Перекрестная ссылка на родственную заявку
По данной заявке испрашивается приоритет на основании заявки США 60/504641, поданной 19 сентября 2003.
Область изобретения
Область изобретения относится к металлическим покрытиям, нанесенным путем химического осаждения из паровой фазы ("CVD"), продуктам и способам.
Предпосылки изобретения
Осажденные металлические пленки, образованные способами химического осаждения из паровой фазы (CVD), являются обычными для множества применений в области полупроводников и микроэлектроники. Попытки осадить тонкие металлические пленки для покрытий, используя методы CVD, оказались трудными. Трудности могут быть особенно значительными при получении толстых пленок (толщиной от 1 до 2 микрон или больше), таких как защитные покрытия, в том числе коррозионно-стойких покрытий.
Были опубликованы некоторые подходы к осаждению металла, где применяют твердые, жидкие и газообразные предшественники металлов, которые являются летучими и которые вводят в реакционную камеру, где предшественник разлагается на составляющие его компоненты, причем металлический компонент осаждается на выбранную основу. Хотя металлизация основы была достигнута, плохое качество тонкопленочных композиций препятствует экономически привлекательным применениям такого покрытия.
Логичным выбором тонкопленочного покрытия для защиты основы от коррозии является металлический алюминий. Типичными способами нанесения алюминиевых покрытий были способы физического осаждения из паровой фазы (PVD), включая ионное осаждение из паровой фазы (IVD). Эти способы предоставляли алюминиевые покрытия, но требуют дорогого оборудования для осаждения и трудны в эксплуатации и обслуживании.
Другие способы, такие как CVD, предоставили алюминиевые покрытия, но трудны в регулировании разложения предшественника алюминия по всей камере для осаждения, что приводит к алюминиевой пыли в транспортной среде и, позднее, на поверхности выбранной основы. Образование частичек пыли оказывается губительным для качества тонкой пленки на основе с точки зрения защиты от коррозии, морфологии поверхности и эстетических соображений.
Способ металлизации из жидкой фазы, когда осаждение алюминия достигается путем конвективного нагрева целевых металлов с последующей металлизацией, использующий применение в качестве предшественников жидких алкилметаллов, описан в патентах США 3449144; 3449150; 3464844; 3578494 и 3707136. У этих подходов имеются проблемы с поддержанием температуры, регулированием толщины осажденного слоя и с требованиями к технологическому оборудованию.
Патент США 2700365, выданный P. Pawlyk, сообщает скорее о газофазном способе, чем о способе, в котором применяется пар, содержащий жидкость для металлизации поверхностей, используя карбонилы или другие летучие, содержащие металл соединения.
J. C. Withers получил патент США 3702780, в котором сообщается о применении мелкокапельного спрея, включающего металлсодержащий предшественник, для покрытия покрывающей пленкой индуктивно нагретой основы. В этом патенте описано регулирование температуры основы. Эта технология, называемая "техникой пиролитического напыления", описана, кроме того, в Chem. Vapor Deposition, Int. Conf., 2nd 1970, 393-407.
Предыдущие попытки перенести алюминиевые покрытия с лабораторных CVD-аппаратов на оборудование большего масштаба для массового производства оказались затруднительными. В более крупных CVD-реакторах было трудно достичь целостности покрытия.
Суть изобретения
Настоящее изобретение относится к улучшенному способу осаждения, по существу, чистого, конформного металлического слоя на одну или более основ путем разложения металлсодержащего предшественника. Во время этого процесса осаждения основа(ы) находится при температуре большей, чем температура разложения предшественника, а окружающая атмосфера находится при температуре ниже, чем температура разложения предшественника. Предшественник диспергирован в транспортной среде, например паровой фазе. Концентрация металлсодержащего предшественника(ов) в паровой фазе, которая также содержит в себе жидкость, может быть на таком уровне, чтобы для предшественника(ов) металла обеспечить условия насыщения или близкие к насыщению. При обеспечении вышеуказанного регулирования температуры между транспортными средами и основой и при поддержании для транспортных сред условий, по меньшей мере, близких к насыщению, качество тонкой пленки из осажденного металла заметно улучшается, и образование побочного продукта - металлической пыли - сильно снижено или, по существу, устранено.
Один вариант осуществления настоящего изобретения дает большее регулирование температуры основы, лучшее регулирование толщины осажденного слоя и более выгодные конструкции технологического оборудования по сравнению с ранее известными подходами.
В одном предпочтительном варианте осуществления настоящего изобретения предшественник переносится транспортной средой через транспортный объем к основе. Температура в транспортном объеме меньше температуры разложения предшественника. Металлический слой осаждается на основу путем разложения предшественника на основе. Температура основы выше, чем температура разложения предшественника, а температуру предшественника в транспортном объеме измеряют и регулируют напрямую. Следует понимать, что температура основы является температурой тех частей поверхности основы, которые предназначены для приведения в контакт с предшественником для конечного осаждения на них покрытия.
В другом предпочтительном варианте осуществления алюминий осаждается на основу путем нагрева основы источником индуктивной энергии и применения содержащей жидкость паровой фазы, которая включает алюминийсодержащий предшественник, для осаждения на поверхность основы. Температура поверхности основы выше температуры разложения алюминийсодержащего предшественника, а паровую фазу поддерживают ниже этой температуры разложения в транспортном объеме.
Другой целью изобретения является предоставить CVD-процесс, который можно перенести с мелкомасштабного лабораторного аппарата на производственное оборудование более крупного масштаба для получения реакционной среды, которая позволяет наносить покрытия на большие количества мелких деталей или другие основы.
Другой целью изобретения является предоставить улучшенный способ осаждения металла, например алюминиевых слоев, на различные основы путем разложения металлсодержащего предшественника. Хотя один вариант осуществления включает применение алюминийорганических предшественников, в способе могут применяться другие металлсодержащие предшественники, по отдельности или в комбинации, включая другие металлоорганические соединения, карбонилы и ацетилацетонаты.
В предпочтительном варианте осуществления источником алюминиевого слоя может быть, например, жидкое металлалкильное соединение, такое как триметилалюминий, диметилалюминийгидрид, триэтилалюминий, диэтилалюминийгидрид, триизобутилалюминий, диизобутилалюминийгидрид или другие молекулы триалкилалюминия или диалкилалюминийгидрида формулы R1R2R3Al, где R1, R2 и R3 являются разветвленными или линейными цепями, или циклическими гидрокарбильными лигандами, или водородом, и где число атомов углерода в R1, R2 и R3 меняется от C1 до примерно C12. Выбранные лиганды могут также включать такие, как бутадиенил или изопренил, которые бифункциональны и которые присоединяются к двум или трем атомам алюминия. Выбранные составы парожидкостного предшественника могут содержать смеси любых или всех вышеуказанных молекул. Предпочтительно R1, R2 и R3, как описанные выше, выбраны из этила, изобутила и водорода, причем наиболее предпочтительными соединениями являются триизобутилалюминий, диизобутилалюминийгидрид или смеси этих двух.
Транспортная среда может также содержать разбавленный раствор алкилметалла в разнообразных нереакционноспособных растворителях с интервалами температур кипения от примерно 60°C до выше примерно 200°C и при концентрациях алкилалюминия в интервале от примерно 5% до примерно 95 мас.%. Выигрышем от введения различных форм алкилалюминия в раствор является (1) обеспечение более однородного распределения предшественника по поверхности основы(основ), (2) снижение самовоспламеняемости подаваемой жидкости и (3) способствование сохранению соответствующего теплового баланса жидкости и пара в реакционной зоне.
Другой целью изобретения является предоставить основу с осажденным металлическим покрытием, где металлическое покрытие является однородным и без шероховатостей в результате регулирования температуры транспортных сред и основы.
В предпочтительном варианте осуществления подходящие основы включают (без ограничений) мелкие соединительные детали, такие как зажимы, гайки, болты, шурупы, гвозди, заклепки и булавки. Другие основы, которые пригодны для покрытия, включают скобы, муфты, зажимы и бирки. Ограничений по размеру основ не существует, за исключением накладываемых имеющимся оборудованием. Предпочтительные основы являются трехмерными объектами с размерами порядка сантиметров в одном или всех трех измерениях, с простой и сложной геометрией.
