Изобретение относится к строительной индустрии и может быть использовано при производстве центрифугированных труб на заводах сборного железобетона.
Известна установка для изготовления железобетонных труб центрифугированием, содержащая центрифугу, например роликовую, бетоноукладчик, формы и др. оборудование.
Недостатком известной установки является то, что на данной установке возможно изготавливать железобетонные центрифугированные изделия с одной сквозной полостью. ;
Известна установка, содержащая центрифугу, перфорированную разъемную форму, сердечник, устройство для заполнения формы бетонной смесью, устройство для выталкивания сердечника с отформованным изделием из формы. Недостатком этой установки является низкое качество, повышенный расход цемента и то, что данная установка имеет возможность изготавливать изделия с одной продольной полостью.
Наиболее близкой по технической сущности к заявленному изобретению является установка Чехуты для изготовления трубчатых изделий из бетонных смесей. Установка содержит центрифугу, форму, сердечник, устройство для ввода и извлечения сердечника, устройство для заполнения формы бетонной смесью, дополнительный фланец взаимодействующий со съемным фланцем формы. Данную установку принимаем за прототип.
Недостатком установки - прототипа является то, что она не обеспечивает изготовление центрифугированных труб с несколькими сквозными полостями, что снижает технические возможности трубопроводов.
Целью изобретения является обеспечение возможности изготовления центрифугированных труб с дополнительными сквозными полостями.
Поставленная цель достигается тем, что известная установка для изготовления центрифугированных трубчатых изделий из бетонных смесей, содержащая центрифугу, форму с торцевыми фланцами, сердечник с расположенными на его поверхности транспортирующими кольцами и торцевым фланцем, взаимодействующим со съемным торцевым фланцем формы, устройство для
S
Ј
VI
00
V VI ю VI
ввода и извлечения сердечника, согласно изобретению торцевой фланец сердечника снабжен симметрично размещенными и закрепленными на ней пустотообразователя- ми, а торцевые фланцы формы выполнены с симметрично расположенными отверстиями, посредством которых пустотообразова- тели взаимодействуют с торцевыми фланцами формы.
Предлагаемая установка позволяет изготавливать центрифугированные железо- бетойные трубы с несколькими продбл УЙым и сквозными полостями, расположенными в стенках трубы, по которым имеется возможность в одной трубе пропускать жидкость в одном или противоположном направлениях, или пропускать различные жидкости, Эти признаки расширяют технические возможности трубопроводов.
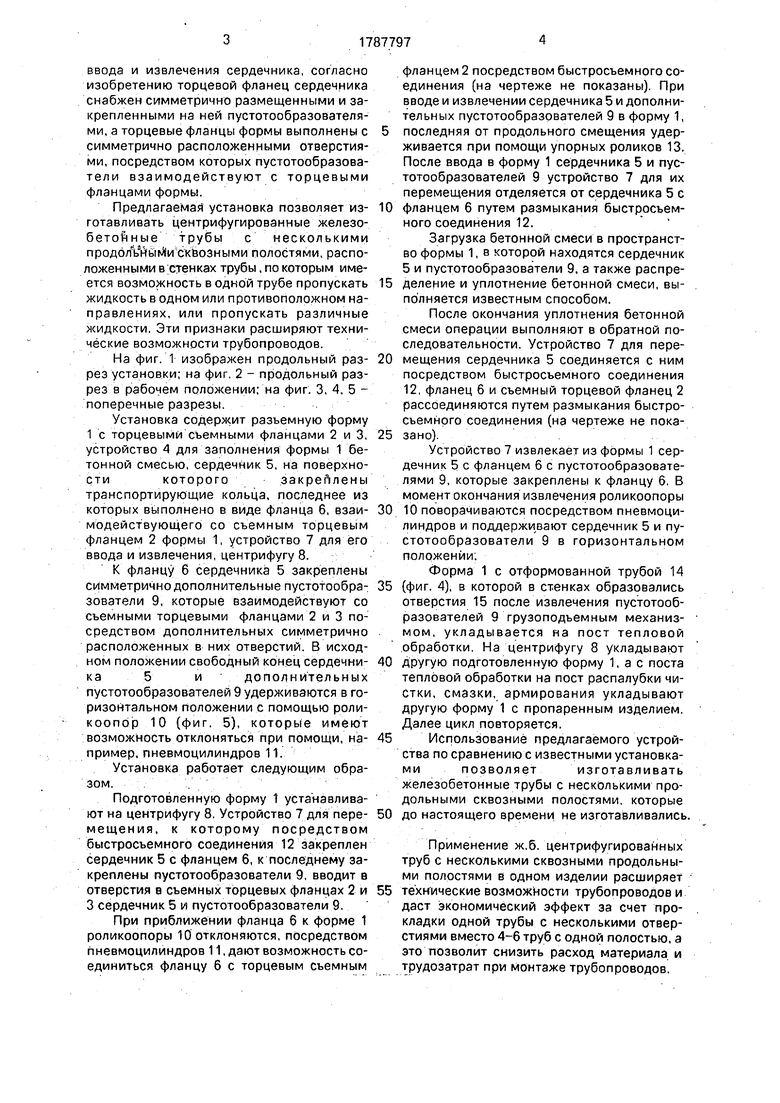
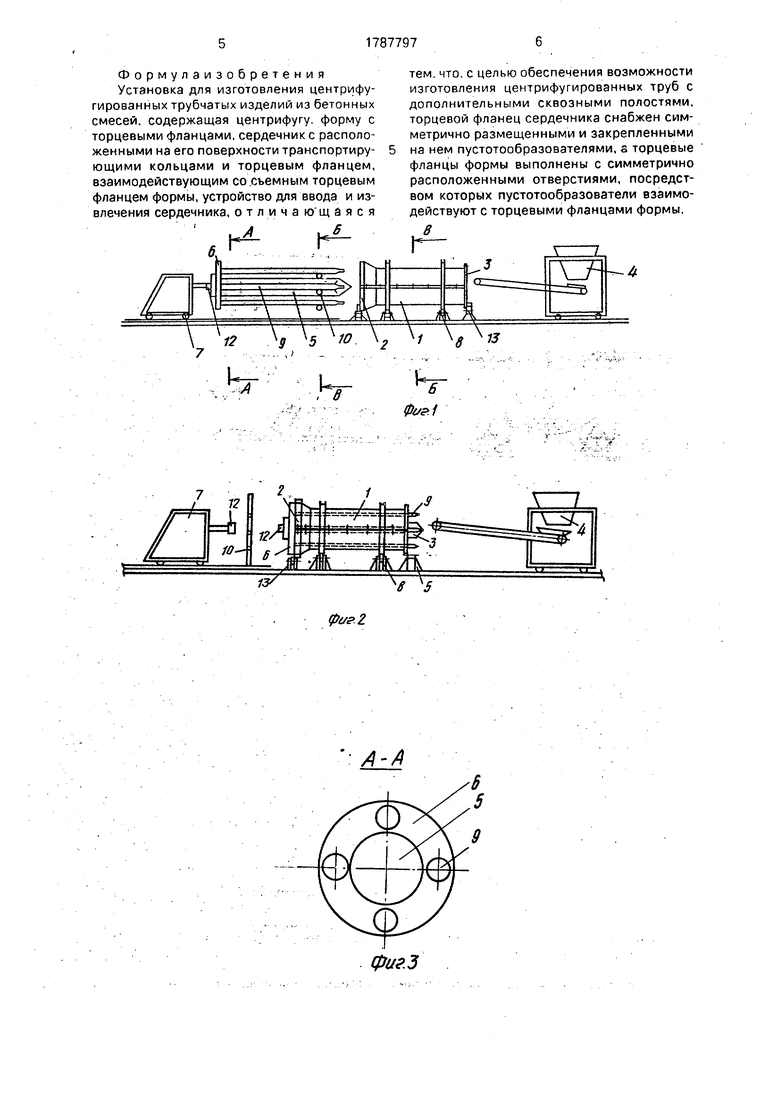
На фиг. 1 изображен продольный разрез установки; на фиг, 2 - продольный разрез в рабочем положении; на фиг. 3, 4, 5 - поперечные разрезы.
