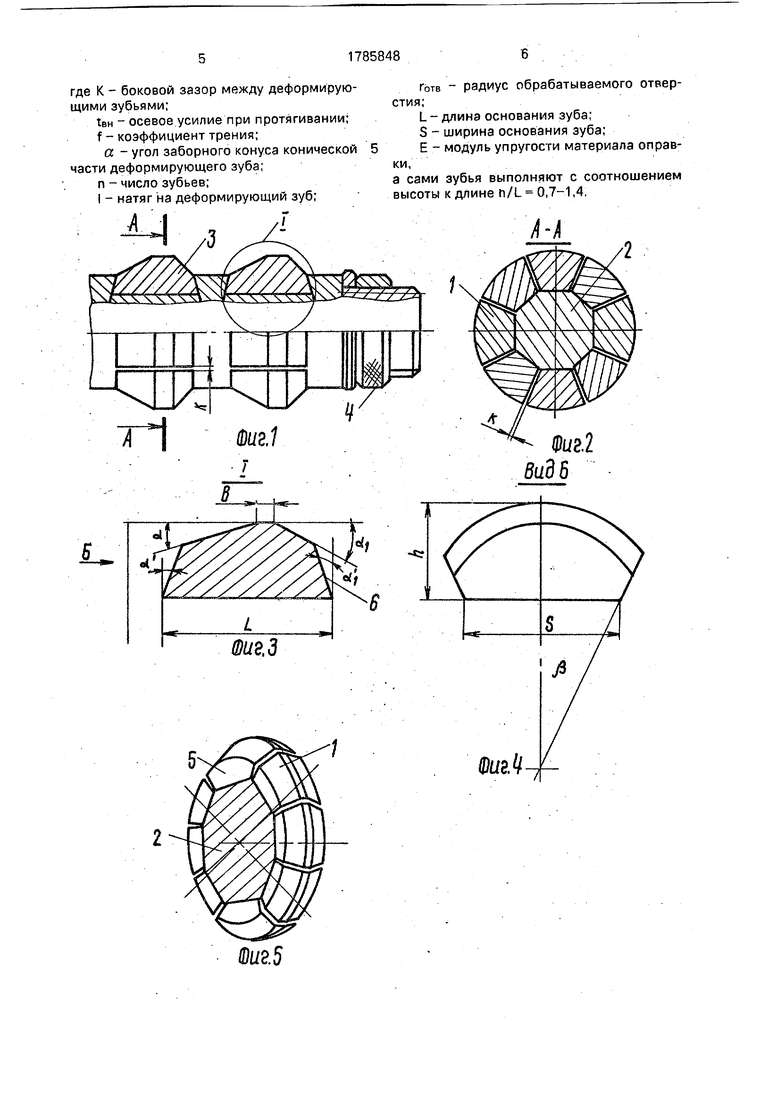
На фиг. 1 показано устройство для осуществления способа, общий вид; на фиг.2 - сечение А-А на фиг.1: на фиг.З - узел на фиг.1; на фиг.4 - вид по стрелке Б на фиг.З; на фиг.5 - аксонометрическое изображение деформирующего зуба; на фиг.6 - показана схема для расчета зазора К.
Способ осуществляют при помощи устройства, которое состоит из деформирующих зубьев 1, граненой оправки 2, дистанционных закрепляющих втулок 3, зажимной гайки 4. На деформирующих зубьях выполнен двойной заборный конус 5 и двойной обратный конус 6. Боковые грани деформирующих зубьев наклонены под углом
ftСпособ осуществляют следующим образом.
Деформирующие зубья 1 сегментной формы (фиг, 1,2,5) устанавливают на плоские грани оправки 2 с зазором К, который определяют по формуле:
I1ЯП °
Овн О -ftga))(+rOTB)-sln()
к,
rT( tg a7L S Е
0
5
0
5
0
5
0
5
0
5
f - коэффициент трения;
а - угол заборного конуса конической части деформирующего зуба;
п - число зубьев;
i - натяг на деформирующий зуб;
Готв - радиус обрабатываемого отверстия;.