Краткое описание чертежей
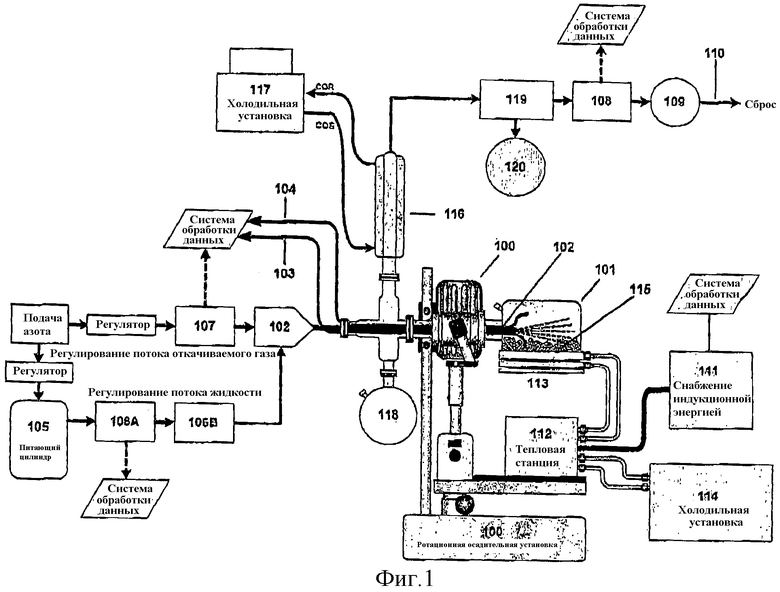
Фиг.1 является иллюстрацией типичного способа осаждения покрытия на основу.
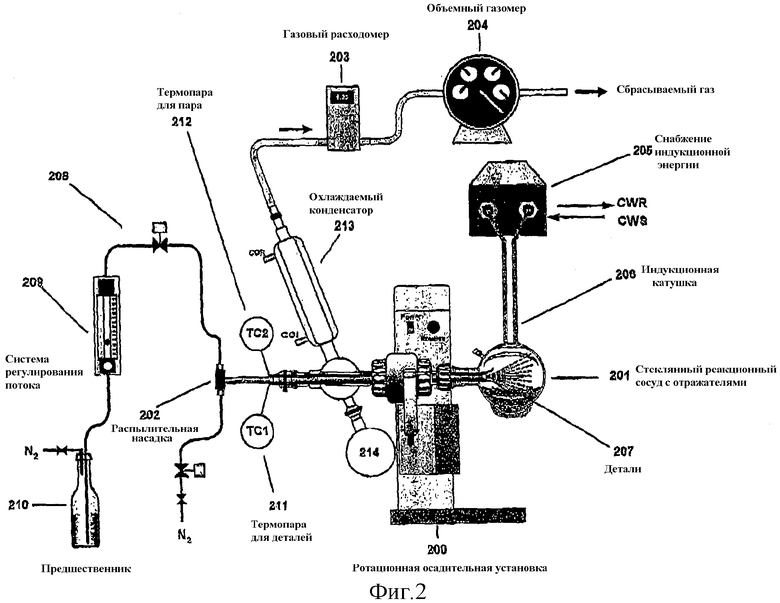
Фиг.2 показывает другой типичный способ осаждения покрытия на основу.
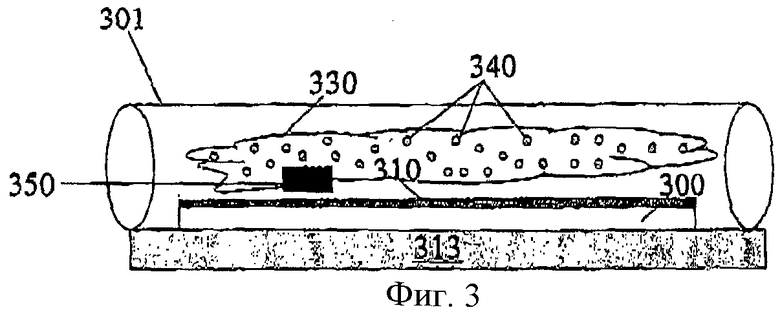
Фиг.3 является увеличенным видом покрытой основы внутри реакционного сосуда.
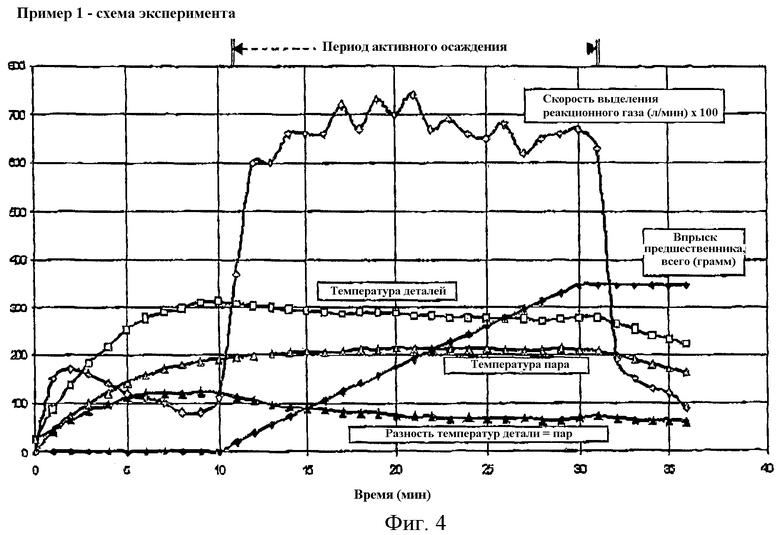
Фиг.4 является профилем температуры составляющих процесса во время предпочтительного варианта осуществления реакционного процесса.
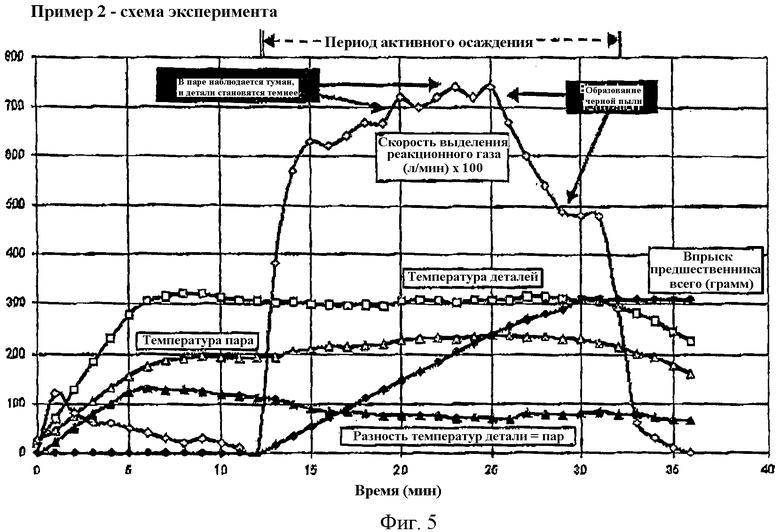
Фиг.5 показывает профиль температуры компонентов процесса во время другого реакционного процесса.
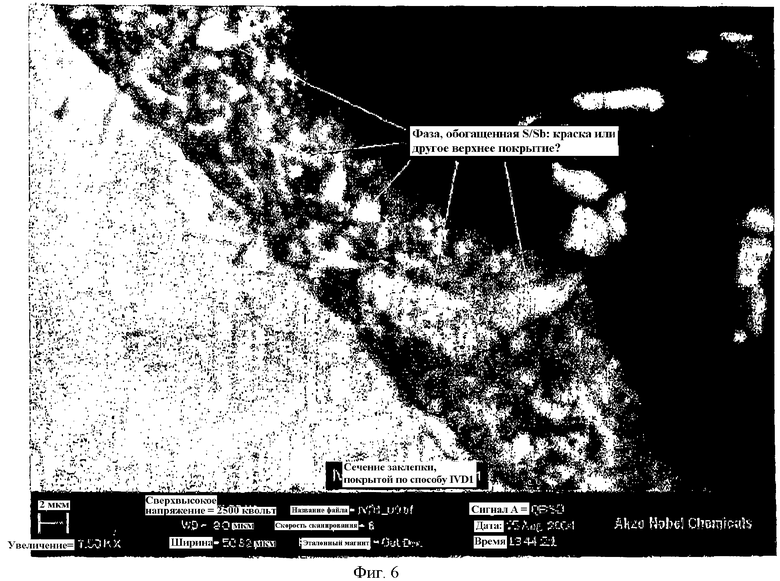
Фиг.6 является снимком сканирующей электронной микроскопии заклепки, покрытой по способу IVD.
