Изобретение относится к обработке материалов давлением и может быть использовано как технологическое оборудование при гибке листов из различных термопластичных материалов, например тисненых пластиков.
Цель изобретения - обеспечение двусторонней гибки и повышение качества и производительности
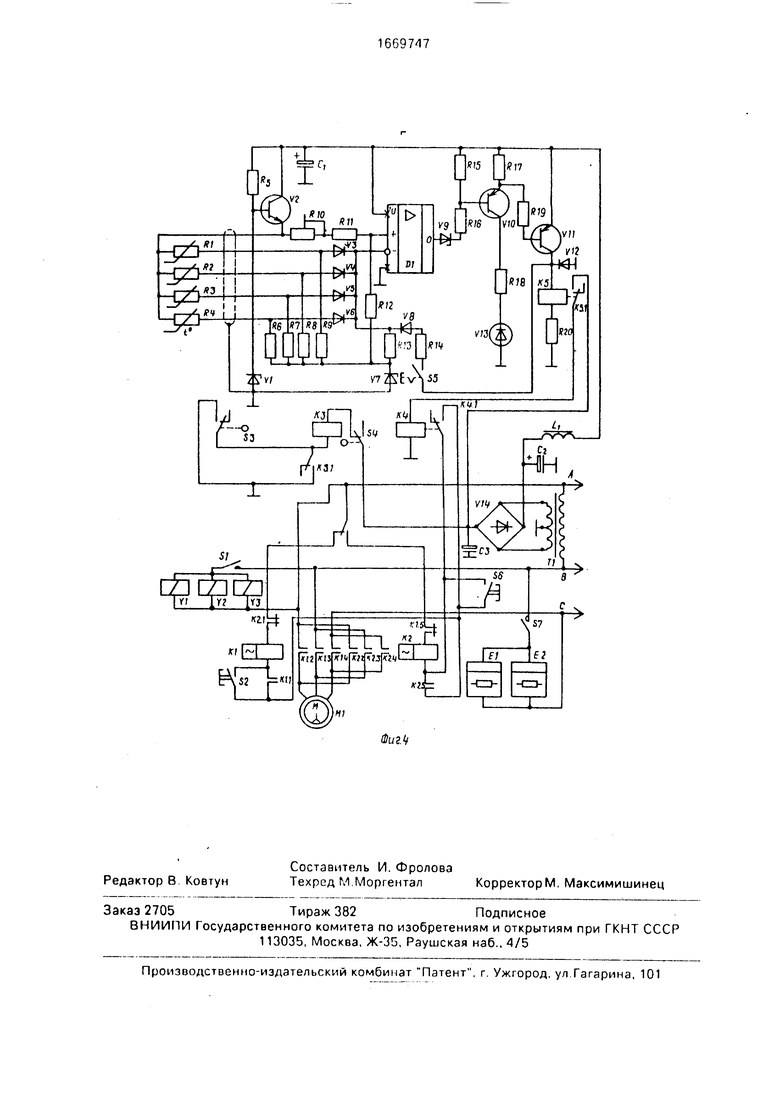
На фиг.1 представлено устройство, вид сбоку; на фиг.2 - то же, вид в плане, фиг.З - то же, разрез; на фиг 4 - принципиальная электрическая схема системы управления работой устройства.
Устройство для изготовления изделий HJ термопластичных листовых материалов гибкой содержит станину 1 с направляющими 2. раздвижной стол 3, зажимное устройство 4, нагреватели 5, упоры 6, два узла 7
гибки, гаждый из которых включает ново ротную траверсу 8, прижим 9 и шаблон 10, а также; систему 11 управления. Кроме того, устройство содержит подвижную каретку 12 с ходовым винтом 13 и гайкой 14, электродвигатель 15 для перемещения каретки, противовесы 16, эксцентрики 17, электромагниты 10, храповые собачки 19, подставки 20, наборы обре иненных роликов 21, узел 22 терморегулятора и узел 23 исполнительной части, конечные переключатели 24 и термодатчики 25.
Каретка 12 с приводом типа ходовой винт 13-гайкэ 14 от илектродвигателя 15 установлена на направляющих 2 станины 1 с возможностью возвратно-поступательного перемещения РДГЛЬ направляющих 2 межлу двумя конечными , 1ереключателяг.и 2 . Раздвижной стол 3 снабжен д ,, спммешич но расположенными на нем относительно вертикальной оси уг.трлйст а (фиг. 13) узла- пи 7 t nrM „I, упорами о и рп змощеп на каре (- ке 12. Посорошые траверсы 0 снабжены прогиросесами 10 а прижимы 9 выпотнины ь виде -эксцентриков 1,7, шарнирно закрепленных на серьгах поворотных траверс 8 с приводом ог электромагнитов 18 Зажимное устройство 4 выполнено в виде двух наборов обрезиненных роликов 21, расположенных вдоль радиусной формующей кромки каждого из шаблонов 10 и закрепленных на станинп 1 с возможностью перестановки соответственно размерам изготовляемых изделий. Нагреватели 5 закреплены на зажимном устройстве 4 и расположены над шаблонами 10 вдоль линий Iибо заготовки.
