Изобретение относится к области фрикционно-электромеханического нанесения покрытий на поверхности стальных и чугунных изделий и может быть использовано для повышения износостойкости деталей представляющих собой тела вращения при металлообработке.
Известны способы повышения износостойкости деталей (см. Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - Л.: Машиностроение - 1989 - 184 с. и Багмутов В.П., Паршев С.Н., Дудкина Н.Г., Захаров И.Н. Электромеханическая обработка: технологические и физические основы, свойства, реализация. - Новосибирск: Наука, 2003 - 318 с.) посредством их электромеханического упрочнения. В процессе обработки этим способом через зону контакта электрод-инструмента (ролика или пластины) проходит ток большой силы и низкого напряжения, вследствие чего на контактирующей поверхности изделия выделяется большое количество джоулева тепла, происходит высокоскоростной нагрев локального микрообъема поверхности с одновременным его пластическим деформированием и последующее интенсивное охлаждение за счет отвода тепла в глубь детали, что приводит к его упрочнению. Способ существенно изменяет физико-механические свойства поверхностного слоя изделий и позволяет повысить их служебные характеристики.
Однако этот способ не обеспечивает высокие противозадирные и антифрикционные свойства поверхностей, что иногда приводит к схватыванию поверхностных слоев деталей.
Известен способ фрикционной обработки стальных изделий (Патент №2008366, С23С 26/00. Опубл. 28.02.94. Бюл. №4. - принят за прототип) заключающийся в том, что натирание поверхности латунным прутком осуществляют поступательным перемещением прутка под углом к поверхности со скоростью 1,0-1,5 м/с под давлением 20-30 кгс/мм2 с одновременным наложением ультразвуковых колебаний частотой 18-20 кГц и амплитудой 50-70 мкм. Этот способ повышает триботехнические показатели за счет более полного заполнения полостей, устьев микротрещин и углублений микронеровностей присадочным материалом. Однако при таком способе обработки структура поверхностного слоя не изменяется и износостойкость поверхности повышается лишь частично.
Наиболее близким к предлагаемому изобретению является способ обработки стальных и чугунных поверхностей изделий (Патент №2193606, С23С 24/02. Опубл. 27.11.02. Бюл. №33), заключающийся в том, что одновременно друг за другом сначала осуществляется натирание рабочей поверхности изделия до слоя толщиной 9 мкм одним электрод-инструментом, изготовленным из меди и ее сплавов, затем производят электромеханическое упрочнение этой поверхности другим электрод-инструментом, изготовленным из твердого сплава, со скоростью 0,1-0,2 м/с при давлении 10 МПа и плотности тока 110 А/мм2, причем оба электрод-инструмента с изделием образуют общую рабочую электрическую цепь.
Данный способ позволяет повысить износостойкость и противозадирные свойства обработанных поверхностей. Однако он отличается низкой производительностью, невысокой стабильностью процесса нанесения антифрикционного плакирующего покрытия на поверхности изделий и, следовательно, небольшим повышением износостойкости.
Достигаемый технический результат по заявленному изобретению - дальнейшее повышение износостойкости обработанной поверхности детали и производительности процесса обработки путем дополнительного принудительного нанесения антифрикционного плакирующего слоя равномерно по всей рабочей площади поверхности изделия за счет лучшего заполнения микровпадин исходного поверхностного слоя и последующего его "завальцовывания" твердосплавным электрод-инструментом.
Указанный технический результат достигается за счет того, что натирание осуществляют до слоя, толщиной 50 мкм электрод-инструментом из меди или ее сплавов, расположенным выше оси вращения детали с одновременным наложением на него ультразвуковых колебаний частотой 10-15 кГц и амплитудой 30-40 мкм, а электромеханическое упрочнение осуществляют другим твердосплавным электрод-инструментом со скоростью 0,3-0,4 м/с и плотностью тока 150-250 А/мм.
На чертеже представлена упрощенная схема фрикционно-электромеханической обработки изделия, поясняющая данный способ.
К вращающейся детали 1 с усилиями P1 и P2 прижимаются твердосплавный (упрочняющий) 2 и легирующий (натирающий) 3 инструменты. Натирающий инструмент располагается выше оси вращения на высоте Н и к нему прикладываются ультразвуковые колебания, после чего по рабочей цепи пропускается электрический ток. Дополнительной наложение ультразвуковых колебаний на натирающий электрод-инструмент обеспечивает сокращение времени насыщения легирующими элементами обрабатываемого поверхностного слоя за счет увеличения энергии отрыва частиц натирающего антифрикционного материала с поверхности инструмента, при этом увеличивается скорость внедрения плакирующего слоя в обрабатываемую поверхность, что позволяет повысить производительность и качество процесса. Кроме того ультразвуковые колебания дополнительно разрушают окисную пленку поверхностного слоя детали и создают благоприятные сжимающие напряжения в зоне контакта с поверхностью, что способствует более эффективному заполнению легирующим материалом микровпадин исходной поверхности изделия, обеспечивая более качественный микрорельеф поверхностного слоя детали, равномерную толщину плакирующего антифрикционного покрытия на изделии, а также сокращение электрических потерь за счет улучшения контакта между легирующим электрод-инструментом и деталью.