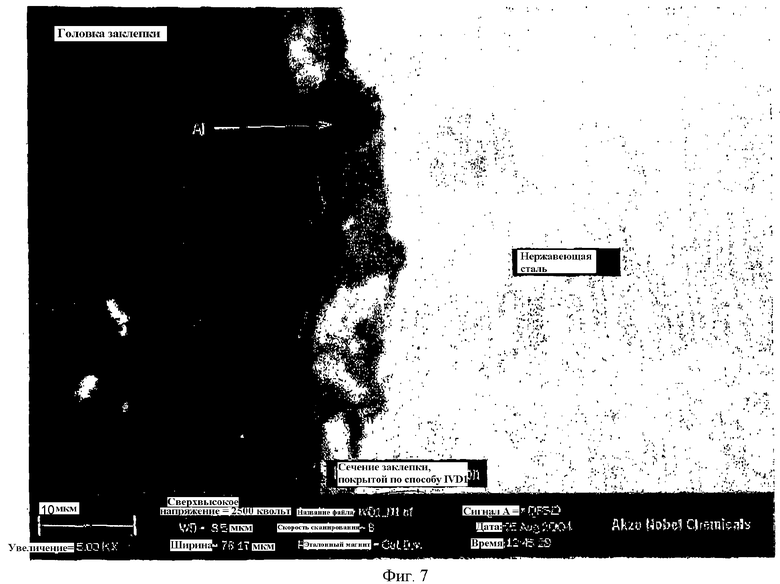
Фиг.7 является снимком сканирующей электронной микроскопии заклепки, покрытой алюминием по способу IVD.
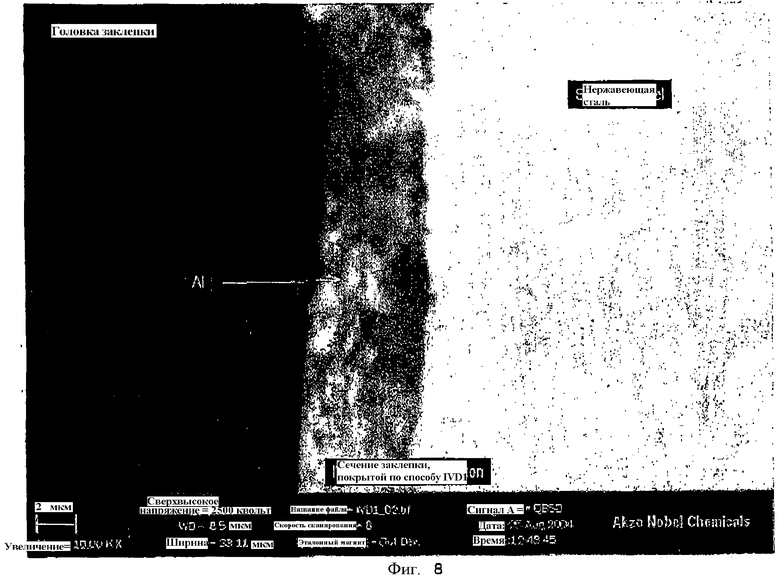
Фиг.8 является снимком сканирующей электронной микроскопии заклепки, покрытой алюминием по другому способу IVD.
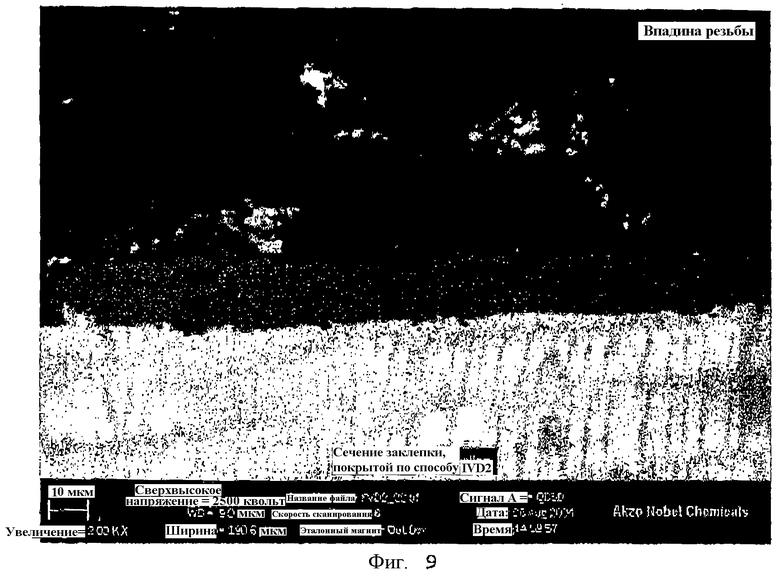
Фиг.9 является снимком сканирующей электронной микроскопии заклепки, покрытой алюминием по другому способу IVD.
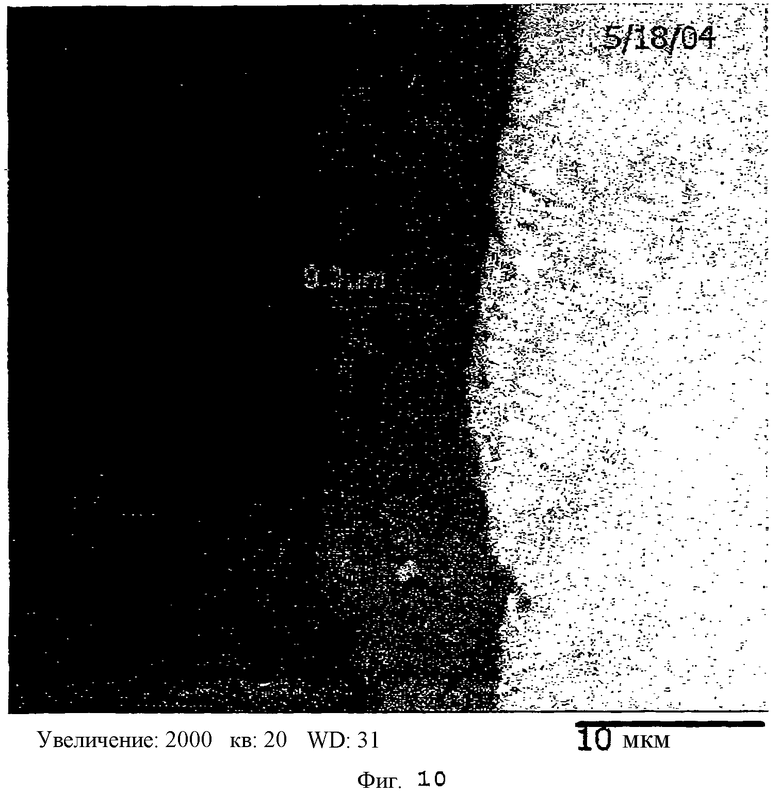
Фиг.10 является снимком сканирующей электронной микроскопии основы, покрытой по способу CVD, в соответствии с предпочтительным вариантом осуществления изобретения.
Подробное описание изобретения
Существенное преимущество варианта осуществления настоящего способа по сравнению с не-CVD альтернативами состоит в том, что способ дает возможность эффективного покрытия сложных форм для мелких деталей и моделей, таких как отверстия, щели, границы, зубцы, впадины, ямки и извилины, благодаря природе диффузии предшественника в паровой фазе.
Способность основы выдерживать температуры до или выше температуры разложения предшественника является функцией состава покрываемой основы. Подходящие основы могут быть сделаны из самых разных материалов, в том числе (без ограничений) чистых металлов, таких как железо, медь и алюминий, металлических сплавов и модификаций, таких как сталь, бронза и тому подобное, и их гибридов или композитных материалов. Другие подходящие основы включают полимерные материалы с широким диапазоном функциональных групп, такие как политетрафторэтилен, нейлон, полиалкиламиды, полиарамиды, полиолефины, сложные полиэфиры и им подобные.
