Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для непрерывного формования композиционных материалов.
Цель изобретения - повышение качества композиционных материалов за счетсии- жения внутренних напряжений.
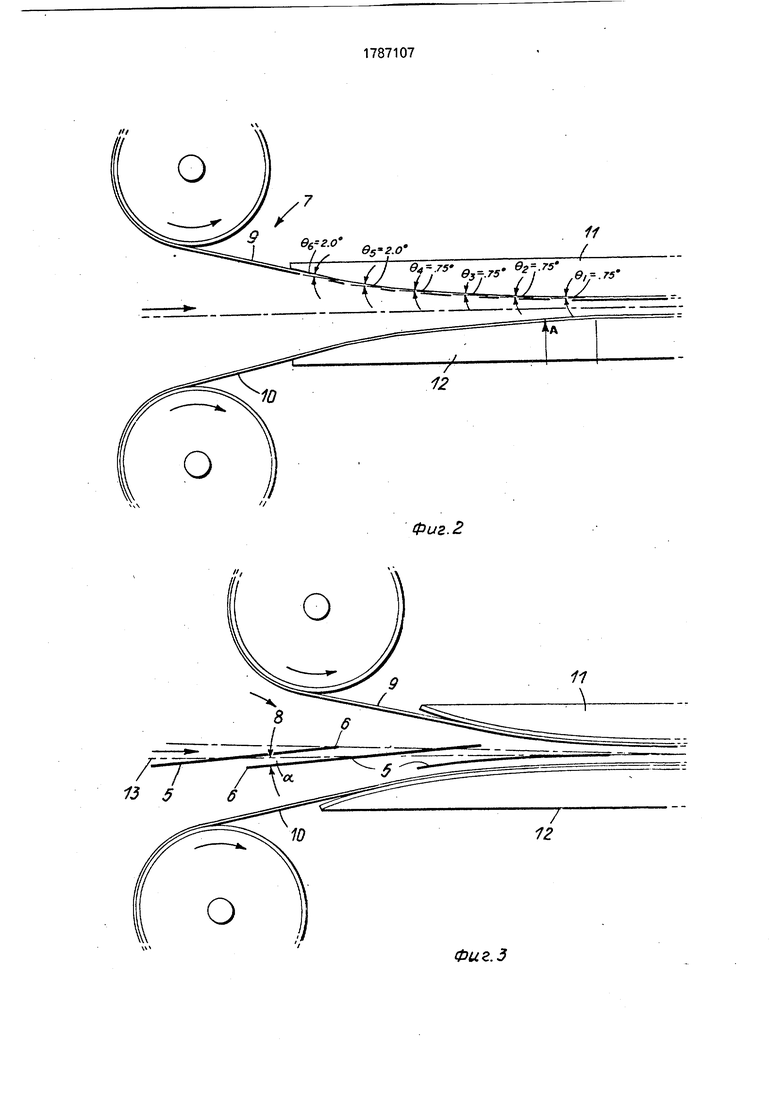
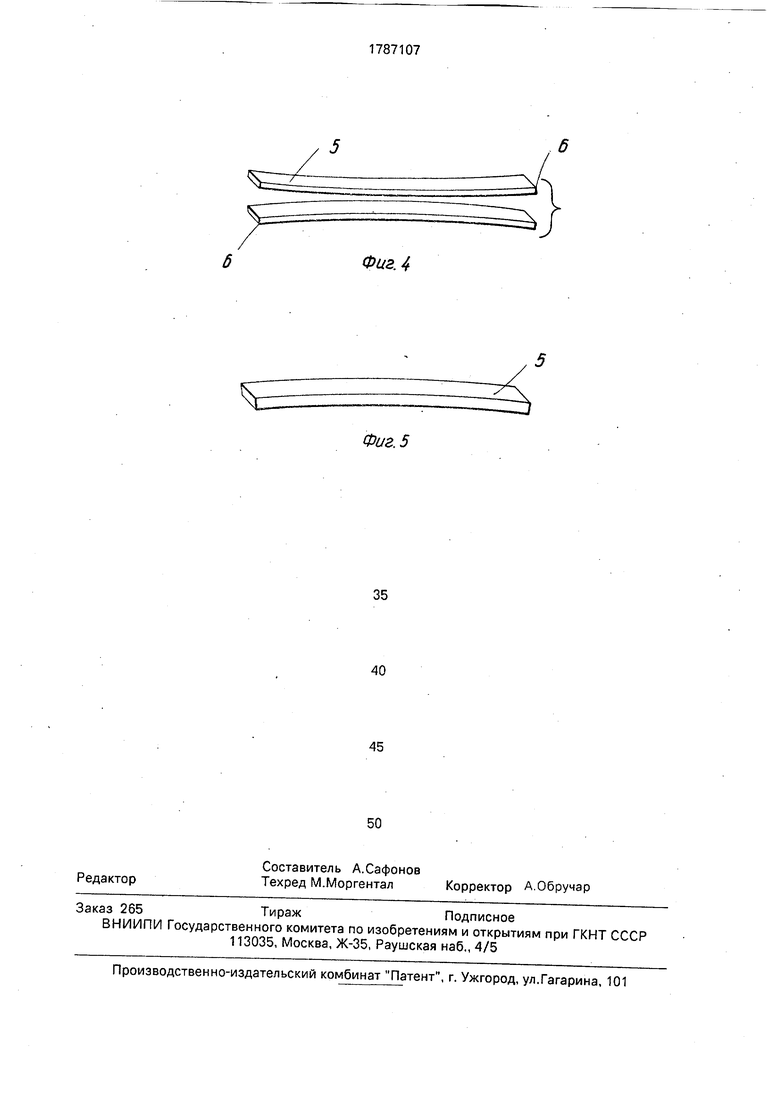
На фиг. 1 изображена схема устройства для непрерывного формования композиционных материалов, вид сбоку; на фиг. 2 - то же, момент непрерывного формования; на фиг. 3 - то же, с наложением концом удлиненных частиц; на фиг. 4 - схема образца известного композиционного материала; на фиг. 5 - схема образца композиционного материала из удлиненных частиц с наложением их концов.
