Изобретение относится к легкой промышленности, в частности к обувному производству, и может быть использовано для отверждения отдельных участков заготовки верха обуви.
Цель изобретения - интенсификация процессов нанесения термопластичного материала.
Поставленная цель достигается тем, что в заявляемом способе отверждения отдельных участков заготовки верха обуви, включающем нанесение термопластичного материала и его равномерное распределение на участке заготовки верха, последний наносят по спирали от наружного контура отверждаемого участка к его середине.
Поставленная цель достигается тем, что в заявляемом устройстве отверждения отдельных участков заготовки верха обуви, содержащим стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи термопластичного материала с устройством для его нанесения, блок управления, устройство для его нанесения выполнено в виде жестко закрепленных на каретке с двухкоординатным механизмом ее перемещений наносящих головок, а также содержит датчики положения каретки по двум координатам, одни из которых расположены на траверсе, а другие - на каркасе двухкоординатного механизма, задатчики траектории перемещения наносящих головок и ростовочно-полнотного ассортимента, подключенные ко входам блока управления, электрически связанного с двухкоординатным механизмом.
Для отверждения отдельного участка, а именно, носочной части заготовки верха
00
Ј
00 ON
обуви (т.е. изготовления подноска непосредственно на бахтармяной стороне заготовки) наносим термопластичный материал.
Заготовка верха обуви укладывается лицевой стороной верх на плиту (стол).
Термопластичный материал (полимерный раствор) наносится (выдавливается) на носочный участок бахтармяной стороны заготовки верха обуви, предназначенный для отверждения дорожкой (одна дорожка непосредственно