В одном варианте осуществления ряд основ с модифицированной поверхностью может быть покрыт желаемым металлом. Они включают органические, неорганические и гибридные составы, которым изменение поверхности, такое как химическое осаждение металла, закаливание, отверждение или любой подходящий способ, придает желаемую способность выдерживать температуры поверхности, равные или превышающие температуру разложения предшественника.
В одном предпочтительном варианте осуществления в процессе на основу осаждается металлический слой, причем металлический слой формируется составом из металлсодержащего предшественника в паровой фазе, содержащей жидкость, причем температуры основы и паровой фазы регулируются так, что паровая фаза, содержащая жидкость, имеет температуру ниже температуры разложения предшественника в транспортном объеме, а металлическая основа имеет температуру выше температуры разложения предшественника в течение всего процесса осаждения. Соотношение между температурами может быть представлено следующим уравнением:
Tпар<Tразложения ≤ Тосновы ,
где Tпар является температурой пара в транспортном объеме, Tразложения является температурой разложения предшественника, а Tосновы является температурой на поверхности основы, которая должна быть покрыта.
На фиг.3 показан увеличенный вид покрытой основы в реакционном сосуде. Транспортный объем (301) может быть пространством внутри сосуда, состоящим из любого подходящего материала, включая, по существу, прозрачный материал, такой как стекло PYREX, так чтобы за реакцией можно было наблюдать. Основа (300) находится внутри реакционного сосуда, и осажденная металлическая пленка (310) закреплена на поверхности основы. Для поддержания температуры основы выше температуры осаждения предшественника может применяться любое подходящее средство (313) нагрева. Транспортная среда (330) показана здесь с материалом предшественника (340) на уровне, близком к насыщению в транспортной среде (330). Температуры транспортной среды (330) в транспортном объеме и основы (300) могут быть измерены любым подходящим средством, таким как термопара (350).
В предпочтительном варианте осуществления температуру предшественника в транспортном объеме измеряют напрямую. Температуру измеряют термопарой, термодатчиком или другим подходящим средством прямо в транспортном объеме, в отличие от измерения температуры на линии подачи предшественника. Прямое измерение температуры в транспортном объеме может позволить прямое и точное регулирование температуры предшественника в транспортном объеме, в отличие от неточного косвенного регулирования через постоянные технологические параметры, такие как постоянное индукционное напряжение или постоянный расход предшественника. В другом предпочтительном варианте осуществления прямое измерение температуры предшественника в транспортном объеме может регулироваться с точностью ±10°C, более предпочтительно ±5°C. Такая точная регулировка температуры предшественника в транспортном объеме может привести к улучшенному качеству покрытия, меньшему браку и более толстым покрытиям. Без точного регулирования температуры могут произойти большие изменения температуры. Если температура становится слишком высокой, предшественник может стать нестабильным, что возможно приведет к образованию примесей в покрытии, таких как пыль тонкодисперсных частиц металла. Если температура слишком низкая, то может неблагоприятным образом измениться кинетика осаждения, что может привести к нежелательным эффектам, таким как слияние жидкости.
В отдельном варианте предпочтительного осуществления металлическое покрытие содержит алюминий, а транспортная среда является паром. Оптимальные диапазоны температуры изменяются в соответствии с предшественником алкилметаллом(ами), применяемым(и) в качестве источника алюминия. Температурный диапазон для основы(основ) может поддерживаться от примерно 270°C до примерно 400°C с помощью энергии индукции или микроволн, причем диапазон температур основы для триэтилалюминия (TEAL) и смесей TEAL и диэтилалюминийгидрида (DEAL-H) составляет от примерно 290°C до примерно 360°C. Температуры пара для этих предшественников могут меняться от примерно 180°C до примерно 280°C при предпочтительном диапазоне от примерно 220°C до примерно 235°C. Для триизобутилалюминия (TIBAL) и диизобутилалюминийгидрида (DIBAL-H) температуры основы и пара будут ниже из-за более низкой температуры разложения этих предшественников. Температуры основы для чистого TIBAL или DIBAL-H могут быть от примерно 210°C и до примерно 350°C, причем предпочтительный диапазон этого температурного параметра составляет от примерно 290°C до примерно 330°C. Температуру пара в реакционном пространстве следует регулировать от примерно 180°C до примерно 270°C, чтобы обеспечить высококачественные слои, причем предпочтительный интервал измеряется от примерно 185°C до примерно 260°C.
Обычно желательна предварительная обработка основы, особенно если она сделана из металла, моющим средством, например обычным раствором мыла и воды, с последующей промывкой, например, ацетоном, чтобы высушить основу. Удаление отложений и/или слоев окислов с металлических основ такими средствами, как пескоструйная обработка, также желательно. Было также определено, что определенные тонкие химические покрытия, добавленные, чтобы не допустить случайного окисления до нанесения покрытия, не мешают образованию высококачественных адгезионных слоев.
Чтобы повлиять на разложение предшественников, может использоваться ряд способов нагрева верхнего слоя основы. В предпочтительном варианте осуществления применяется косвенный "неконтактный" способ нагрева, при котором нагрев основы вызывается электромагнитной индукцией или излучением микроволновой, УФ- или ИК-энергии. В альтернативном варианте осуществления было обнаружено, что способ индукционного нагрева, например, электромагнитной индукцией является привлекательным средством нагрева основы путем индуцирования электрического тока внутри основы для получения тепла.
В предпочтительном варианте осуществления основа на стадии металлизации окружена подходящей транспортной средой, содержащей предшественник. Предпочтительные транспортные среды включают, по существу, насыщенный пар, содержащий капли жидкости, или ненасыщенный пар, содержащий капли жидкости. Особенно предпочтительная транспортная среда включает равновесную фазу газ/жидкость. Гомогенные и гетерогенные смеси, такие как растворы, эмульсии, дисперсии и суспензии, а также коллоидные и мицеллярные фазы также являются пригодными транспортными средами.
Помимо предшественников, транспортная среда может включать средства доставки предшественника, такие как инертные газы, растворители и т.д., а также продукты разложения, такие как насыщенные или ненасыщенные углеводороды, водород и другие летучие соединения. Смешанные и равновесные фазы могут включать любые или все вышеупомянутые компоненты. В предпочтительном варианте осуществления транспортная среда находится в паровой фазе, содержащей инертный газ, а предшественник является предшественником, содержащим алюминий, сосуществующим в жидкой и газовой фазах. В одном альтернативном варианте осуществления транспортная среда находится в равновесии газ/жидкая фаза. В другом альтернативном варианте осуществления транспортная среда является паровой фазой.
В варианте осуществления, где предшественник является жидкостью, он может быть введен, например, путем прямого впрыскивания в зону реакции и, таким образом, затем испаряться посредством нагревания деталей. При желании жидкий предшественник может быть введен в реакционную зону в виде мелкокапельного спрея и испаряться посредством нагревания деталей. Предпочтительно жидкий предшественник испаряется теплом от нагретой основы, хотя жидкость еще присутствует в транспортном объеме. В некоторых вариантах осуществления насыщенный пар предшественника может впрыскиваться в реакционную зону из внешнего испарителя, такого как выпарной аппарат с падающей пленкой жидкости, пленочный испаритель или нагретый бойлер.
Одним фактором, который способствует образованию чистых, плотных, гладких металлических слоев, является достижение надлежащего регулирования температуры как основы, так и транспортной среды в транспортном объеме. Это может быть выполнено несколькими разными путями. Например, основа может быть нагрета до желаемой температуры реакции, и мелкокапельный спрей реакционноспособного предшественника (напр., алюминийалкила) может быть введен непосредственно на горячую основу(ы). Температуру основы можно регулировать изменением силы индукции, а температуру пара транспортной среды можно регулировать в транспортном объеме путем подбора расхода любого инертного газа, который используется для засасывания композиции предшественника. При высоких расходах газа среднее время пребывания реакционноспособных газов будет низким, и, следовательно, средняя температура отходящего газа также будет низкой. Дополнительное регулирование температур основы и транспортной среды может быть произведено путем изменения концентрации предшественника, подаваемого в процесс.
