Изобретение относится к области металлообработки, касается методов повышения износостойкости различных деталей машин путем фрикционно-механического нанесения антифрикционного плакирующего покрытия и последующей электромеханической обработки.
Известны способы обработки рабочих поверхностей изделий: гильз цилиндров, шеек коленчатых валов, осей и др. (Повышение износостойкости на основе избирательного переноса. /Под ред. Д. Н. Гаркунова - М.: Машиностроение, 1977.-215 с.; Гаркунов Д.Н. Триботехника. - М.: Машиностроение, 1989.-328 с. ) путем фрикционно-механического нанесения на них тонкого слоя материала, имеющего повышенные противозадирные свойства и способствующего повышению износостойкости изделия.
Недостатками этого способа являются необходимость (как правило) предварительной химико-термической упрочняющей обработки поверхностей; длительность, сложность процесса и большие затраты энергии и компонентов; отсутствие требуемого микрорельефа и недостаточная износостойкость поверхности.
Известны способы обработки поверхностей (а.с. 91691, СССР; Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - Л.: Машиностроение, 1989. -184 с.) посредством электромеханического их упрочнения. В процессе обработки этим способом через место контакта инструмента с изделием проходит ток большой силы и низкого напряжения, вследствие чего выступающие гребешки поверхности изделия подвергаются сильному нагреву, под давлением инструмента деформируются и сглаживаются, а поверхностный слой металла упрочняется. Этот способ существенно изменяет физико-механические свойства поверхностного слоя и позволяет повысить износостойкость, а также другие эксплутационные характеристики изделия.
Однако данный способ не обеспечивает высокие противозадирные и антифрикционные свойства поверхностного слоя, не исключает схватывания рабочих поверхностей.
Известен способ фрикционной обработки стальных изделий (патент 2008366, кл. С 23 С 26/ 00, РФ - принят за прототип), заключающийся в том, что натирание поверхности латунным прутком осуществляют поступательным перемещением прутка под углом к поверхности со скоростью 1,0-1,5 м/с под давлением 20-30 кгс/мм с одновременным наложением ультразвуковых колебаний с частотой 18-20 кГц и амплитудой 50-70 мкм.
Такой способ повышает качество обработанной поверхности, его производительность. Однако данный способ отличается сложностью, необходимостью применения специального оборудования; не происходит изменения структуры поверхностного слоя, поэтому повышение износостойкости происходит лишь частично за счет повышения антифрикционных свойств поверхности, обработанной присадочным материалом.
Достигаемый технический результат по заявленному изобретению - повышение износостойкости обработанной поверхности изделия путем образования направленного микрорельефа, увеличения прочности сцепления легирующего (присадочного) и основного материалов при одновременном упрочнении поверхностного слоя металла изделия.
Указанный технический результат достигается за счет того, что натирание поверхности изделия осуществляют инструментом до слоя толщиной 9 мкм, после чего проводят упрочняющую обработку путем сглаживания поверхности твердосплавным инструментом со скоростью 0,1-0,2 м/с при давлении 10 МПа и плотности тока 110-150 А/мм2, причем инструменты и изделие образуют общую рабочую электрическую цепь, а изделия представляют собой тела вращения, натирание которых проводят инструментом из латуни или бронзы.
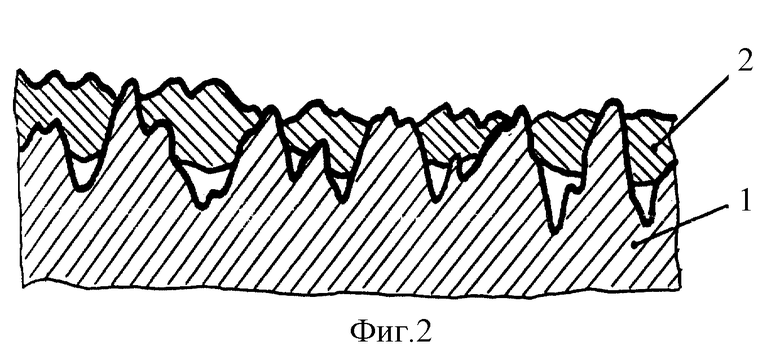
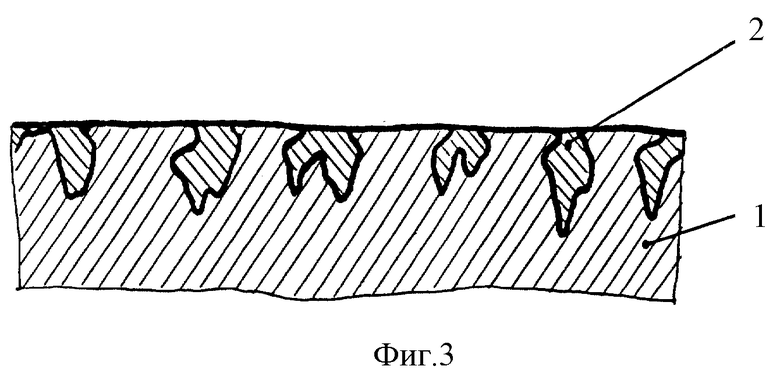
На фиг. 1 схематично представлена исходная поверхность (шероховатость поверхности после ее обработки резанием); на фиг. 2 - микрорельеф той же поверхности после натирания легирующим материалом; на фиг. 3 - поверхность с легирующим материалом после электромеханического сглаживания.