прилегает к другой, причем траектория нанесения дорожки представляет собой спираль от наружного контура отверждаемого участка к его середине.
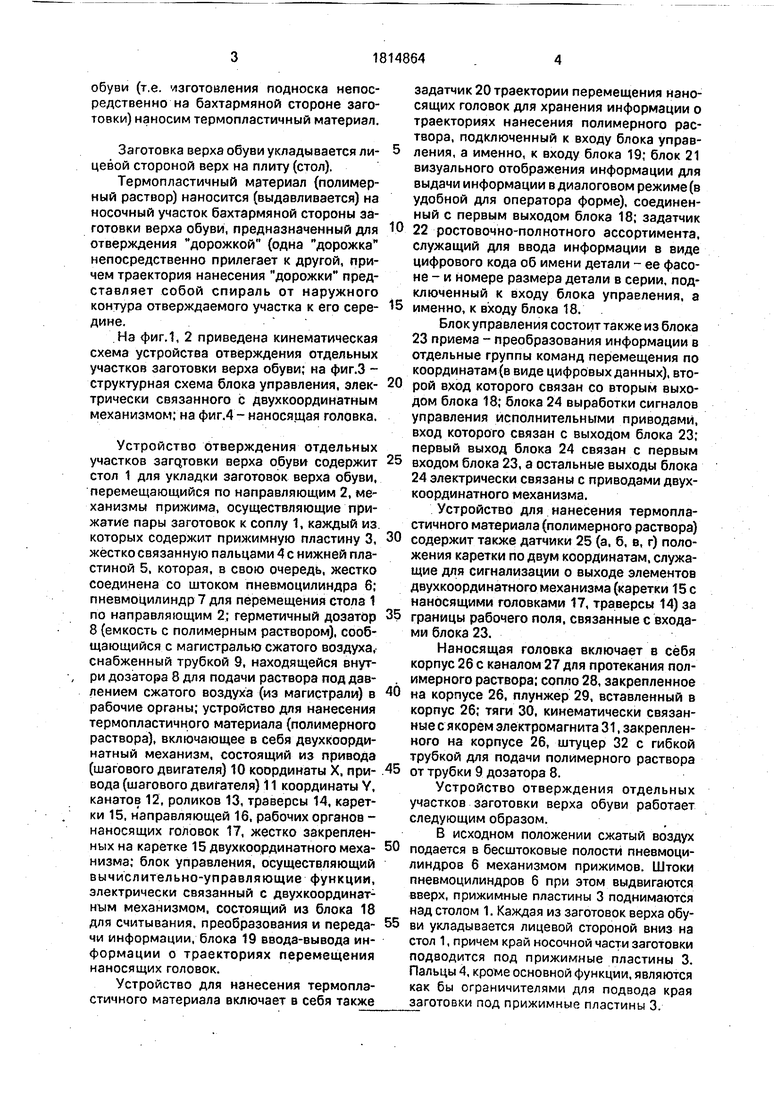
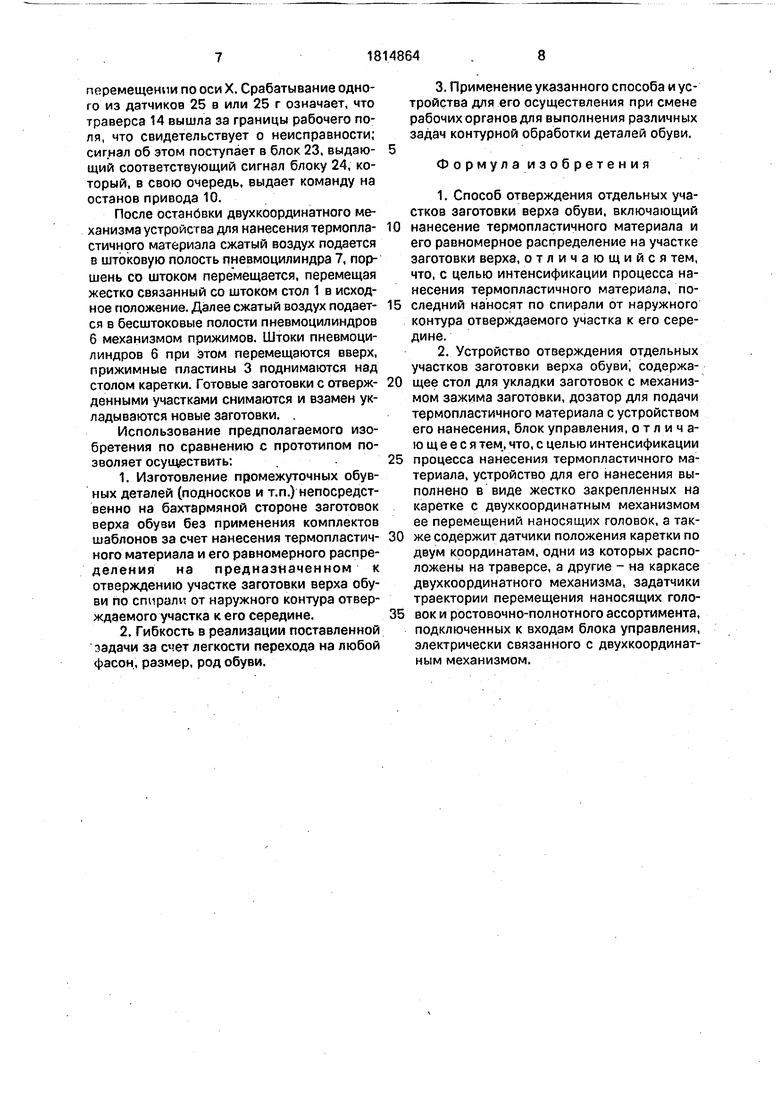
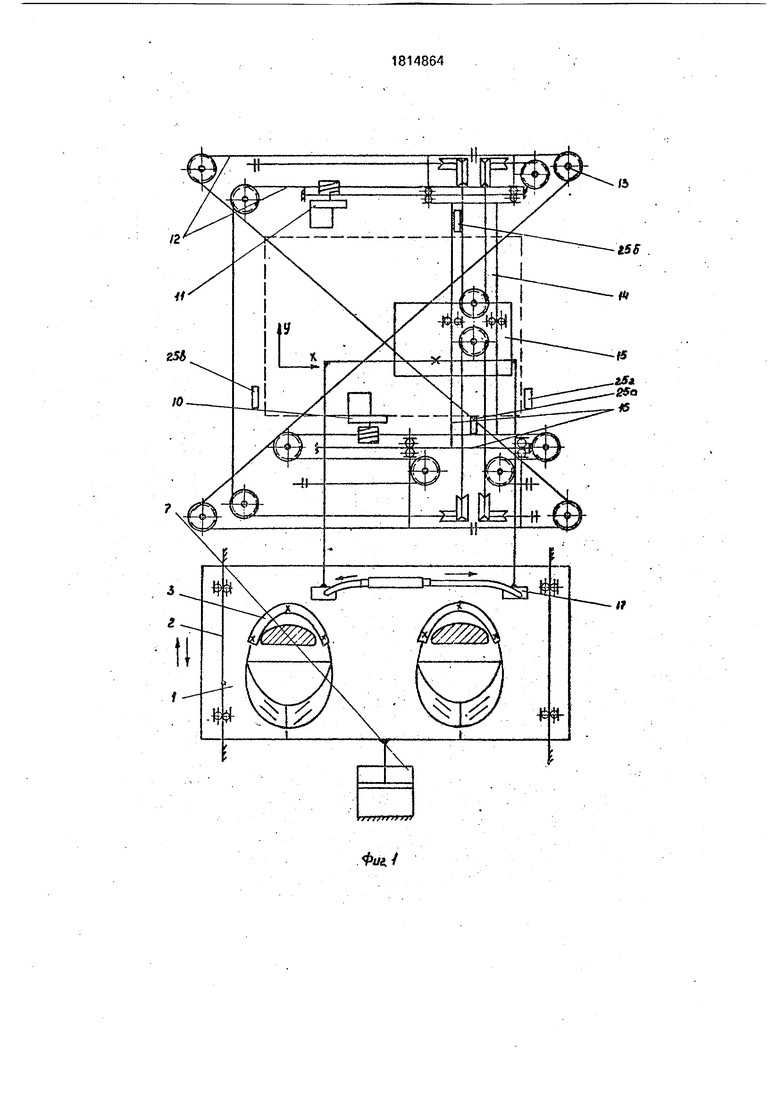
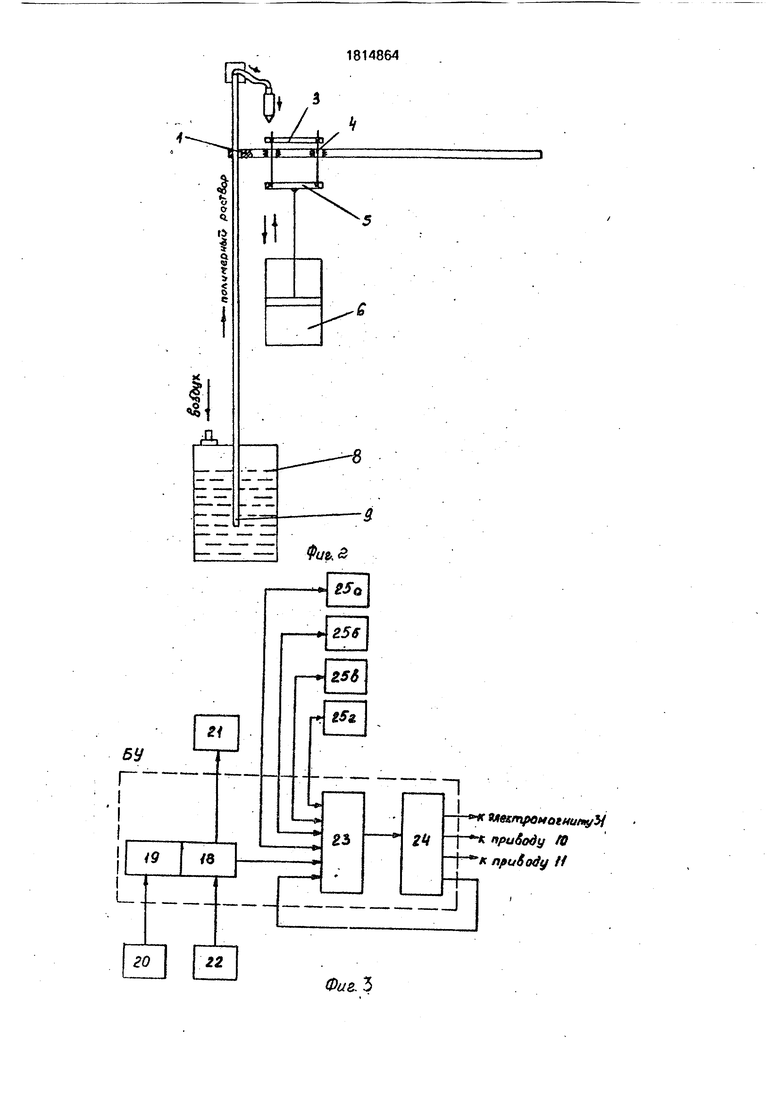
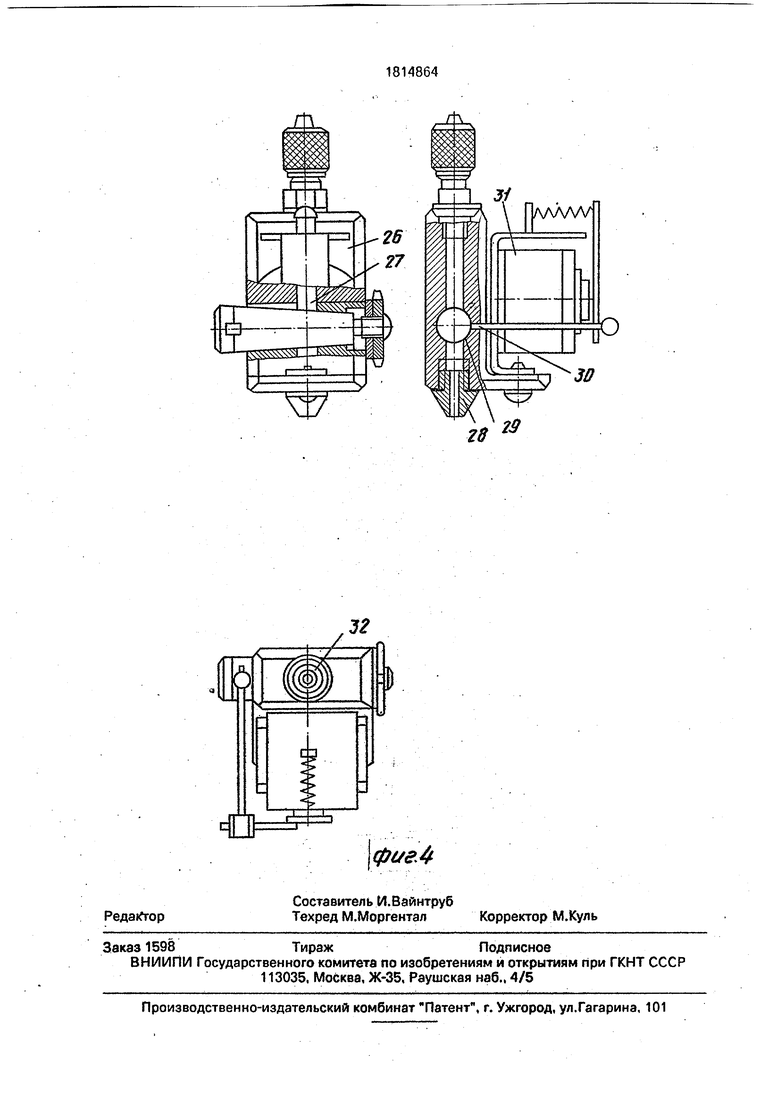
На фиг.1, 2 приведена кинематическая схема устройства отверждения отдельных участков заготовки верха обуви; на фиг.З - структурная схема блока управления, электрически связанного с двухкоординатным механизмом; на фиг.4 - наносящая головка.