На фиг.6-10 показаны снимки сканирующей электронной микроскопии объектов, покрытых по разным способам. На фигурах 6-9 показаны объекты, покрытые способом IVD. На фиг.10 показан снимок сканирующей электронной микроскопии для предпочтительного варианта осуществления изобретения, и он демонстрирует однородное, относительно чистое покрытие.
Эффективность реакции можно повысить или понизить в зависимости от количества предшественника, поданного в процесс. Выходящий предшественник можно сконденсировать отдельно от потока отходящего газа и возвратить в процесс без отрицательного эффекта. Более высоких эффективностей можно ожидать при пониженных скоростях потока газа, что увеличит время пребывания горячих реакционноспособных газов в реакционной зоне. Если транспортная среда является паром, снижение потока газа также будет иметь эффектом повышение температуры пара, что дает возможность легкого регулирования температуры пара в пределах оптимального диапазона для металлсодержащего предшественника. Другим средством регулирования температуры пара в транспортном объеме будет регулирование температуры инертного газа, подаваемого в реакционный сосуд, или замена части или всего газа-носителя в паре путем подачи металлсодержащего предшественника в систему в виде раствора в летучем растворителе. Контакт между горячей основой и раствором предшественника произведет быстрое испарение раствора с последующим распылением предшественника. Изменение концентрации предшественника в этом растворе имеет эффектом регулирование температуры отходящего газа. Для регулирования температуры пара в транспортном объеме может также применяться комбинация этих методов.
При реализации способа было обнаружено, что очень желательно регулировать технологические условия таким образом, чтобы регулировать скорость осаждения и качество получаемого слоя. Скорость осаждения зависит, главным образом, от регулирования температуры основы, тогда как качество слоя больше является функцией температуры транспортных сред и сохранения условий насыщения предшественником. В предпочтительном варианте осуществления избыток предшественника удерживается внутри реакционной зоны во время активного осаждения. Путем динамического измерения скорости газообразного побочного продукта, образованного в реакции разложения, можно рассчитать скорость расходования предшественника из-за разложения. Таким образом, скорость впрыска предшественника может быть изменена так, чтобы в реакционной зоне все время находился известный избыток реагента. Эта процедура позволяет реализовывать оптимальные условия осаждения для получения высококачественных слоев при регулируемых скоростях осаждения.
Оптимальное регулирование процесса для достижения лучших результатов может быть произведено путем моделирования системы, так чтобы все важные входные переменные, которые могут регулироваться напрямую, использовались для расчета совокупности выходных переменных, про которые известно, что они дают высококачественные слои при предсказуемых скоростях осаждения. Входные переменные модели включают (1) полную площадь поверхности основы, которая должна быть покрыта, (2) намеченную температуру основы, (3) внутренний объем реакционного сосуда, (4) скорость впрыска инертного газа в реактор, (5) начальную температуру инертного газа и (6) скорость впрыска предшественника при разрежении. Выходные переменные модели включают (1) скорость осаждения, (2) температуру транспортной среды в транспортном объеме и (3) скорость, при которой побочный газ образуется в реакции разложения. В одном варианте осуществления температура основы регулируется в первую очередь изменением мощности индукции до и во время осаждения. Температура транспортной среды может регулироваться путем подбора объемного расхода инертного газа, используемого для откачки алкилметалла, и путем изменения температуры инертного газа. При высоких скоростях потока газа среднее время пребывания реакционноспособных газов ниже и, следовательно, средняя температура отходящего газа низкая. Средняя температура отходящего газа может быть изменена, кроме того, путем понижения или повышения температуры инертного газа, так что при осаждении достигаются оптимальные по температуре условия пара. Средняя температура отходящего газа также является функцией полной площади поверхности нагретых деталей в реакционной зоне. Наконец, скорость впрыска предшественника в реакционную зону имеет существенное влияние на равновесную температуру транспортной среды внутри реактора, причем модель предсказывает более высокие температуры транспортной среды для более высоких скоростей впрыска предшественника.
В предпочтительном варианте осуществления оптимальное качество осаждения металла получается при использовании транспортных сред, которые насыщены или близки к насыщению предшественником (например, алюминийалкилом). Худшее качество, более темные слои обычно наблюдаются, когда система более обеднена реагентом-предшественником. Это можно визуально наблюдать в реакторе, где происходит осаждение. Когда стенки колбы сухие, в транспортных средах присутствует недостаточно предшественника. Далее осаждаемый на основе слой может выглядеть тусклым. Присутствие тонкого слоя жидкости на стенках реактора может указывать, что в транспортных средах имеется достаточно предшественника для достижения насыщенных или близких к насыщенным условий. Хотя предпочтительный вариант осуществления действует в условиях насыщения, большое избыточное количество предшественника в транспортных средах может быть вредным. Это условие приводит к худшему регулированию температуры основы и транспортной среды, худшему качеству металлических слоев на деталях и образованию темной металлической пыли.
Качество металлических слоев, полученных по настоящему способу, может быть сложной функцией температур основы и пара, концентрации предшественника в паре и способа, каким реагент контактирует с горячей основой. Нежелательной неоднородной и грубой поверхности можно избежать или свести к минимуму, уменьшая размер капель, контактирующих с горячими поверхностями, или путем введения насыщенного потока пара предшественника над и по всей основе, когда пар контактирует с основой. Регулирование температуры пара в реакторе может поддерживаться путем кондиционирования циркулирующего потока пара через теплообменник из стойкого материала, тогда как новая жидкость испаряется в поток пара, чтобы компенсировать потери из-за осаждения или потери в отходящий газ.
В предпочтительном варианте осуществления процесс металлизации дает желаемый металлический слой, когда температура транспортной среды поддерживается по меньшей мере на один градус ниже температуры разложения предшественника. Предпочтительные температуры транспортной среды в реакторе таковы, что разложение предшественника происходит только на поверхности основы.
В другом предпочтительном варианте осуществления процесс осаждения металла включает взаимодействие и контроль за рядом технологических параметров. Должны отслеживаться и регулироваться температуры как основы, так и среды, содержащей предшественник, чтобы первая оставалась выше последней в течение процесса. Кроме того, степень насыщения транспортной среды предшественником должна быть достаточно высокой, а температура транспортной среды, содержащей предшественник, должна быть достаточно низкой, чтобы не превысить температуру стабильности транспортной среды. Превышение температуры стабильности пара может вызвать начало преждевременного разложения предшественника, что приведет к образованию пыли и низкому качеству осажденного слоя.
Одной из улучшенных характеристик способа металлизации, описанного в варианте осуществления настоящего изобретения, является представление о независимом регулировании температуры основы и температуры транспортной среды в транспортном объеме. В одном варианте осуществления температура транспортной среды в транспортном объеме может регулироваться избирательно, подбирая концентрацию предшественника в транспортной среде путем намеренного разбавления в инертном газе или других компонентах транспортной среды, путем регулирования скорости подачи или добавлением внешних управляющих агентов, таких как нереакционноспособные жидкости или газы.
Предшественники, выходящие из зоны реакции, могут быть сконденсированы и отделены от газообразных побочных продуктов, причем сконденсированный предшественник возвращают в процесс, чтобы сохранить полуколичественную степень превращения металла предшественника в металлический металл, осажденный на деталях. При желании выделяющиеся побочные газы могут быть выведены из реакционной камеры.
Давление пара в системе может сохраняться на уровне давлений, приблизительно равных, выше или ниже одной атмосферы.
Давление внутри камеры может меняться импульсно для улучшения массопереноса и также для улучшения "кроющей способности" процесса осаждения алюминия в отверстиях, каналах, углублениях или других зонах, куда доступ пара может быть ограничен.
При желании тепловая мощность, как тепловая мощность, обеспечиваемая индукционной катушкой, может включаться и выключаться импульсами или меняться иным образом, чтобы повлиять на свойства покрытия во время процесса осаждения. Аналогично такие свойства, как толщина осажденного металла, могут регулироваться путем изменения температуры основы и временем пребывания основы в зоне осаждения.
