Изобретение относится к порошковой металлургии и может быть использовано при изготовлении длинномерных изделий.
Известно устройство для прессования длинномерных изделий из порошков, содержащее матрицу, протяжку с упором, коническую формующую дозу и эластичную втулку, выполненную в виде многослойного элемента с чередующимися коаксиальными эластичными и металлическими слоями.
Недостаток известного устройства заключается в том, что конструкция его не позволяет получать изделия со сквозным отверстием, ось которого была бы смещена относительно оси изделия.
Наиболее близким к заявленному устройству по технической сути является устройство для формования длинномерных изделий из металлического порошка, содержащее матрицу, закрепленный на ползуне пресса с помощью держателей прессующий пуансон, питатель-дозатор, установленный с возможностью возвратно-поступательного перемещения, четыре клиновые зажима для удержания заготовки за боковую поверхность.
Из бункерного устройства с помощью питателя-дозатора осуществляется загрузка порции металлического порошка (МП) в матрицу, после чего перемещением пуансона вниз осуществляют ее предварительное уплотнение. Затем, когда давление предварительного уплотнения достигает величины сопротивления, создаваемого силами трения спрессованной порции порошка о стенки матрицы, начинается проталкивание через матрицу находящихся в ней спрессованных порций.
Недостаток известной конструкции заключается в том, что она не предусматривает изготовление изделий со сквозными отверстиями.
Цель изобретения - формование длинномерных изделий из металлического порошка со сквозными отверстиями, смещенными относительно оси изделия.
Поставленная цель достигается тем, что устройство для формования длинномерных изделий из металлического порошка, содержащее матрицу с вертикальной сквозной полостью, пуансон, закрепленный на ползуне пресса, питатель-дозатор, установленный под полостью матрицы, и клиновой зажим для удержания формуемого изделия за боковую поверхность, снабжено стержнем для формования отверстия изделия и рычагами, ползун пресса и пуансон выполнены с отверстиями для размещения стержня, а питатель-дозатор выполнен из двух частей с профильными поверхностями, эквидистантными по форме боковым поверхностям стержня, причем стержень размещен в полости матрицы и клинового зажима посредством отверстия в ползуне и пуансоне и закреплен над ними, а части питателя-дозатора установлены с возможностью охватывания профильными полостями боковой поверхности стержня и соединены рычагами с пуансоном для их горизонтального возвратно-поступательного перемещения.
Заявляемая конструкция позволяет производить любые смещения стержня, относительно оси изделия, а использование стержня, копирующего геометрические размеры сквозного отверстия, делает возможным получение в длинномерном изделии сквозного отверстия любой конфигурации и смещения относительно оси изделия. Выполнение питателя-дозатора из двух частей, перемещающихся перпендикулярно оси прессования и смыкающихся вокруг стержня при перемещении пуансона вверх, позволяет осуществлять загрузку МП равномерно по всему объему матрицы.
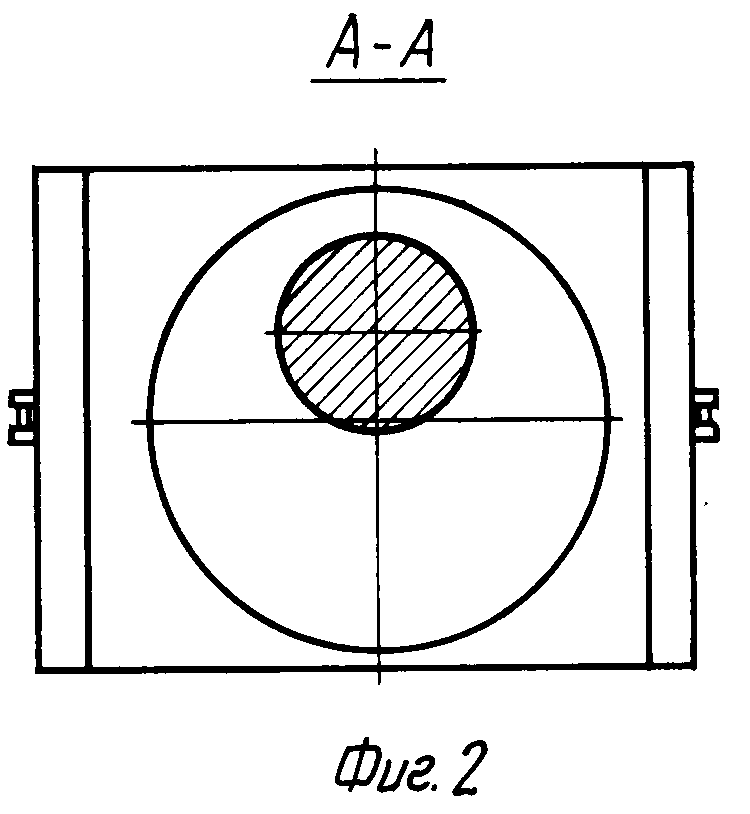
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - сечение А-А на фиг.1.