Устройство отверждения отдельных участков загодовки верха обуви содержит стол 1 для укладки заготовок верха обуви, перемещающийся по направляющим 2, механизмы прижима, осуществляющие прижатие пары заготовок к соплу 1, каждый из. которых содержит прижимную пластину 3, жёстко связанную пальцами 4 с нижней пластиной 5, которая, в свою очередь, жестко соединена со штоком пневмоцилиндра 6; пневмоцилиндр 7 для перемещения стола 1 по направляющим 2; герметичный дозатор 8 (емкость с полимерным раствором), сообщающийся с магистралью сжатого воздуха, снабженный трубкой 9, находящейся внутри дозатора 8 для подачи раствора под давлением сжатого воздуха (из магистрали) в рабочие органы; устройство для нанесения термопластичного материала (полимерного раствора), включающее в себя двухкоорди- натный механизм, состоящий из привода (шагового двигателя) 10 координаты X, привода (шагового двигателя) 11 координаты Y, канатов 12, роликов 13, траверсы 14, каретки 15. направляющей 16, рабочих органов - наносящих головок 17, жестко закрепленных на каретке 15 двухкоординатного механизма; блок управления, осуществляющий вычислительно-управляющие функции, электрически связанный с двухкоординатным механизмом, состоящий из блока 18 для считывания, преобразования и передачи информации/блока 19 ввода-вывода информации о траекториях перемещения наносящих головок.
Устройство для нанесения термоплз- стичного материала включает в себя также
задатчик 20 траектории перемещения наносящих головок для хранения информации о траекториях нанесения полимерного раствора, подключенный к входу блока управления, а именно, к входу блока 19; блок 21 визуального отображения информации для выдачи информации в диалоговом режиме (в удобной для оператора форме), соединенный с первым выходом блока 18; задатчик
0. 22 ростовочно-полнотного ассортимента, служащий для ввода информации в виде цифрового кода об имени детали - ее фасоне - и номере размера детали в серии, подключенный к входу блока управления, а
5 именно, к входу блока 18.
Блокуправления состоит также из блока
23 приема - преобразования информации в отдельные группы команд перемещения по координатам (в виде цифровых данных), вто0 рой вход которого связан со вторым выходом блока 18; блока 24 выработки сигналов управления исполнительными приводами, вход которого связан с выходом блока 23; первый выход блока 24 связан с первым
5 входом блока 23, а остальные выходы блока
24 электрически связаны с приводами двухкоординатного механизма.
Устройство для нанесения термопластичного материала (полимерного раствора)
0 содержит также датчики 25 (а, б, в, г) положения каретки по двум координатам, служащие для сигнализации о выходе элементов двухкоординатного механизма (каретки 15с наносящими головками 17, траверсы 14) за
5 границы рабочего поля, связанные с входами блока 23.
Наносящая головка включает в себя
корпус 26 с каналом 27 для протекания пол. имерного раствора; сопло 28, закрепленное
0 на корпусе 26, плунжер 29, вставленный в корпус 26; тяги 30, кинематически связанные с якорем электромагнита 31, закрепленного на корпусе 26, штуцер 32 с гибкой трубкой для подачи полимерного раствора
5 от трубки 9 дозатора 8.
Устройство отверждения отдельных участков заготовки верха обуви работает следующим образом,
В исходном положении сжатый воздух
0 подается в бесштоковые полости пневмоци- линдров 6 механизмом прижимов. Штоки пневмоцилиндров 6 при этом выдвигаются вверх, прижимные пластины 3 поднимаются над столом 1. Каждая из заготовок верха обу5 ви укладывается лицевой стороной вниз на стол 1, причем край носочной части заготовки подводится под прижимные пластины 3. Пальцы 4, кроме основной функции, являются как бы ограничителями для подвода края заготовки под прижимные пластины 3.
После укладки заготовок сжатый воздух подается в штоковые полости пневмоци- линдров 6, поршни со штоками перемещаются вниз, прижимные пластины 3 прижимают носочные части заготовок к сто- лу 1,
При подаче сжатого воздуха в бесшто- ковую полость пневмоцилиндра 7 поршень со штоком перемещается, перемещая жестко связанный со штоком стол 1 в рабочую зону.
Одновременно с подачей воздуха в пневмоцилиндры сжатый воздух подается в герметически закрытый дозатор 8. Под давлением сжатого воздуха полимерный рас- твор по трубке 9 устремляется вверх и через тройник расходится к штуцерам 32 наносящих головок 17. (В исходном положении каналы 27 в корпусах 26 наносящих головок 17 перекрыты плунжерами 29).
