Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ФОРМОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) | 2007 |
|
RU2348528C1 |
| Устройство для изготовления изделий из термопластичных материалов гибкой | 1988 |
|
SU1669747A1 |
| Способ отверждения отдельных участков заготовки верха обуви и устройство для его осуществления | 1990 |
|
SU1814864A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПЛОТНЕННОЙ ДРЕВЕСИНЫ | 2000 |
|
RU2163539C1 |
| ШТАМП | 1996 |
|
RU2125095C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТМАССОВОГО ИЗДЕЛИЯ ИЗ САМОУПРОЧНЯЮЩЕГОСЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННОЕ ПЛАСТМАССОВОЕ ИЗДЕЛИЕ | 2005 |
|
RU2377126C2 |
| Вакуум-формовочная машина для изготовления изделий из термопластов | 1988 |
|
SU1685738A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2042512C1 |
| Установка для изготовления изделий из термопластичных материалов | 1983 |
|
SU1151481A1 |


Использование: производство товаров народного потребления и различных изделий из листового полимерного материала. Сущность изобретения: рельефообразую- щее средство выполнено в виде бункерного питателя ферромагнитного порошка с электромагнитным дозатором расхода порошка, установленного на каретке, выполненной в виде двухкоординатного программно-управляемого позиционера, а средство для нагрева выполнено в виде индукционного нагревателя, охватывающего по периметру средство для зажима заготовки, 3 ил.
Изобретение относится к переработке листовых термопластичных полимерных материалов и может быть использовано при производстве товаров народного потребления и изделий производственно-технического и хозяйственного назначения.
Применение изобретения наиболее эффективно при производстве изделий малых серий с разными типоразмерами рисунков на поверхности термопластичных материалов и получении изделий со сложными пространственными формообразующими элементами поверхностей.
Известен способ и устройство для тиснения изделийиз синтетического полимера, содержащее матрицу с рельефным узором на рабочей поверхности и отверстиями для подвода вакуума. Формование термопластичного материала осуществляется за счет прижатия разогретой заготовки к рабочей
поверхности матрицы под действием вакуума.
Недостатком этого устройства являются ограниченные технологические возможно-, сти вследствие того, что каждому рисунку, наносимому на поверхности заготовки, необходима отдельная матрица и используется не экономичный сплошной нагрев всей поверхности заготовки, хотя функционально в этом необходимости нет,
Известно устройство для формования листовых термопластичных материалов, содержащее средство для зажима заготовки по периметру, формующее средство, выполненное в виде ферромагнитного порошка и электромагнита, связанного с приводом его вертикального перемещения, и рельефооб- разующее средство.
Недостатком данного устройства является необходимость для формования изделий различной конфигурации использовать
4 00 СЛ Ю
трафареты различной конфигурации. Для изготовления трафаретов необходимы дополнительные затраты. Кроме того, исполь- зование трафаретов порождает дополнительные неудобства при их запол- нении порошком как в ручном режиме, так и при использовании технических средств.
Целью изобретения является упрощение конструкций и переналадки устройства при изготовлении различной конфигурации рельефов.
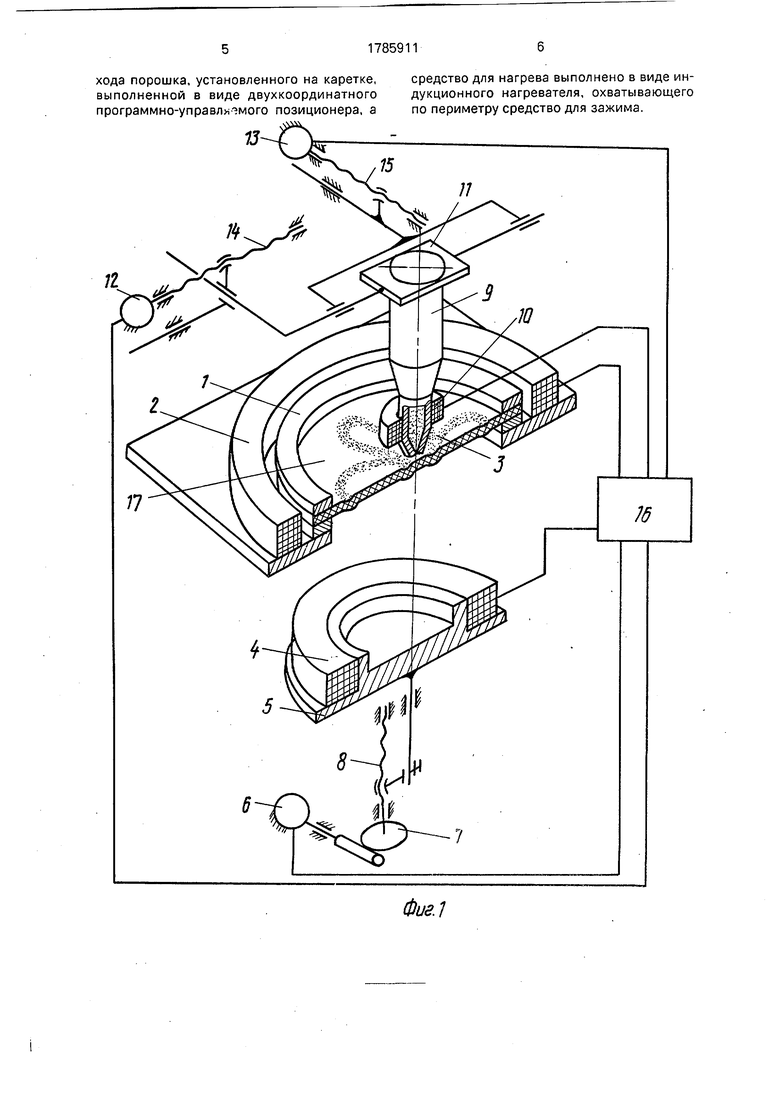
На фиг.1 показана конструктивно-кинематическая схема устройства; на фиг.2 - схема устройства для формования; на фиг.З - вид А на фиг.2.