Варианты осуществления изобретения могут применяться для использования в периодических, полупериодических, непрерывных и полунепрерывных операциях. В аппаратуру процесса и технологические условия могут быть внесены изменения, так чтобы слои высококачественного алюминия и других металлов могли быть осаждены на порошки, детали размеров от мелкого до среднего, проволоку, трубы, листовой металл и более крупные крепежные детали со сложной геометрией.
На фиг.1 изображено предпочтительное выполнение аппарата для получения основы с осажденной на ней тонкой пленкой металла, например алюминия. Основной реакторный блок включает ротационную осадительную установку (100), стеклянный (из стекла PYREX) реакционный сосуд (101) с отражателями, распылительный зонд (102), зонды (103) и (104) для измерения температур основы и транспортных сред, конденсатор (116), оборудованный холодильной установкой (117), и приемник (118) конденсата. Жидкий предшественник подается в реакционный сосуд из находящегося под давлением питающего цилиндра (105) через установку (106A) и (106B) регулирования жидкого потока и в распылительный зонд (102). Инертный аспирационный газ подается из герметичной системы подачи в распылительный зонд (102) через контроллер (107) расхода газа. Основы в виде мелких деталей (115), введенные в реакционный сосуд, нагревают посредством поля электромагнитной индукции, образованного источником (111) питания индуктивной энергии, дистанционная тепловая станция (112) и индукционная катушка (113) располагаются непосредственно под вращающимся сосудом. Отходящие газы из реакционного сосуда проходят через конденсатор (116) в брызгоуловитель (119). Жидкий предшественник, который сливается в брызгоуловителе, собирается в приемнике (120) для повторного использования. Скорость потока газа, образованного в системе, измеряют расходомером (108) и суммируют в объемном газомере (109) перед тем, как газы покинут систему через вентиляционную линию (110).
В таблице 1A показаны приблизительные интервалы для условий, существующих в некоторых вариантах осуществления изобретения. В таблице 1B показаны приблизительные интервалы коррозионных характеристик алюминиевых покрытий различной толщины, измеренных по методу испытаний в соответствии со стандартом ASTM B-117. На нижнем конце интервала "длительности эксперимента", обозначенном в таблицах как 0 минут, эксперименты могут быть проведены в течение секунд. Следует понимать, что эти описанные диапазоны и конечные результаты не являются ограничивающими и что на практике возможно осуществить вариант воплощения вне диапазонов, даваемых в таблице 1A.
>2000
Следующие примеры иллюстрируют некоторые неограничивающие варианты осуществления настоящего изобретения. В таблице 2 сведены условия следующих примеров.
Пример 1
Шестьсот двадцать зазубренных болтов M6 с шестигранной головкой, весящих в целом 5055 г и имеющих полную площадь поверхности 7576 см2, помещали в 10-литровый цилиндрический реакционный сосуд (101) с отражателями, показанный на фиг.1. Болты были тщательно очищены и высушены, чтобы удалить посторонние масла, и были обработаны стеклянными шариками для удаления отложений и окислов. Реакционный сосуд (101) был укреплен на вращающейся осадительной системе (100), и систему тщательно продували азотом для удаления остаточного кислорода через аспирационный зонд (102). Реакционная система была снабжена термопарами TC1 (103) для измерения температуры деталей и TC2(104) для измерения температуры пара.
До начала эксперимента жидкий триизобутилалюминий (TIBAL) из питающего цилиндра (105) был установлен на подачу в зону реакции при начальной скорости 19,5 г в минуту в виде тонкого тумана через откалиброванный расходомер (106A) и регулятор расхода (106B). Распыление обеспечивалось коаксиальным аспирационным зондом (102), в который подавали 10 литров азота в минуту в качестве газа-носителя. Скорости потока газа регулировали и отслеживали газовым расходомером (107) и подтверждали объемным газомером (108) и вторым газовым расходомером (109), помещенным в вентиляционную линию (110). Нагрев болтов из углеродистой стали обеспечивался подачей (111) индукционной энергии от удаленной тепловой станции (112) и охлаждаемой водой медной индукционной катушки (113), расположенной сразу под реакционной зоной, для эффективной передачи энергии. Охлаждение электрической части и индукционной катушки обеспечивалось рециркуляционной холодильной установкой (114).
Реакционный сосуд вращался целиком со скоростью приблизительно 15 об/мин, чтобы обеспечить эффективное перемешивание деталей во время осаждения. Детали (115) нагревали до температуры 298-312°C в течение четырех минут, пока не было достигнуто тепловое равновесие, как показано на фиг.4. В этой точке реакция инициировалась путем всасывания жидкого TIBAL в реакционный сосуд со скоростью 19,5 г в минуту в виде тонкого тумана. Не позднее 30-40 секунд после того, как туман проконтактировал с горячими деталями, наблюдали, что детали покрылись светло-серебристым однородным блестящим слоем алюминия. Температуры деталей и пара удерживали строго в пределах 272-312°C и 192-215°C соответственно, подбирая индукционное напряжение электропитания. Фиг.4 показывает, что перепад температур между температурой пара и деталей в транспортном объеме сохранялся на весь период активного осаждения, тогда как температура пара в транспортном объеме удерживалась ниже температуры разложения предшественника в транспортном объеме.
Газы и остаточный алюминийалкил в паре, отходящие из реакционной зоны, проходили через стеклянный переходник (116) и охлаждаемую систему (117) конденсирования холодного масла. Остаточный алюминийалкил в паре конденсировали и собирали в стеклянном приемнике (118). Газы, выходящие из конденсатора, проходили затем через туманоуловитель (119) и ловушку (120), прежде чем пройти через газовый расходомер (109) и объемный газомер (108) в выпускную линию. Вскоре после того как TIBAL был введен в камеру, обнаружилось, что скорость потока газа через расходомер (109) увеличилась. Это может быть вызвано отчасти увеличением образования побочного, или "реакционного", газа при реакции разложения. Для контроля скорости осаждения и определения момента окончания реакции использовали дифференциальное увеличение объема реакционного газа.
Требуемая толщина осажденного алюминия была 15 мкм. Было обнаружено, что температура пара достигает максимума в 215°C в течение двадцати минут активного осаждения. Опалесцирующий серебристый вид, наблюдаемый в начале осаждения, сохранялся в течение всего эксперимента. В точке, когда было произведено заранее установленное количество реакционного газа (двадцать минут после начала впрыскивания), подачу TIBAL и индукционной энергии прекращали, и температурам системы позволяли падать при сохранении потока азота, равным 10 литрам в минуту. Некоторая дополнительная реакция наблюдалась в течение от двух до трех минут после прекращения нагрева.
Когда детали охладились ниже 250°C, дополнительной реакции не наблюдалось. В точке, когда температура деталей достигла 150°C, в систему через распылительную насадку вводили гептан. Получившийся пар гептана служил для охлаждения деталей и смывания остаточных форм алкилалюминия с поверхности деталей. Детали дважды промывали гептаном с последующей продувкой азотом для удаления остаточного гептана.
Рассчитанная (по увеличению веса) толщина алюминия на деталях равна 15,3 мкм. Рассчитанная скорость осаждения оказалась 0,76 мкм/мин при полной расчетной эффективности использования алюминия, равной 66% от количества TIBAL, поданного в течение эксперимента. Детали, исследованные под микроскопом, показали, что слои были нанесены однородно без каких-либо признаков расслоения или точечных дефектов.
Пример 2
Используя оборудование и методики, сходные с описанными в примере 1, в этом эксперименте поток аспирационного газа понижали до 5,5 л/мин, а температуре деталей позволяли достичь максимума в 315°C к концу эксперимента. Попыток удерживать температуру пара внутри транспортного объема ниже температуры разложения предшественника не делалось. Подачу TIBAL начали при 19 г/мин в течение первых тринадцати минут эксперимента. Не позднее тридцати секунд после введения TIBAL все детали принимали однородный серебристый вид. На восьмой минуте эксперимента и при температуре пара 232°C внутри сосуда впервые появился светло-серый туман. Детали начали терять свой опалесцирующий серебристый вид, но образования видимой пыли на стенках реактора не наблюдалось, и жидкий предшественник все еще присутствовал на стенке реактора. На тринадцатой минуте эксперимента скорость подачи TIBAL снижали до 11,5 г/мин. В течение следующих пяти минут детали становились темнее, и наблюдалось начало образования черной алюминиевой пыли и накапливание ее на стенке реактора. Избыточный жидкий предшественник начал исчезать со стенки реактора, и скорость реакционного газа быстро падала, что указывает на то, что реакция стала испытывать нехватку предшественника. В этой точке реакцию останавливали, как описано в примере 1. Алюминиевый слой, исследованный под микроскопом после эксперимента, был заметно темнее, более пористый и покрыт микроскопическими частицами черной пыли. На фиг.5 показаны дополнительные данные из этого эксперимента.