Расположение легирующего инструмента выше оси вращения детали на величину h, которое зависит от размеров детали и легирующего прутка, способствует более лучшему отделению легирующего материала от электрод-инструмента за счет улучшения использования энергии сдвига при ультразвуковых колебаниях.
Оптимальность указанных режимов фрикционно-электромеханической обработки определяется необходимым для легирования временем взаимодействия легирующих элементов с обрабатываемой поверхностью для получения требуемой концентрации легирующих элементов и проникновением этих элементов на нужную глубину с высокой скоростью, и упрочнением натираемой поверхности с созданием необходимых напряжений сжатия.
При частоте ультразвуковых колебаний менее 10-15 кГц и амплитуде менее 30-40 мкм степень деформации недостаточна для эффективного проникновения легирующего материала в микронеровности, что уменьшает толщину наносимой сервовидной пленки. Увеличение указанных параметров приводит к выгоранию легирующих элементов вследствие возникновения искр от прохождения тока между натирающим инструментом и поверхностью детали.
Уменьшение плотности тока на упрочняющем электрод-инструменте при указанных соотношениях остальных параметров не позволяет изменять структуру железоуглеродистой поверхности на необходимую глубину. Повышение плотности тока более 250 А/мм2 приводит к оплавлению поверхности, что снижает качество поверхности и ее износостойкость.
Увеличение скорости обработки более 0,4 м/с сокращает время взаимодействия электрод-инструментов с поверхностью детали, что приводит к уменьшению толщины натираемого слоя и к снижению глубины упрочненной зоны. Уменьшение скорости обработки менее 0,3 м/с увеличивает время взаимодействия инструментов с поверхностью деталей, что приводит к перегреву и оплавлению упрочняемой поверхности, снижает производительность обработки.
Таким образом при обработке рабочих поверхностей стальных и чугунных изделий по предлагаемому способу повышается производительность процесса, создается качественный стабильный модифицированный микрорельеф - упрочненная электромеханическим способом структура с высокой микротвердостью и участками с нанесенным антифрикционным покрытием, способствующие повышению износостойкости поверхностей и увеличению нагрузки на трущиеся детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2193606C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2247173C2 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2011 |
|
RU2484180C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
Изобретение может быть использовано в области металлообработки. Поверхностный рабочий слой детали натирают электрод-инструментом из меди или ее сплавов. Далее осуществляют его последующее электромеханическое упрочнение твердосплавным электрод-инструментом с образованием инструментами и деталью общей рабочей электрической цепи. Натирание осуществляют до слоя заданной толщины электрод-инструментом, расположенным выше оси вращения детали с одновременным наложением на него ультразвуковых колебаний с заданными частотой и амплитудой. А электромеханическое упрочнение осуществляют с определенными скоростью и плотностью тока. Повышается износостойкость деталей машин, представляющих собой тела вращения. 1 ил.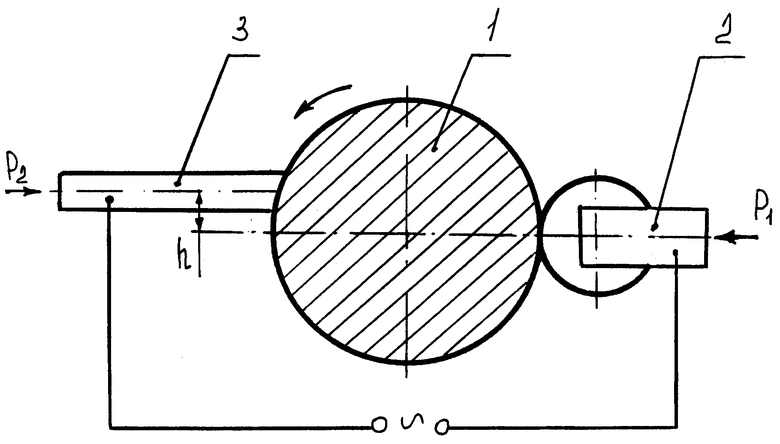
Способ поверхностной обработки стальных и чугунных изделий, включающий натирание поверхностного рабочего слоя электрод-инструментом из меди или ее сплавов и его последующее электромеханическое упрочнение твердосплавным электрод-инструментом с образованием инструментами и деталью общей рабочей электрической цепи, отличающийся тем, что натирание осуществляют до слоя толщиной 50 мкм электрод-инструментом, расположенным выше оси вращения детали с одновременным наложением на него ультразвуковых колебаний частотой 10-15 кГц и амплитудой 30-40 мкм, а электромеханическое упрочнение осуществляют со скоростью 0,3-0,4 м/с и плотностью тока 150-250 А/мм2.
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ И ЧУГУННЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 2000 |
|
RU2193606C2 |
| Способ восстановления цилиндрических длинномерных изделий | 1989 |
|
SU1764968A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛИ | 1995 |
|
RU2095225C1 |
| СПОСОБ ФРИКЦИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2008366C1 |
| DE 3725024 А, 09.02.1989. | |||