Способ осуществляется следующим образом. На исходную поверхность (фиг.1) с заданной шероховатостью Ra при ее контакте с инструментом, выполненным на основе меди и являющимся одновременно проводником электрического тока, переносится тончайший слой материала инструмента (пленка до 0,01 мм) за счет механического трения и одновременного подвода электрического тока к изделию. Получается поверхность (фиг. 2), состоящая из основного металла 1 и легирующего элемента 2, частицы которого располагаются во впадинах исходного профиля, образуя незначительные пустоты между основным и присадочным материалами (на чертеже не обозначены).
При последующей электромеханической обработке поверхности твердосплавным инструментом в месте контакта с деталью происходит местный нагрев поверхности контакта выше температуры фазового превращения, что приводит к разрушению окисных пленок, смятию микронеровностей с одновременным плотным заполнением полостей, устьев микротрещин и углублений присадочным материалом - его "завальцовыванию" (фиг. 3).
Предлагаемая комплексная фрикционно-электромеханическая обработка обеспечивает дополнительную активацию процесса нанесения покрытия за счет срабатывания термического канала (интенсивный нагрев локальных участков поверхности) и механического канала (разрушение окисных пленок, улучшение сцепления наносимого слоя с поверхностью). Кроме того, поверхностный слой детали упрочняется до 8000 МПа на глубину до 0,1 мм, снижается шероховатость поверхности, появляются остаточные напряжения сжатия. В результате на поверхности изделия обеспечивается положительный градиент свойств, позволяющих значительно повысить износостойкость рабочих поверхностей трения.
Например, образцы, подвергнутые обработке по предложенному способу, оценивали лабораторными методами на машине трения СМТ-1 по схеме "ролик - колодка". Ролики и колодки изготавливали из стали 45, шероховатость поверхности оценивали профилометром-профилографом ВЭИ-201 завода "Калибр". Равномерность покрытия оценивали визуально, используя лупу двухкратного увеличения. Испытания образцов с покрытиями проводили при постоянной нагрузке 980 Н и частоте вращения ролика 50 об/мин. Противозадирные свойства оценивали по изменению коэффициента трения в зависимости от пути трения, который замеряли и непрерывно регистрировали на ленте потенциометра КСП-4.
Таким образом, на образцах, обработанных по предлагаемому способу, создается характерный модифицированный микрорельеф поверхности - композиция определенной микрогеометрии слоев с высокой микротвердостью и участками с нанесенным покрытием, что снижает более чем в 2 раза коэффициент трения, создаются условия для удержания смазки в сопряжении (увеличение маслоемкости), значительно повышается износостойкость и увеличивается нагрузка до заедания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2247173C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2364662C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2002 |
|
RU2231430C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2197557C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2004 |
|
RU2325260C2 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2004 |
|
RU2271919C2 |
| ИНТЕГРАЛЬНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127183C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2008 |
|
RU2385212C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ПОД НАНЕСЕНИЕ ПОКРЫТИЙ | 2011 |
|
RU2489247C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
Изобретение может быть использовано в области металлообработки для повышения износостойкости различных деталей машин, преимущественно тел вращения, путем фрикционно-механического нанесения антифрикционного плакирующего покрытия и последующего электромеханического сглаживания. Одновременно друг за другом сначала осуществляют натирание рабочей поверхности изделия одним инструментом, изготовленным из меди или его сплавов (латунь, бронза), до слоя толщиной 9 мкм, затем производят электромеханическое сглаживание этой поверхности другим инструментом, изготовленным из твердого сплава с радиусной рабочей поверхностью, со скоростью 0,1-0,2 м/с при давлении 10 МПа и плотности тока 110-150 А/мм, причем оба инструмента и изделие при обработке образуют общую рабочую электрическую цепь. При реализации способа создается модифицированный микрорельеф поверхности, обеспечивающий снижение коэффициента трения более чем в 2 раза, создание условий для удержания смазки на поверхности, повышение износостойкости и увеличение нагрузки до заедания. 2 з.п.ф-лы, 3 ил.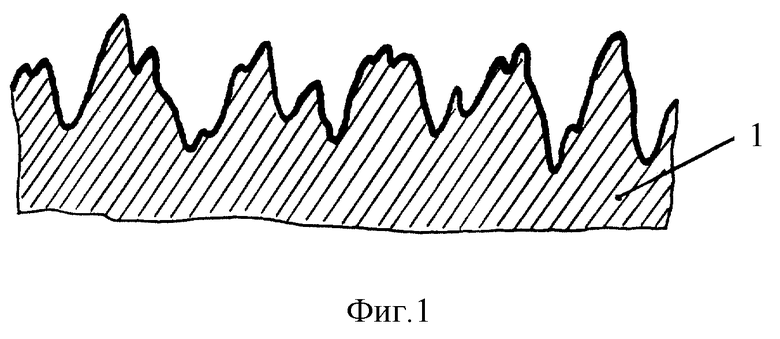
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| DE 3838572 A1, 24.05.1989 | |||
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2061792C1 |
| DE 3601509 A1, 31.07.1986 | |||
| Огнетушитель | 0 |
|
SU91A1 |