Устройство содержит средство 1 для зажима заготовки, средство для нагрева, выполненное в виде индукционного нагревателя 2, формующее средство, выполненное в виде ферромагнитного порош- ка 3 и электромагнита 4, закрепленного на столе 5, с приводом его вертикального перемещения относительно заготовки посредством двигателя 6, червячного редуктора 7 и винтовой передачи 8, рельефообразующее средство, выполненное в виде бункерного питателя 9 ферромагнитного порошка 3 с электромагнитным дозатором 10 расхода ферромагнитного порошка, каретку 11 для перемещения бункерного питателя, выпол- ненную в виде двухкоординатного программно-управляемого позиционера с приводом от двух шаговых двигателей 12 и 13 через винтовые передачи 14 и 15, блок 16 управления.
Устройство работает следующим образом.
Заготовка 17 закрепляется в зажимном устройстве 1 и помещается в нагреватель 2 индукционного типа. Бункерный питатель 9 и каретка 11 находятся в исходном положе- нии в начальных координатах формируемого рельефа. Катушка электромагнита дозатора 10.расхода4находится в рабочем состоянии и удерживает ферромагнитный порошок 3 в питателе 9 от его высыпания через сопло.
По выбранному заранее рисунку тиснения или формования блок 16 управления с помощью двухкоординатного позиционера по программе перемещает с помощью каретки 11 бункерный питатель 9 в плоскости заготовки. В соответствии с формуемым рельефом из сопла бункера питателя 9 по- стоянно или прерывисто с заданной наперед скважностью с помощью управления электромагнитом дозатора 10 расхода на заготовку наносится слоя ферромагнитного порошка.
. Нанесенный ферромагнитный порошок 3 является своеобразным якорем электромагнита 4 и формующим средством, а при включении индукционного нагревателя 2 в местах нанесения слоя порошка происходит локальный разогрев заготовки до размягчения полимерного материала на требуемую толщину.
При нагреве участков заготовки до температуры формования включается электродвигатель 6 и через червячный редуктор 7 и ходовой винт 8 перемещает катушку электромагнита 4 до касания поверхности заготовки 17. Затем индукционный нагреватель 2 отключается и включается электромагнит 4. За счет магнитного взаимодействия с ферромагнитным слоем порошка 3 происходит силовое воздействие на участки заготовки в местах нанесения ферромагнитного порошка и происходит тиснение (формование) плоскоуглубленного рельефа. При формовании вытяжкой стол 5 опускается на заданную величину.
Магнитное взаимодействие обеспечивается во времени до момента технологически необходимого охлаждения изделия. После перехода материала отформованного изделия в устойчивое стеклообразное состояние катушка электромагнита 4 обеспе- чивается, изделие вынимается из зажимного устройства, с поверхности (при необходимости) удаляется ферромагнитный порошок, который возвращается в бункерный питатель, и процесс формования повторяется.
Таким образом, использование предлагаемого устройства позволяет формовать изделия с различными рельефами, варьировать местоположением и величиной вытяжки участков заготовки при конгревном и пространственном формовании, получать блинтовое или металлизированное тиснение за счет скрепления ферромагнитного слоя с формуемым материалом в ходе процесса.
Формула изобретения
Устройство для формования листовых термопластичных материалов, содержащее средство для зажима заготовки по периметру, формующее средство, выполненное в виде ферромагнитного порошка и электромагнита, связанного с приводом его вертикального перемещения, и рельефообразующее средство, отличающееся тем, что, с целью упрощения конструкции и переналадки устройства при изготовлении различной конфигурации рельефов, рельефообразующее средство выполнено в виде бункерного питателя ферромагнитного порошка с электромагнитным дозатором расхода порошка, установленного на каретке, выполненной в виде дву/координатного программно-управляемого позиционера, а
средство для нагрева выполнено в виде индукционного нагревателя, охватывающего по периметру средство для зажима.
Фиг.1
6С1Ь Ш 7
Ш2.2
//77777/77777/
Ш2.2
tf - к
&/ЭА
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2167014C1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ изготовления профильных изделий из листовых термопластов | 1975 |
|
SU545479A1 |
