Изобретение относится к области нанесения покрытий фрикцион но-механически- ми способами.
Известен способ, в котором нанесение пленочного покрытия на деталь осуществляется путем фрикционного натирания.
Недостатком известного способа являются малая толщина пленок (от деталей микрона до 4-5 мкм в зависимости от режима) и невысокая производительность при их нанесении.
Цель изобретения - увеличение толщины покрытий..
Поставленная цель достигается путем охлаждения образца, на который наносится пленочное покрытие, жидким азотом.
Известно, что зависимость потенциала взаимодействия между атомами вещества от межатомного расстояния носит явно выраженный экстремальный характер с отрицательной ветвью, соответствующей Ван-дер-Ваальсовским силам притяжения. Именно они, в основном, ответственны за образование пленок покрытия, образующихся при фрикционном натирании металла-донора (например, меди, латуни) на металл-акцептор (например, сталь). При этом потенциал взаимо- - действия между атомами акцептора и атомами донора превышает потенциал взаимодействия между атомами донора, Пленка наращивается до тех пор, пока силы взаимодействия между атомами донора, находящимися на поверхности пленки, и атомами акцептора не сравняются с силами взаимодействия между атомами донора на поверхности пленки и поверхности акцептора. Это обстоятельство и определяет максимальную толщину пленки. Пленка как бы экранирует атомы акцептора от атомов донора.
Другой особенностью указанной зависимости потенциалов взаимодействия является то, что она в значительной степени зависит от температуры. А именно, с понижением температуры эта зависимость сдвигается в область более высоких отрицательных значений потенциалов. В силу этого, если температуру акцептора снижать по отношению к температуре донора, то указанное выше условие равенства .сил, определяющее максимальную толщину пленки, будет достигаться при более высоких ее значениях с одновременным возрастанием скорости самого процесса роста пленки.
Аналогичный вывод следует и из следующей феноменологической модели. Как следует из практики, фрикционная пара подбирается таким образом, чтобы предел текучести От донора был значительно меньел
с
VI
оо
|О
о о
ше предела текучести акцептора (например, при комнатной температуре ov для меди равен - 27 кг/мм2, а для стали - 70 кг/мм ). Вместе с тем известно, что пределы текучести всех материалов увеличиваются с уменьшением температуры. Процесс нанесения пленок методом фрикционного натирания проходит, в основном, в области деформаций близких к пределу текучести металла-донора. Если температура образующейся на поверхности акцептора пленки из атомов донора будет меньше температуры донора, то она автоматически оказывается в условиях более далеких от предела текучести. Таким образом, при последовательном возвращении любого произвольного участка акцептора с уже нанесенной пленкой, и предварительно охлажденного, в области взаимодействия с донором, имеющим более высокую температуру, будет происходить дополнительное наращивание до тех пор, пока лимитирующим не окажется какой-либо другой механизм взаимодействия. ...... ,
Пример. Стал ьной образец (акцептор) в форме цилиндра, вращающийся с постоянной угловой скоростью продольной оси, приводился в контакте латунным стержнем (донор), находящимся в возвратно-поступательном движении вдоль образующей цилиндра. Нагрузка стержня на цилиндр во всех опытах поддерживалась постоянной, равной 2 кг/мм . Проводилось два эксперимента по три опыта в каждом, отличающихся числом оборотов п цилиндра и числом
0
5
0
5
0
проходов к стержня вдоль цилиндра (при постоянной скорости проходов). Каждый опыт повторялся 3 раза. Опыты в первом эксперименте выполняли без охлаждения, во втором - с охлаждением цилиндра парами жидкого азота.