Установка содержит разъемную форму 1 с торцевыми съемными фланцами 2 и 3, устройство 4 для заполнения формы 1 бетонной смесью, сердечник 5, на поверхностикоторого закреплены транспортирующие кольца, последнее из которых выполнено в виде фланца б, взаимодействующего со съемным торцевым фланцем 2 формы 1, устройство 7 для его ввода и извлечения, центрифугу 8.
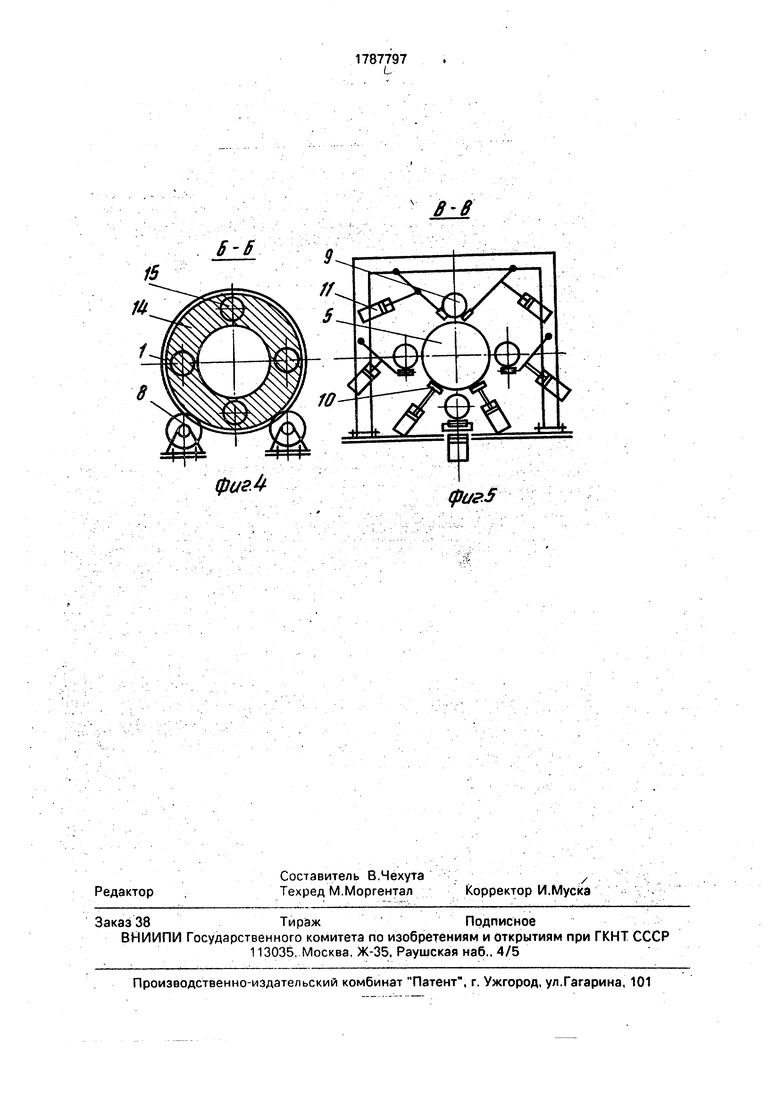
К фланцу 6 сердечника 5 закреплены симметрично дополнительные пустотообра- зователи 9, которые взаимодействуют со съемными торцевыми фланцами 2 и 3 посредством дополнительных симметрично расположенных в них отверстий. В исходном положении свободный конец сердечника5 и дополнительных пустотообразователей 9 удерживаются в горизонтальном положении с помощью роли- коопор 10 (фиг, 5), которые имеют возможность отклоняться при помощи, например, пневмоцилиндров 11.
Установка работает следующим образом. .V
Подготовленную форму 1 устанавливают на центрифугу 8. Устройство 7 для пере- мещения, к которому посредством быстросъемного соединения 12 закреплен сердечник 5 с фланцем 6, к последнему закреплены пустотообразователи 9, вводит в отверстия в съемных торцевых фланцах 2 и 3 сердечник 5 и пустотообразователи 9.