Пример 3
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент для определения условий, необходимых для образования высококачественных алюминиевых слоев, используя триэтилалюминий (TEAL) в качестве предшественника. Как показано в таблице 2, 222 детали с полной площадью поверхности в 3972 см2 нагревали до диапазона 322-366°C. TEAL подавали при 8-9 г/мин путем распыления в потоке азота со скоростью 6 л/мин. В этих условиях наблюдаемые температуры пара лежали в интервале 247-268°C. Вначале осаждение алюминия было матовым серебристым, но вскоре после этого наблюдалось образование черной пыли, собирающейся на стенках и на деталях. Незначительный избыток TEAL, если он вообще имелся, наблюдался в виде жидкой пленки на стенке колбы. Эксперимент прекращали через четырнадцать минут. Толщина слоя 8,0 мкм была рассчитана по увеличению веса при рассчитанной скорости осаждения 0,57 мкм/мин. При исследовании под микроскопом слои оказались совсем темными, пористыми и загрязненными пылью тонкодисперсных частиц металла. При натирании деталей латунной проволочной щеткой получилось значительное количество черного остатка, что указывает на хрупкое, низкокачественное покрытие. Обнаружено, что образцы деталей, помещенные в камеру солевого тумана в условиях, указанных в стандарте ASTM B-117, выходили из строя преждевременно по сравнению с другими образцами, покрытыми при сходной толщине, из экспериментов, дающих слои более высокого качества. В пределах 50 часов подвергания воздействию детали становились сильно корродированными и обнаруживали значительную белую коррозию на всех поверхностях. Повреждение из-за красной коррозии происходило не позднее 275 часов.
Пример 4
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент для корректировки проблем регулирования, возникших в примере 3 при применении TEAL в качестве предшественника. Во время этого эксперимента поток аспирационного газа повышали до 10 л/мин, а скорость впрыскивания повышали до 10 г/мин. Регулирование реакции было направлено на строгий контроль температуры пара в транспортном объеме при верхней контрольной точке в 230°C. Регулирование температуры деталей было вторичным, и в результате во время эксперимента наблюдались более низкие температуры. Скорость реакции контролировали путем измерения скорости, с которой образовывался реакционный газ. В этих условиях достигали высококачественного осаждения алюминия. Светло-серебристый слой присутствовал в течение всей реакции, и образования черной пыли не наблюдалось. Небольшое количество жидкости наблюдалось на стенках реакционного сосуда. Общая скорость осаждения была определена в 0,39 мкм/мин при эффективности использования предшественника 50%. Детали, исследованные под микроскопом, показали однородную плотность слоя без ямок или трещин в поверхности.
Пример 5
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент с использованием 400 деталей с полной площадью поверхности 5084 см2. Намеченная толщина слоя была 8 мкм. В течение первых четырех минут эксперимента впрыскивание TIBAL путем распыления удерживалось на высокой скорости 21 г/мин. Не позднее 40 секунд после того, как в камере обнаружился распыленный туман, все детали приняли светлый, опалесцирующий серебристый блеск, а на стенках колбы наблюдалась жидкость. В течение первых пяти минут эксперимента наблюдалась высокая скорость реакции, судя по скорости выделения реакционного газа. Одновременно наблюдалось повышение температуры пара в транспортном объеме с 193°C до 218°C. На шестой минуте скорость впрыска TIBAL понижали до 10 г/мин и удерживали на этой скорости до окончания эксперимента. Скорость образованного реакционного газа существенно снижалась, и температура пара начала медленно снижаться.
Ни в какой момент в эксперименте не наблюдали образования пыли, и детали сохраняли светло-серебристый цвет. Через 11,5 минут эксперимент прекращали. Рассчитанная толщина слоя 7,4 мкм хорошо согласуется с намеченной толщиной. Конечное качество слоя было оценено как высокое.
Пример 6
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент, чтобы получить высококачественный алюминиевый слой с намеченной толщиной приблизительно 10 мкм. Всего 450 деталей с площадью поверхности 4856 см2 были подвергнуты действию распыленного TIBAL при скорости подачи 10 г/мин с удержанием температуры деталей и пара в транспортном объеме в диапазоне 295-314°C и 158-198°C соответственно. Реакция протекала гладко с получением светло-серебристого алюминиевого слоя на деталях через шестнадцать минут продолжительности эксперимента. Детали, собранные после эксперимента, были высокого качества при рассчитанной толщине слоя 11,8 мкм. Детали, взятые из эксперимента, помещали в камеру солевого тумана в условиях, указанных в стандарте ASTM B-117, и обнаружилось, что они устойчивы к красной коррозии вплоть до 764 часов воздействия.
Пример 7
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент, чтобы получить высококачественный алюминиевый слой с намеченной толщиной приблизительно 4 мкм. Всего 600 деталей с полной площадью поверхности 6474 см2 было покрыто в условиях, сходных с условиями примера 6, но при длительности эксперимента всего шесть минут. Было найдено, что детали, собранные после эксперимента, имели рассчитанную толщину слоя 3,6 мкм. Детали, взятые из эксперимента, помещали в камеру солевого тумана в условиях, указанных в стандарте ASTM B-117, и наблюдалось, что они устойчивы к красной коррозии вплоть до 68 часов до повреждения.
Пример 8
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент, чтобы получить высококачественный алюминиевый слой с намеченной толщиной 8 мкм, используя загрузку из мелких деталей. Полную загрузку из 5000 г деталей M3 с расчетной полной площадью поверхности 16,234 см2 помещали в реакционный сосуд для нанесения покрытия. Считалось, что высококачественных алюминиевых слоев в этом эксперименте можно достичь, пока температуры пара в транспортном объеме могут удерживаться ниже 220°C в условиях насыщения пара. Чтобы осуществить это, могли бы потребоваться пониженные температуры деталей и пониженная скорость реакции. В течение двадцатиминутного эксперимента скорость роста слоя контролировалась в динамическом режиме путем наблюдения за скоростью образования реакционного газа. Первичным контролем реакции был контроль температуры пара, а температуре деталей позволяли установиться в более низком, чем нормально, диапазоне, начинающемся с 310°C и оканчивающемся 255°C. При использовании этого варианта регулирования реакции обнаружилось, что скорость выделения реакционного газа была относительно постоянной, а вид деталей был однородным светло-серебристым. Детали, собранные после эксперимента, анализировали и определили, что они достигли намеченной толщины слоя 8,0 мкм.
Пример 9
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент, чтобы получить высококачественный алюминиевый слой с намеченной толщиной 10 мкм. Полную загрузку в 3876 г с площадью поверхности 5985 см2 помещали в реакционный сосуд и покрывали при нормальных рабочих условиях. Было найдено, что детали, собранные после эксперимента, имели высокое качество при рассчитанной толщине слоя 11,5 мкм. Детали, взятые из эксперимента, помещали в камеру солевого тумана в условиях, указанных в стандарте ASTM B-117, и наблюдалось, что они устойчивы к красной коррозии вплоть до 764 часов воздействия только с незначительной белой коррозией и без красной коррозии.
Пример 10
Используя оборудование и методики, сходные с описанными в примере 1, был проведен эксперимент, чтобы получить высококачественный алюминиевый слой с намеченной толщиной 10 мкм, используя вводимый состав предшественника, состоящий из 2 весовых частей TIBAL и 1 части н-гептана. Скорость потока аспирационного газа увеличивали до 15 л/мин, а раствор TIBAL/гептан установили на впрыск при скорости 19 г TIBAL/минута. Эксперимент проходил нормально за некоторыми исключениями. Наблюдались конденсация и накопление в приемнике (118) большого объема жидкости. Появление гладкого, опалесцирующего светло-серебристого покрытия наблюдалось очень скоро после введения спрея TIBAL/гептан.