Когда стол 1 с заготовками находится в рабочей зоне, по команде от блока управления осуществляется работа двухкоординат- ного механизма.
С помощью задатчика 22 ростовочно- полистного ассортимента оператор предва- рите.льно задает необходимый фасон будущей отверждаемой детали (подноска) и номер размера в серии в виде информации (в цифровом коде), которая поступает в блок 18 для считывания, преобразования и передачи информации. Одновременно информация об этом выдается в блок 21 визуального отображения информации.
Блок 18 осуществляет (согласно задан- ному фасону и размеру детали) считывание информации (в виде соответствующей управляющей программы) с задатчика 20 траектории перемещения наносящих головок при помощи блока 19 ввода-вывода йнфор- мации о траекториях перемещения наносящих головок. Блок 18 осуществляет также дешифровку команд, перевод их в соответствующие коды, выдачу их в блок 23, в свою очередь, осуществляющий прием команд на перемещение, преобразование их в отдельные блоки числовых данных после приема сигнала от блока 24 о готовности к приему команд.
Блок 24 выработки сигналов управле- ния исполнительными приводами, а именно: приводами 10, 11 координат X и Y, электромагнитами 31 наносящих головок 17, - выполняет прием команд перемещения по координатам (+Х, -X, +Y, -Y). преоб- разование этих числовых данных в сигналы управления шаговыми двигателями 100 координаты X и 11 координаты Y, а также в сигналы включения-отключения электромагнитов 31 наносящих головок 17.
Таким образом, по команде от блока 24 начинает перемещение каретка 15 с наносящими головками 17 двухкоордйнэтного механизма. Привод 10 координаты X перемещает траверсу 14 с расположенной на ней кареткой 15 по направляющим 16 (передача с привода 10 осуществляется через канаты 12, охватывающие ролик 13).
Привод 1.1 координаты Y перемещает каретку 15 по траверсе 14. (Передача с при- вода 11 также осуществляется через канаты 12, охаатывающие ролики 13),
Работая в совокупности, приводы 10 и 11 осуществляют перемещение наносящих головок 17, жестко закрепленных на каретке 15 двухкоординатного механизма по заданной траектории согласно способу (по спирали).
После перемещения наносящих головок в рабочую зону над носочными частями заготовок верха обуви (в начальном положении траектории) от блока 24 поступает команда включения на электромагниты 31 наносящих головок, Последние, срабатывая, через тяги 30, связанные с якорями электромагнитов 31, поворачивают плунжеры 29 в каждой из наносящих головок 17, открывая каналы 27 в каждом из корпусов 26 для протекания (выдавливания) полимерного раствора через каналы 27 в сопла 28, и далее, в виде дорожек на носочные участки бахтармяной стороны заготовок верха обуви.
После отработки траектории от блока 24 поступает команда на отключение электромагнитов 31. При этом плунжеры 29 поворачиваются, тем самым закрывая каналы 27 для подачи полимерного раствора.
Далее двухкоординатный механизм перемещает наносящие головки 17 в исходное положение и останавливается (тем самым управляющая программа на данный цикл заканчивается). Датчики 25 а или 25 б, расположенные на траверсе 14, предотвращают аварийные ситуации при перемещении каретки 15 с наносящими головками 17 по траверсе 14 за границы рабочего поля, т.е. при перемещении по оси Y. Срабатывание одного из датчиков 25 а или 25 б означает, что каретка 15 вышла за границы рабочего поля, что свидетельствует о неисправности. Сигнал об этом поступает в блок 23, выдающий соответствующий сигнал блоку 24, который, в свою очередь, выдает команду на останов привода 11.
Датчик 25 в и 25 г, расположенные на каркасе двухкоординатного механизма, предотвращают аварийные ситуации при перемещении траверсы 14 по направляющим 16 за границы рабочего поля, т.е. при
перемещении по оси X. Срабатывание одного из датчиков 25 в или 25 г означает, что траверса 14 вышла за границы рабочего поля, что свидетельствует о неисправности; сигнал об этом поступает в блок 23, выдающий соответствующий сигнал блоку 24, который, в свою очередь, выдает команду на останов привода 10.