При приближении фланца б к форме 1 роликоопоры 10 отклоняются, посредством пневмоцилиндров 11, дают возможность соединиться фланцу 6 с торцевым съемным
фланцем 2 посредством быстросъемного соединения (на чертеже не показаны). При вводе и извлечении сердечника 5 и дополнительных пустотообразователей 9 в форму 1,
последняя от продольного смещения удерживается при помощи упорных роликов 13. После ввода в форму 1 сердечника 5 и пустотообразователей 9 устройство 7 для их перемещения отделяется от сердечника 5 с
фланцем 6 путем размыкания быстросъемного соединения 12.
Загрузка бетонной смеси в пространство формы 1, в которой находятся сердечник 5 и пустотообразователи 9, а также распределение и уплотнение бетонной смеси, выполняется известным способом.
После окончания уплотнения бетонной смеси операции выполняют в обратной последовательности. Устройство 7 для перемещения сердечника 5 соединяется с ним посредством быстросъемного соединения 12, фланец б и съемный торцевой фланец 2 рассбединяются путем размыкания быстро- съемного соединения (на чертеже не показано).- .
Устройство 7 извлекает из формы 1 сердечник 5 с фланцем 6 с пустотообразовате- лями 9, которые закреплены к фланцу 6. В момент окончания извлечения роликоопоры
10 поворачиваются посредством пневмоцилиндров и поддерживают сердечник 5 и пустотообразователи 9 в горизонтальном положении;
Форма 1 с отформованной трубой 14
(фиг. 4), в которой в стенках образовались отверстия 15 после извлечения пустотообразователей 9 грузоподъемным механизмом, укладывается на пост тепловой .обработки. На центрифугу 8 укладывают
другую подготовленную форму 1, а с поста тепловой обработки на пост распалубки чистки, смазки, армирования укладывают другую форму 1 с пропаренным изделием. Далее цикл повторяется.
Использование предлагаемого устройства по сравнению с известными установкамипозволяет изготавливать железобетонные трубы с несколькими продольными сквозными полостями, которые
до настоящего времени не изготавливались.
Применение ж.б. центрифугированных труб с несколькими сквозными продольными полостями в одном изделии расширяет технические возможности трубопроводов и даст экономический эффект за счет прокладки одной трубы с несколькими отверстиями вместо 4-6 труб с одной полостью, а это позволит снизить расход материала и трудозатрат при монтаже трубопроводов.
Формулаизобретения Установка для изготовления центрифугированных трубчатых изделий из бетонных смесей, содержащая центрифугу, форму с торцевыми фланцами, сердечник с расположенными на его поверхности транспортирующими кольцами и торцевым фланцем, взаимодействующим со .съемным торцевым фланцем формы, устройство для ввода и извлечения сердечника, отличающаяся
тем. что. с целью обеспечения возможности изготовления центрифугированных труб с дополнительными сквозными полостями, торцевой фланец сердечника снабжен симметрично размещенными и закрепленными на нем пустотообразователями, s торцевые фланцы формы выполнены с симметрично расположенными отверстиями, посредством которых пустотообразователи взаимодействуют с торцевыми фланцами формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка Чехуты для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1344609A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2064624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХРЯДНЫХ БЕТОННЫХ ОТОПИТЕЛЬНЫХ ПРИБОРОВ | 1996 |
|
RU2101168C1 |
| Установка для формования трубчатых изделий | 1987 |
|
SU1451024A1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU975416A1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 2017 |
|
RU2660689C1 |
| АРМАТУРНО-ФОРМОВОЧНЫЙ БЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2433911C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
Использование: относится к строительной индустрии и может быть использовано при производстве центрифугированных труб на заводах сборного железобетона Сущность изобретения: торцевой фланец сердечника имеет симметрично размещённые и закрепленные на нем пусто- тообразователи, а торцевые фланцы формы выполнены с симметрично расположенными отверстиями, посредством которых пустотообразователи взаимодействуют с торцевыми фланцами формы. 5 ил.
0VP.1
А-А
фиг.З
фиг5
| Установка Чехуты для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1344609A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