Устройство для формования длинномерных изделий из МП включает матрицу 1, запрессованную в бандаж 2 и закрепленную на кольце 3, внутренняя поверхность которого выполнена в виде конуса. Внутри кольца 3 размещены четыре клиновые зажима 4, установленные с возможностью перемещения вдоль оси прессования. Клиновые зажимы 4 постоянно прижаты к конической поверхности кольца 3 распорными пружинами 5 и кинематически связаны с помощью тяг с матричным блоком. Кольцо 3 закреплено на столе пресса 6. На ползуне 7 пресса 6 с помощью держателей 8 закреплен пуансон 9, перемещающийся вдоль оси прессования. На опорной поверхности держателя 8 выполнены проушины 10, соединенные посредством пальцев 11 с рычагами 12, каждый из которых другим своим концом соединен посредством пальцев 11 с одной из двух частей питателя-дозатора 13, установленных с возможностью возвратно-поступательного перемещения перпендикулярно оси прессования. Каждая из частей питателя-дозатора 13 посредством гибких шлангов 14 соединяется с бункерным устройством 15. В ползуне 7 пресса 6 и пуансоне 8 выполнены отверстия, соосные со сквозным отверстием изделия и копирующие его форму и геометрические размеры. Через указанные отверстия в полость матрицы 1 и клинового зажима 4 введен стержень 16, копирующий форму и геометрические размеры сквозного отверстия изделия, согласно которым выполнены также профильные поверхности частей питателя-дозатора 13, обращенные к стержню 16, закрепленному с помощью держателя 17 на портале пресса.
Устройство работает следующим образом. Пуансон опускается в полость матрицы 1, после чего фиксируется на ползуне 7 держателями 8. Затем через сквозное отверстие пуансона 9 вводится стержень 16, форма и геометрические размеры которого выполнены в соответствии со сквозным отверстием изделия, и закрепляется на портале пресса держателем 17, соосно со сквозным отверстием изделия.
При поднятом в среднее положение пуансоне 9 в матрицу 1 спускаются вспомогательные сегменты, зажимающиеся клиновыми зажимами 4, на которых прессуются две-три порции МП.
Пуансон 9 перемещают в верхнюю "мертвую" точку, при этом части питателя-дозатора 13 приводятся рычагами 12 в движение к оси матрицы 1 и, охватывая стержень 16 профильными поверхностями, смыкаются вокруг него над матрицей 1. При этом происходит заполнение МП пространства, ограниченного формообразующей поверхностью матрицы 1, торцом спрессованной порции МП и формообразующей поверхностью стержня 16. В исходном положении клиновые зажимы 4 не контактируют со сформованной частью изделия. При перемещении пуансона 9 вниз по оси прессования части питателя-дозатора 13 рычагами 12 уводятся в стороны от оси матрицы 1. Дальнейшим перемещением пуансона 9 вниз осуществляется предварительное уплотнение засыпанной порции МП в матрице 1. Противодавление здесь создается за счет сил трения о поверхность матрицы 1 находящихся в ней ранее спрессованных порций МП. Когда величина силы прессования становится больше силы трения спрессованных порций МП о стенки матрицы 1, начинается проталкивание через матрицу 1 находящихся в ней спрессованных порций МП. В момент окончания проталкивания на высоту одной спрессованной порции МП клиновые зажимы 4 фиксируют сформованную часть изделия, способствуя тем самым ее прессованию. По окончании прессования ползун пресса 7 с пуансоном 9 перемещается вверх, при этом клиновые зажимы 4 с помощью распорных пружин 5 возвращаются в исходное положение, а части питателя-дозатора 13 посредством рычагов 12 смещаются по столу пресса 6 к оси матрицы 1 до смыкания вокруг стержня 14. Далее цикл формования повторяется в описанной последовательности до получения изделия требуемой длины.
Таким образом, предлагаемое устройство позволяет получать сквозные отверстия в длинномерных изделиях любой формы и смещения относительно оси изделия, не ухудшая его качества. Кроме того, конструкция устройства проста по исполнению и удобна при обслуживании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Ротор для прессования порошковых материалов | 1990 |
|
SU1801781A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Ротационная таблеточная машина для формования двухкомпонентных изделий | 1976 |
|
SU648441A1 |
| Устройство для изготовления длинномерных изделий из порошковых материалов | 1988 |
|
SU1717387A1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| РОТОРНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ ПОРОШКОВ СПЛАВА НЕОДИМ-ЖЕЛЕЗО-БОР | 1992 |
|
RU2043929C1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |

Сущность: через отверстия, выполненные в ползуне пресса и пуансоне соосно со сквозным отверстием изделия, в полость матрицы и клинового зажима введен стержень, копирующий форму и геометрические размеры сквозного отверстия изделия и закрепленный на портале пресса. Причем питатель-дозатор выполнен в виде двух частей, профильные поверхности которых выполнены эквидистантно ответным поверхностям стержня, поэтому при перемещении частей питателя-дозатора к оси прессования они смыкаются вокруг стержня, обеспечивая этим равномерную загрузку металлического порошка по всему объему матрицы. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА, содержащее матрицу с вертикальной сквозной полостью, пуансон, закрепленный на ползуне пресса, питатель-дозатор, установленный под полостью матрицы, и клиновой зажим для удержания формуемого изделия за боковую поверхность, отличающееся тем, что оно снабжено стержнем для формования отверстия изделия и рычагами, ползун пресса и пуансон выполнены с отверстиями для размещения стержня, а питатель-дозатор выполнен из двух частей с профильными поверхностями, эквидистантными по форме боковым поверхностям стержня, причем стержень размещен в полости матрицы и клинового зажима посредством отверстия в ползуне и пуансоне и закреплен над ними, а части питателя-дозатора установлены с возможностью охватывания профильными полостями боковой поверхности стержня и соединены рычагами с пуансоном для их горизонтального возвратно-поступательного перемещения.
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