После останбвки двухкоординатного механизма устройства для нанесениятермопла- стичнрго материала сжатый воздух подается в штоковую полость пневмоцилиндра 7, поршень со штоком перемещается, перемещая жестко связанный со штоком стол 1 в исходное положение. Далее сжатый воздух подается в бесштоковые полости пневмоцилиндров б механизмом прижимов. Штоки пневмоцилиндров 6 при этом перемещаются вверх, прижимные пластины 3 поднимаются над столом каретки. Готовые заготовки с отверж- денными участками снимаются и взамен укладываются новые заготовки. .
Использование предполагаемого изобретения по сравнению с прототипом позволяет осуществить:.
1. Изготовление промежуточных обувных деталей (подносков и т.п.) непосредственно на бахтармяной стороне заготовок верха обузи без применения комплектов шаблонов за счет нанесения термопластичного материала и его равномерного распределения на предназначенном к отверждению участке заготовки верха обуви по спирали от наружного контура отвер- ждаемого участка к его середине.
2. Гибкость в реализации поставленной задачи за счет легкости перехода на любой фасон, размер, род обуви.
3. Применение указанного способа и устройства для его осуществления при смене рабочих органов для выполнения различных задач контурной обработки деталей обуви.
Формула изобретения
1. Способ отверждения отдельных участков заготовки верха обуви, включающий
нанесение термопластичного материала и его равномерное распределение на участке заготовки верха, отличающийся тем, что, с целью интенсификации процесса нанесения термопластичного материала, последний наносят по спирали от наружного контура отверждаемого участка к его середине.
2. Устройство отверждения отдельных участков заготовки верха обуви; содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи термопластичного материала с устройством его нанесения, блок управления, отличающееся тем, что, с целью интенсификации
процесса нанесения термопластичного материала, устройство для его нанесения выполнено в виде жестко закрепленных на каретке с двухкоординатным механизмом ее перемещений наносящих головок, а также содержит датчики положения каретки по двум координатам, одни из которых расположены на траверсе, а другие - на каркасе двухкоординатного механизма, задатчики траектории перемещения наносящих головок и ростовочно-полнотного ассортимента, подключенных к входам блока управления, электрически связанного с двухкоординатным механизмом.
И8И81

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Пресс для закрепления влагозащитного бортика на валяной обуви | 1978 |
|
SU780833A1 |
| УСТРОЙСТВО ДЛЯ РАЗРАБОТКИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ ОБУВИ | 2021 |
|
RU2771510C1 |
| Установка для обрезки края формованной заготовки верха обуви | 1985 |
|
SU1299562A1 |
| Устройство для внутреннего формования верха обуви | 1975 |
|
SU557788A1 |
| Устройство для термовлажной обработки заготовок верха обуви | 1975 |
|
SU557789A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| Машина для нанесения клеевой пленки на кромку носочного участка стельки | 1980 |
|
SU1071204A3 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для нанесения термопластического подноска на обувную заготовку | 1976 |
|
SU659135A1 |
Использование: в легкой промышленности, в частности обувной. Сущность изобретения: способ состоит в нанесении термопластичного материала по спирали от наружного контура отверждаемого участка к его середине Устройство содержит стол для укладки заготовок с механизмом зажима в заготовки, дозатор для подачи термопластичного материала с устройством его нанесения и блок управления. Устройство нанесения термопластичного материала выполнено в виде жестко закрепленного на каретке с двух- координатным механизмом ее перемещения наносящих головок. Кроме того, оно содержит датчики положения каретки по двум координатам. Одни из датчиков расположены на траверсе, а другие - на каркасе двухкоор- динатного механизма. Задатчик траектории перемещения наносящих головок и ростовоч- но-полнотного ассортимента подключены к входам блока управления, электрически связанного с двухкоординатным механизмом. 2 с.п.ф-лы, 4 ил. S и Ю (Л С У
| Bonn P, Bendlx H.Maschlnen fur die SchurtlndustriezuzZeipzigerHerbstmesselQSS//; ZederJchuhe Zederwarer-1986 №1-S 38-42 |