Устройство для непрерывного формования композиционных материалов включает смонтированные на основании 1 узлы формования 2 и транспортировки 3 ковра 4 из удлиненных частиц 5, уложенных параллельно с хаотическим перекрещиванием их концов 6, узел прессования 7 удлиненных частиц 5 с их нагревом, при этом узел прессования 7 имеет зону уплотнения 8 с верхним 9 и нижним 10 по ходу процесса участками и верхними 11 и нижними 12 противостоящими направляющими, при этом удлиненные частицы 5 имеют возможность перемещения относительно друг друга во время прессования в верхнем участке 9, но не имеют возможности перемещаться относительно друг друга во время прессования на нижнем по ходу процесса участке 10, причем верхний 9 и нижний 10 участки по ходу процесса разделены зоной перегиба 13.
Верхние противостоящие направляющие 11 и нижние противостоящие направляющие 12 выполнены с криволинейными поверхностями 14, имеющими радиус кривизны по меньшей мере 30 футов или 50 футов, или радиусы кривизны верхней противостоящей направляющей 11 и нижней противостоящей направляющей 12 выполнены изменяемыми.
Работа устройства для непрерывного формования композиционных материалов осуществляется следующим образом.
Удлиненные частицы 5 укладывают параллельно с хаотическим перекрещиванием их концов 6 и подают к узлу прессования 7, двигаясь на протяжении некоторой части длины зоны уплотнения 8 удлиненные частицы 5 сохраняют некоторую подвижность
в продольном направлении, по достижении некоторой точки зоны уплотнения 8 поперечное сжатие удлиненных реек 5 достигает такой величины, что частицы теряют по- движность одна относительно другой в продольном направлении, затем удлиненные частицы 5, располагающиеся вблизи верхних 11 и нижних 12 противостоящих направляющих, несколько изгибаются, но затем в
узле прессования частицы выпрямляются.
Установлено, что изогнутость удлиненных частиц 5 в момент их поперечного сжатия является причиной возникновения в композиционном материале постоянно действующих внутренних напряжений, имеющих противоположные направления,
Уменьшение внутренних напряжений достигают постепенным уплотнением ковра 4 в пределах зоны уплотнения 8 таким образом, чтобы относительное продольное смещение удлиненных частиц 5 происходило только после того, как их искривление достигнет достаточно малой величины, которую устанавливают соответствующим
выбором радиуса кривизны верхних 11 и нижних 12 противостоящих направляющих. После прохождения ковра 4 узла прессования композиционный материал выгружают, а подачу удлиненных частиц 5
производят непрерывно и цикл повторяют. Формула изобретения Устройство для непрерывного формования композиционных материалов, включающее основание, узел формования и
транспортировки ковра из удлиненных частиц, уложенных параллельно с хаотическим перекрещиванием концов, узел прессования ковра с нагревом, который имеет зону прессования с верхним и нижним участками
и верхними и нижними сходящимися по ходу процесса направляющими, отличающееся тем, что, с целью повышения качества композиционных материалов за счет снижения внутренних напряжений,
верхние и нижние противостоящие направляющие выполнены с криволинейными поверхностями, причем радиус кривизны дуг окружностей составляет по меньшей мере 30 футов.
2. Устройство по п. 1,отличающее- с я тем, что радиус кривизны верхних и нижних направляющих составляет по меньшей мере 50 футов.
3.. Устройство по п. 1,отличающеес я тем, что радиусы кривизны верхних и нижних направляющих различны.
Фиг. 2
Фиг. 4
Изобретение относится к деревообрабатывающей промышленности, в частности к производству композиционных материалов. Цель изобретения - повышение качества композиционных материалов за счет снижения внутренних напряжений. Устройство включает узлы 2 и 3 формования и транспортировки ковра 4 из удлиненных частиц 5, узел прессования 7 с зоной 8 уплотнения с верхним 9 и нижним 10 участками и верхними 11 и нижними 12 противостоящими направляющими, причем при перемещении ковра 4 через участки 9 и 10 последний проходит через зону 13 перегиба. Противостоящие направляющие 11 и 12 выполнены криволинейными с радиусом кривизны 30 футов или 50 футов. При этом установлено, что изогнутость удлиненных частиц 5 в момент их поперечного сжатия в зоне 8 уплотнения является причиной возникновения в композиционном материале постоянно действующих внутренних напряжений, имеющих противоположное направление. Уменьшают внутренние напряжения постепенным уплотнением ковра 4 в пределах зоны 8 уплотнения. 2 з.п. ф-лы, 5 ил.
S
/
Фи г. 5
| СПОСОБ ПОДГОТОВКИ СОЛОДА ДЛЯ ПОЛУЧЕНИЯ ПИВНОГО СУСЛА | 0 |
|
SU309609A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