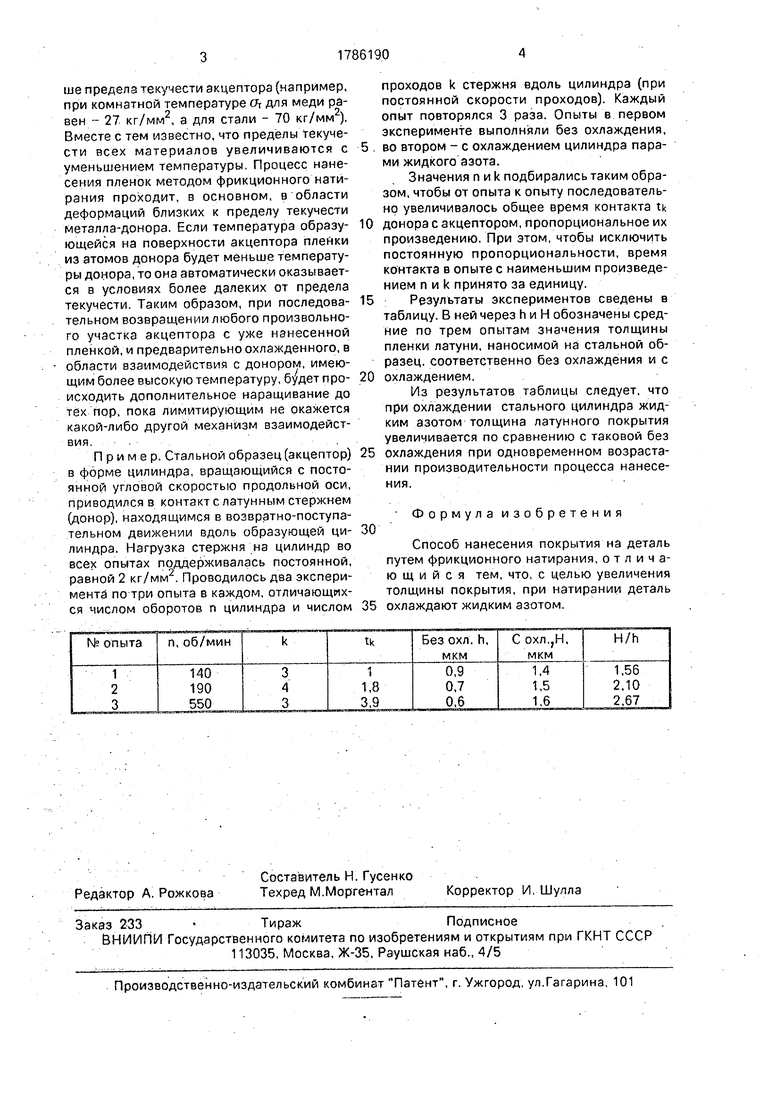
Значения п и k подбирались таким образом, чтобы от опыта к опыту последовательно увеличивалось общее время контакта tk донора с акцептором,пропорциональное их произведению. При этом, чтобы исключить постоянную пропорциональности, время контакта в опыте с наименьшим произведением п и k принято за единицу.
Результаты экспериментов сведены в таблицу. В ней через h и Н обозначены средние по трем опытам значения толщины пленки латуни, наносимой на стальной образец, соответственно без охлаждения и с охлаждением.
Из результатов таблицы следует, что при охлаждении стального цилиндра жидким азотом толщина латунного покрытия увеличивается по сравнению с таковой без охлаждения при одновременном возрастании производительности процесса нанесения.
Формула изобретения
Способ нанесения покрытия на деталь путем фрикционного натирания, отличающийся тем, что, с целью увеличения толщины покрытия, при натирании деталь охлаждают жидким азотом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2193606C2 |
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ТОНКУЮ ПЛЕНКУ, ВКЛЮЧАЮЩУЮ АКТИВНОЕ ВЕЩЕСТВО | 2005 |
|
RU2385738C2 |
| МЕТАЛЛИЗАЦИЯ ОСНОВЫ (ОСНОВ) СПОСОБОМ ОСАЖДЕНИЯ ИЗ ПАРОЖИДКОСТНОЙ ФАЗЫ | 2004 |
|
RU2330122C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2364662C2 |
| ПОЛИЭТИЛЕНЫ С РАСШИРЕННЫМ МОЛЕКУЛЯРНО-МАССОВЫМ РАСПРЕДЕЛЕНИЕМ | 2014 |
|
RU2672730C2 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ-ПОГЛОТИТЕЛЕЙ | 2021 |
|
RU2782515C1 |
| ЭМИТТЕР С ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОННЫМ СРОДСТВОМ | 2016 |
|
RU2646527C2 |
| АДСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ГИДРОФИЛЬНЫЕ И ГИДРОФОБНЫЕ УЧАСТКИ | 2005 |
|
RU2375081C1 |
Способ нанесения покрытия на деталь. Использование: нанесение покрытий путем фрикционного натирания на детали различного назначения. Сущность изобретения: деталь при натирании охлаждают жидким азотом, что приводит к увеличению толщины покрытия. 1 табл.
| Д.Н.Гаркунов и др | |||
| Измерительный перенос в узлах трения, М., Транспорт, 1969, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