В принципиальной электрической схе ме (фиг.4) системы 1 1 управления узел 22 юрморегуля юра содержит ряд термодатчи- . ов (R 1 - R 4), расположенный в отрерстиях шаблонов 10, мостовую схему, компаратор на усилителе D 1, импульсный усилитель (К 15 - R 20, V 10, V 11) и коммутационное реле К 5. Основой схемы терморегулятора является мост постоянного тока, причем одно плечо моста состоит из терморезисторов R1 - R 4, другое - из добавочных резисторов R 6 - R 9, а два плеча образуются переменным резистором R 10 и добавочными резисторами R 11 и R 12. В диагональ мосга включен компаратор на усилителе D 1. Питание моста осуществляется от стабилизатора напряжения, построенного на транзистиш V 2. Для предотвращения многократною IVHI повторного срабатывания схемы при одной и той же заготовке предусмотрена цепь блокировки, представляющая собой положительную обратную связь, включающую резистор R 14 и диод V 8. Узел 22 терморегулятора предназначен для выработки команды автоматического возврата каретки 12 с позиции нагрева на исходную позицию при достижении заданного значения
температуры заготовки со стороны ее внутренней поверхности, контактирующей с гормодатчиками 25. Для термопласта АБС-2802, например, установленное эмпирически значение температуры 75 80°С. 0 Возможно и допускается использование в конструкции предлагаемого устройства традиционных систем, построенных на реле времени.
Исполнительная часть схемы - узел 23
5 содержит триггерную схему на реле К 3, реле возврата К 4 и силовые коммутаторы К 1, К 2 прямого и реверсивного включения электродвигателя 15 (М 1) посредством кнопки Пуск (S 2) и конечных переключэ0 телей 24 (S 2, S 4), установленных на направляющих 2, а также катушки V 1 - V 3 для включения электромагнитов 18 прижима заготовки.
Устройство работает следующим обра5 зом.
Предварительно стол 3, зажимные устройства 4 с нагревателями 5, а также храповые собачки 19 и подставки 20 раздвигают и закрепляют в отверстиях станины в поло0 женин, соответствующем заданному типоразмеру изготавливаемого изделия 26, заготовка 27 которого может быть выполнена, например, из тисненого листового термопласта - сополимера АБС-2802 ТУ
5 6-05-1643-77. Переключателем S 7 включают нагреватели 5 (Е 1, Е 2) и в исходной позиции каретки 12 при горизонтальном положении поворотных траверс 8 устанавливают заготовку 27 на упорах 6, два из которых явля0 ются базовыми штифтами, центрирующими заготовку, а четыре остальных служат направляющими и одновременно предохранителями от краевого перегрева заготовки 27. Заготовка располагается в зазорах межГ ду поворотной траверсой 8 и эксцентриком 17, поэтому при включении переключателем S 1 электромагнитов 18 (V 1 - V 3) заготовка 27 прижимается равномерно по всей ширине эксцентриками 17 к поворотным травер0 сам 8. Кнопкой Пуск (S 2) включается электродвигатель 15 (М 1) привода каретки 12 через пускатель К 1, и каретка по направляющим 2 станины 1 перемещается на позицию нагрева заготовки под нагревателями
5 5, при этом заготовка 27 автоматически плотно прижимается обрезиненными роликами 21 к поверхности шаблонов 10, а поворотные траверсы 8 с эксцентриками 17 ложатся на подставки 20, каретка 12 воздействует на конечный переключатель 24 (S 3) и
останавливается. Возврат каретки происходит после срабатывания реле возврата К4, управляемого узлом 22 терморегулято ра при достижении хотя бы одним из термодатчиков (R 1 - R 4) заданного знамения температуры, устанавливаемого с помощью потенциометра Р 10. При этом открывается один из диодов, - что приводит к срабати- ванию компаратора D 1 и сш нал с выхода компаратора, усиленный импульсным усилителем, включает реле К 5, контакты которого включают силовое реле К 4 исполнительной части 23. При возврате каретки 12 поворотные траверсы 8 г чкггсп- триками 17 спадают с подставок 20 и под воздействием момента от противовесов 16 заготовка 27 с натягом сгибается вокруг формующей кромки шаблонов 10 При врате каретки 12 отформованное изделие 26 автоматически освобождается от зажимного устройства 4, каретка воздействует на второй конечный переключатель 24 (S 4) и останавливается в исходном положении на позиции съема и загрузки новой заготовки. Готовое изделие 26 снимается вверх пост охлаждения и выключения электромагнитов 18. Поворотные траверсы 8 с эксцентриками 17 устанавливают в горизонтальное положение на хрэпооых соОэч ах 19 Далее цикл повторяется.