Температуры деталей и пара удерживались в пределах обычно разрешенных диапазонов, и эксперимент проходил гладко. Детали, взятые по окончании эксперимента, были однородно покрыты гладким светло-серебристым слоем алюминия. Скорость осаждения была 1,0 мкм/мин при рассчитанной толщине слоя 10,2 мкм. Детали, взятые из эксперимента, помещали в камеру солевого тумана в условиях, указанных в стандарте ASTM B-117, и наблюдалось, что они устойчивы к красной коррозии вплоть до 600 часов воздействия.
Пример 11
Используя оборудование, показанное на фиг.2, и методики, по существу, сходные с описанными в примере 1, был проведен эксперимент, использующий смесь три-н-бутилалюминия (TNBAL) и диэтилцинка (DEZ), с целью получения алюминий-цинкового сплава путем соосаждения. Смесь 44,7 г TNBAL (0,225 моль) и 1,07 г DEZ (0,0087 моль) получали впрыскиванием путем распыления через впрыскивающий зонд (202). Ротационная осадительная установка (200), оборудованная 2-литровым стеклянным реакционным сосудом (201) с отражателями, охлаждаемый конденсатор (213) и приемник (214) были соединены с вентиляционным сбросом, куда газы могли пройти из установки сначала через газовый расходомер (203) и объемный газомер (204). Две термопары, TC1 (211) и TC2 (212), были введены в реакционный сосуд для измерения температур деталей и пара соответственно.
Жидкий предшественник, содержащийся в находящейся под давлением бутыли (210), подавали в распылительную форсунку (202) через систему контроля расхода жидкости, состоящую из ротаметра (209) и игольчатого клапана (208). Азот, используемый как распылительный газ, подавали через игольчатый клапан с заранее установленной скоростью в 2 л/мин, как определено посредством (203) и (204). Всего 106 болтов M6 общим весом 864,4 г и площадью поверхности 1295 см2 помещали в реакционный сосуд. Азот, подаваемый через распылительную насадку, служил для очистки системы от воздуха в течение периода, когда детали были нагреты до 326°C, используя индукционный нагрев от системы индукционного энергопитания (205) и индукционную катушку (201). При этой температуре жидкий предшественник подавали в реакционный сосуд в виде мелкокапельного спрея при скорости 3,1 мл/мин. Температуру деталей удерживали в течение эксперимента в диапазоне 324-338°C, а температуры пара в транспортном объеме оказались составляющими 139-190°C. Вскоре после того, как наблюдались удары мелкокапельного спрея по деталям, стало видно образование серебристого слоя на деталях. Через 17,5 минут эксперимент прекращали и детали собирали после тщательной промывки гептаном. По весу было найдено, что на деталях отложилось всего 4,47 г алюминий-цинкового сплава, что дает расчетную толщину слоя приблизительно 12 мкм. Покрытие было на вид гладким и блестящим со слегка голубоватым серебристым цветом. Алюминий-цинковый слой оказался тверже и более гладким, чем покрытые сходным путем алитированные детали, что определено физическими и микроскопическими данными. Полная рассчитанная эффективность использования составила 73,7% в расчете на 44,0 г предшественника, введенного в течение эксперимента, и на вес алюминия и цинка, обнаруженного на деталях.
Пример 12
Используя оборудование, показанное на фиг.2, и методики, по существу, сходные с описанными в примере 1, был проведен эксперимент, использующий ди-н-бутилцинк (DNBZ), для целей демонстрации осаждения металлического цинка на детали из углеродистой стали. Всего 100 деталей M6 с площадью поверхности 1222 см2 помещали в 2-литровый реакционный сосуд (201) с отражателями. После того как воздух был вытеснен путем продувания газообразным азотом, детали нагревали до 203°C. Жидкий предшественник, DNBZ, подавали в реакционную зону с заранее установленной скоростью 1 г/мин в виде мелкокапельного тумана. Осаждения металлического цинка не наблюдалось до тех пор, пока не были достигнуты температура деталей около 275°C и температура пара 125°C. Осаждение продолжалось еще 14 минут при температурах деталей и пара, удерживаемых в интервале 262-290°C и 125-155°C соответственно; в этой точке реакцию прекращали, и детали собирали после тщательной промывки гептаном. Было обнаружено, что на деталях отложился тонкий, вязкий слой серовато-серебристого металлического цинка.
Хотя выше были описаны предпочтительные варианты осуществления изобретения, следует понимать, что данное изобретение ими не ограничивается, но может быть по-разному осуществлено на практике, не выходя за рамки следующей формулы изобретения. Следует принять во внимание, что различные модификации и альтернативы этим деталям понятны специалистам в данной области в свете общих идей описания.
°С мин-макс.
°С мин-макс.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОВЕРХНОСТИ ПОЛУПРОВОДНИКА ИЛИ ДИЭЛЕКТРИКА | 2010 |
|
RU2443799C2 |
| СПОСОБ НАНЕСЕНИЯ ДВУХКОМПОНЕНТНЫХ ХРОМ-АЛЮМИНИЕВЫХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОЛОСТИ ОХЛАЖДАЕМЫХ РАБОЧИХ ЛОПАТОК ГАЗОВЫХ ТУРБИН И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2520237C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО ПОКРЫТИЯ | 2006 |
|
RU2332524C1 |
| Способ нанесения износостойкого кобальт-хромового покрытия на подложки из алюминиевых сплавов | 2022 |
|
RU2791115C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ОСАЖДЕНИЕМ С ПОМОЩЬЮ DLI-MOCVD С ПОВТОРНЫМ ПРИМЕНЕНИЕМ СОЕДИНЕНИЯ-ПРЕДШЕСТВЕННИКА | 2016 |
|
RU2699126C1 |
| Способ нанесения антикоррозионного покрытия на детонирующий удлиненный заряд | 2016 |
|
RU2618044C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ, ПОДЛОЖКА (ВАРИАНТЫ), ПАРООБРАЗНЫЙ СОСТАВ ПОКРЫТИЯ | 1994 |
|
RU2138453C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО АЛЮМИНИЙ И ЦИРКОНИЙ, НА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2009 |
|
RU2487963C2 |
| Способ получения покрытий на основе МАХ-фазы состава TiAlN на керамике из нитрида титана | 2024 |
|
RU2831290C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2011 |
|
RU2579404C2 |
Изобретение относится к металлическим покрытиям, нанесенным путем химико-термического осаждения из паровой фазы, а также к продуктам и способам. Проводят транспортировку металлсодержащего предшественника в транспортной среде через камеру к основе при температуре в транспортном объеме меньшей температуры разложения металлсодержащего предшественника. Осаждение металлического слоя на основу проводят путем разложения на основе металлсодержащего предшественника. Температура у основы выше температуры разложения металлсодержащего предшественника. Температуру основы и температуру металлсодержащего предшественника в транспортном объеме измеряют напрямую. Скорость осаждения и качество указанного металлического слоя на указанной основе контролируют путем регулирования указанной температуры основы и температуры металлсодержащего предшественника в транспортном объеме при использовании транспортных сред, которые насыщены предшественником. Температуру регулируют между транспортными средами и основой и при поддержании для транспортных сред условий по меньшей мере близких к насыщению, при этом улучшается качество тонкой пленки из осажденного металла, а образование побочного продукта - металлической пыли - сильно снижено. 5 н. и 39 з.п. ф-лы, 2 табл., 10 ил.
| РОЙХ И.Л | |||
| и др | |||
| Нанесение защитных покрытий в вакууме | |||
| - М.: Машиностроение, 1976, с.64, с.9 | |||
| Устройство для нанесения покрытий из газовой фазы | 1989 |
|
SU1680800A1 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ В ПАРОВОЙ ФАЗЕ ДЛЯ УПЛОТНЕНИЯ ПОРИСТЫХ СУБСТРАТОВ, РАСПОЛОЖЕННЫХ КОЛЬЦЕОБРАЗНО ШТАБЕЛЯМИ | 1996 |
|
RU2167217C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1971 |
|
SU430195A1 |
| US 6136725 A, 24.10.2000 | |||
| WO 9953117 A, 21.10.1999. | |||