L-длина основания зуба;
S - ширина основания зуба;
Е - модуль упругости материала оправки.
Зубья выполняют с соотношением высоты к длине h/L 0,7-1,4 (фиг.3,4). Между деформирующими секциями, составленными из отдельных зубьев, устанавливают дистанционные втулки 3, углы поднутрения которых соответствуют углам заборных конусов деформирующих зубьев « и а 1 ., Составленную таким образом конструкцию протяжки стягивают гайкой 4. Затем протяжку протягивают через обрабатываемое отверстие с натягом i на каждый деформирующий зуб. В процессе протягивания в каждом элементе протяжки и соответственно в каждом зубе возникают радиальные напряжения сжатия, которые перемещают зубья и оси протяжки таким образом, что полностью выбирается зазор К, рассчитываемый по приведенной выше формуле. В результате этого в каждом зубе в процессе обработки действуют трехосные напряжения сжатия, что повышает прочность каждого зуба в отдельности и всей конструкции в целом. Это особенно важно для деформирующих зубьев, изготовленных из хрупких материалов, например, минералокерамики.
Экспериментально установлено, что при натягах на зуб от 0,2 до 0,3 мм деформирующие зубья не разрушаются при соотношении высоты к длине h/L 0,7-1,4. То есть, чем ближе форма зубьев к кубической, тем прочнее инструмент.
Ф о р м у л а и з о б р е т е н и я
Способ деформирующего протягивания, при котором на оправке протяжки с боковым зазором устанавливают деформирующие, зубья сегментной формы и протягивают через обрабатываемое отверстие, о т- л и чающийся тем, что, с целью повышения прочности протяжки путем создания всесторонних сжимающих напряжений на каждом зубе, зубья устанавливают на плоские грани, выполненные на оправке, при этом величину бокового зазора определяют по следующей зависимости:
|(tBH(1-ftg-«))(i + ro,B)-s К 2|7T(l+tga)L -S -Е
)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Динамометр для определения контактных давлений при деформирующем протягивании | 1987 |
|
SU1466916A1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Деформирующая протяжка | 1978 |
|
SU673392A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Прошивка | 1989 |
|
SU1764866A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |

Изобретение относится к обработке металлов протягиванием и может быть использовано для обработки внутренних цилиндрических поверхностей, Целью изобретения является повышение прочности протяжки путем создания всесторонних сжимающих напряжений на каждом зубе. Способ включает установку на оправке протяжки зубьев сегментной формы с зазором между деформирующими элементами и протягивание через обрабатываемое отверстие, причем зубья устанавливают на плоские грани оправки с зазором К, определяемым по формуле: К 2 (1-ftg «)i/2+rOTB sin(180°: n) : n(f+tg- а а S Е, где tBH - осевое усилие при протягивании; f - коэффициент трения; а - угол за- борного конуса конической части деформирующего зуба; n - число зубьев; i - натяг на деформирующий зуб; г0тв - радиус обрабатываемого отверстия; L-длина основания зуба; S - ширина основания зуба; Е -модуль упругости материала оправки. Сами зубья выполняют с соотношением высоты к длине h/L 0,7-1,4. 6 ил.
где ten осевое усилие при протягивании;
где К - боковой зазор между деформирующими зубьями;
Твн - осевое усилие при протягивании;
f - коэффициент трения; а - угол заборного конуса конической части деформирующего зуба;
п - число зубьев;
I - натяг на деформирующий зуб;
®ш.5
гьтв - радиус обрабатываемого отверстия;
L - длина основания зуба;
S- ширина основания зуба;
Е - модуль упругости материала оправки,
а сами зубья выполняют с соотношением высоты к длине n/L 0,7-1,4,
Фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструмент для обработки шлицевых отверстий дорнованием | 1977 |
|
SU638433A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИИ ДОРНОВАНИЕМ | 0 |
|
SU304073A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