Использование подвижной каретки 12 с приводом от электродпигателя, установленной на направляющих 2 станины 1 с поз- можностыо возвратно-поступательного перемещения, позволяет подавать неподвижно установленную в упорах на шаблоне 10 заготовку с исходной позиции загрузки на позицию нагрею и обра но, обеспечивая при возврате автоматическую двустороннюю гибку заготовки без ее перестановки и ручного закрепления и раскрепления, что повышает производительность и качество за счет сокращения времени операции и повышения точности гибки.
Размещение раздвижного стола с двумя симметрично расположенными на нем узлами гибки и упорами на каретке обеспечивает автоматическую доставку, двустороннюю гибку и возврат с позиции нагрева заготовок различных размеров, что повышает производительность и качество гибки в широком диапазоне типоразмеров изделии.
Снабжение поворотных траверс прош- вовесами позволяет осуществлять автоматическую двустороннюю гибку при возврате каретки быстро, качественно и с минимальными затрами за счет момента от воздействия противовесов.
Выполнение прижимов в виде эксцентриков с приводом ог электромагнитов по:-и ii,r г t тратит , время на автоматическое irp гм-Munj и раскрепление заготовки, nfioci 1 ить необходимое по величине и равномерно распределенное по ширине заго- 5 говки усилие прижима.
Выполнение зажимного устройства в виде набора обрезинснных роликов, расположенных вдоль радиусной формующей кромки каждого из шаблонов, позволяет
10 обеспечить автоматический зажим заготовки на позиции нагрева и при последующей гибке, а также избежать необходимости ручного зажима и разжима заготовки на исходной позиции, что повышает произво5 дительностьгибки
Снабжение системы управления работой устройства узлом терморегулятора и исполнительной частью позволяет обеспечить взаимосвязь и автоматическое управление
0 перемещением каретки, приводом электродвигателя, электромагнитами прижима и Hai ревателями. Использование узла терморегулятора в отличие от известных систем управления, построенных на реле времени,
5 позволяет избежать необходимой корректировки времени нагрева заготовок в зависимости от изменений температуры PI- р ;кающей среды
При использовании предложенного уст0 роиства производительность повышается зэ счет уменьшения времени на закрепление, нагрев,гиОку заготовки и раскрепление изделия, причем наиболее значительно при реализации одновременной двусторонней
5 гибки заготовок. Качество гибки повышается за счет предложенной констру.кции устройства, позволяющей реализовать возможность одновременной двусторонней гибки заготовок вокруг раздвижного раз0 мерного шаблона, при этом внутренние посадочные размеры изделия точно соответствуют устанавливаемым размерам шаблона и не зависят от усадки материала в зоне локальной термогибки.
5Формула изобретения
Устройство для изготовления изделий
из термопластичных материалов гибкой, со держащее станину с направляющими, стол,
зажимное устройство, нагреватели, упор и
0 узел гибки, включающий поворотную траверсу, прижим и шаблон, и систему управления работой устройства, отличающееся тем, что, с целью обеспечения двусторонней гибки и повышения качества и про5 изаодительности, оно снабжено подвижной ктреткой с приводом ее перемещения, установленной на направляющих станины с возможностью возвратно-поступательного перемещения, и дополнительными узлом гибки, поворотной траверсой, шаблопом и
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ | 1966 |
|
SU186260A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |


Изобретение относится к обработке материалов давлением и может быть использовано как технологическое оборудование при гибке листов из различных термопластичных материалов, например тисненых пластиков. Цель изобретения - обеспечение двухсторонней гибки и повышение производительности и качества. Для этого устройство снабжено подвижной от привода кареткой, установленной на направляющих станины устройства, стол установлен на каретке и выполнен раздвижным, причем устройство снабжено дополнительными узлом гибки, поворотной траверсой и упором, поворотные траверсы снабжены противовесами, прижимы выполнены в виде эксцентриков с приводом от электромагнитов, а зажимное устройство выполнено в виде набора обрезиненных роликов, расположенных вдоль радиусной формующей кромки каждого из шаблонов, при этом узлы гибки и упоры симметрично установлены на столе. При использовании предложенного устройства производительность повышается за счет уменьшения времени на закрепление, нагрев, гибку заготовки и раскрепление изделия, причем наиболее значительно при реализации одновременной двусторонней гибки заготовок. Качество гибки повышается за счет предложенной конструкции устройства, позволяющей реализовать возможность одновременной двусторонней гибки заготовок вокруг раздвижного размерного шаблона, при этом внутренние посадочные размеры изделия точно соответствуют устанавливаемым размерам шаблона и не зависят от усадки материала в зоне локальной термогибки. 4 ил.
20,
15
{
I
Э
Щиг.1
,22,23,25
19
27
-В
18
4
16 6 7 5
21 10 26 J
Риг.З
«s
Ґ
)Ш
а
| Станок для гибки листов из термопластичного материала | 1980 |
|
SU939233A1 |
