Изобретение относится к производству изделий для сборного бетона и железобетона.
Цель изобретения - повышение качества внутренней поверхности изделий.
На фиг. 1 показана предлагаемая форма, общий вид; на фиг. 2 - то же, продольный разрез.
Форма Чс.уты для изготовления напорных центриф;гйрованных трубчатых изделий из бетонных смесей состоит из соединенных между собой полуформ 1 и размещенного вдоль их продольной оси сердечника 2 г хвостовиком 3, оголовником в виде калибрующего цилиндра 4 и съемного фланца 5.
Сердечник 2 снабжен последовательно закрепленными на его поверхности транспортирующими кольцами 6. Диаметр калибрующего цилиндра 4 превышает диаметр транспортирующих колец 6.
На полуформах установлены съемные фланцы 7 и 8. Хвостовик 3 сердечника 2 посредством быстросъемного соединения 9 связан с приводом f) его ввода и извлечения из формы.
Форма работает следующим образом.
Подготовленную форму устанавливают на центрифугу 11 и вводят сердечник 2, который поддерживает в горизонтальном положении при помощи роликовой опоры 12, установленной на раме 13. По мере ввода сердечника 2 в форму на 80-90% длины роликовую опору опускают цилиндром 14, тем самым обеспечивая свободный проход сердечника 2 в остальную часть формы.
ЛСердечник 2 фиксируют в съемном фланце 8 калибрующим цилиндром 4 и соединяют съемный фланец 7 с фланцем 5 сердечника 2. Отсоединяют привод 10 от сердечника. 2. Заполняют форму бетонной смеСЬЮ, уплотняют ее центрифугированием и осуществляют извлечение сердечника 2 при помощи привода 10, который соединяют посредством быстросъемного соединения 9. После извлечения сердечника 2 на 10-20%
Q длины роликовую опору 12 поднимают цилиндром 14, который занимает исходное положение.
При помощи транспортирующих колец 6 U корпуса сердечника удаляют не уплотненную бетонную смесь, а калибрующим
5 цилиндром заглаживают и калибруют внутреннюю поверхность изделия; Форму с изделием направляют на пост тепловой обработки.
Формула изобретения
0 Форма для изготовления напорных центрифугированных трубчатых изделий из бетонных смесей, содержащая соединенные между собой полуформы и размещенный вдоль их продольной оси сердеч5 ник с хвостовиком, оголовником и съемными фланцами, отличающаяся тем, что, с целью повышения качества внутренней поверхности изделий, сердечник снабжен последовательно установленными на его поверхности транспортирующими кольцами, а
0 оголовник выполнен в виде калибрующего цилиндра, диаметр которого превышает наружный диаметр транспортирующих колец.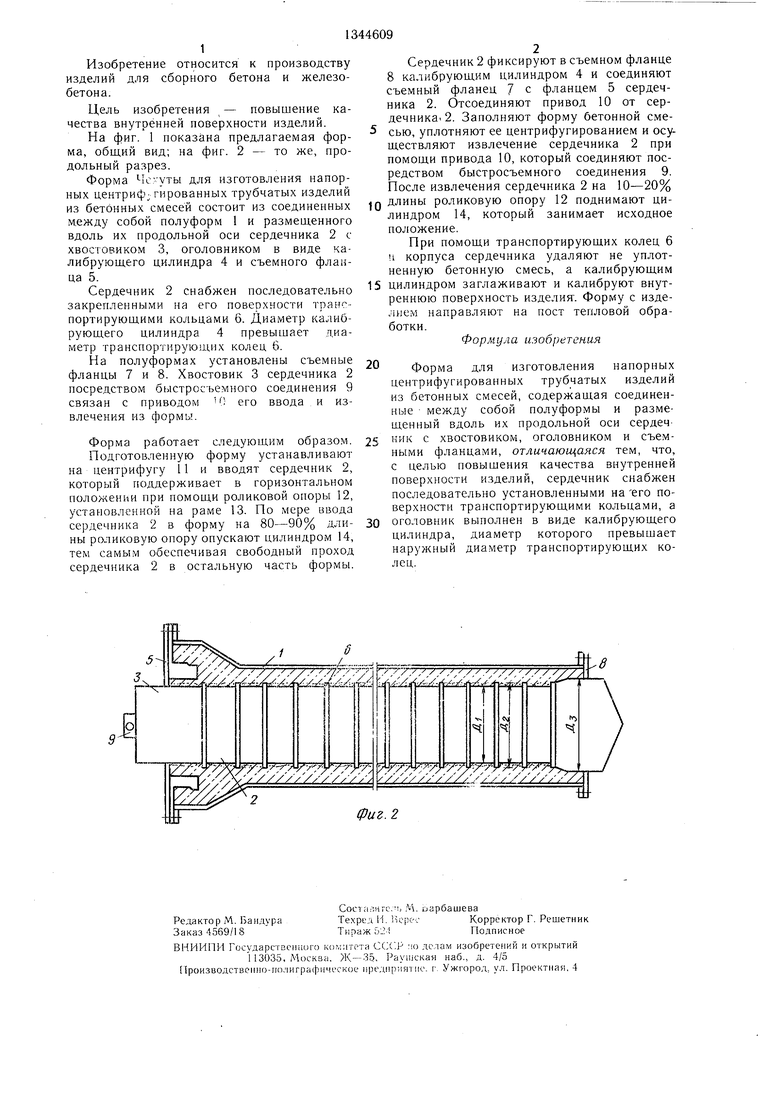
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1990 |
|
SU1787797A1 |
| Установка для формования трубчатых изделий | 1987 |
|
SU1451024A1 |
| Составная форма для изготовления центрифугированных изделий из бетонных смесей | 1985 |
|
SU1364482A1 |
| Установка для изготовления трубчатых изделий из бетонных смесей | 1988 |
|
SU1715636A1 |
| Устройство для формования центрифугированных шарообразных пустотелых элементов | 1991 |
|
SU1794682A1 |
| Форма для изготовления центрифугированых изделий с предварительно напряженной арматурой | 1981 |
|
SU992210A1 |
| Форма для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1985 |
|
SU1315329A1 |
| Установка для снаряжения формы при производстве центрифугированных трубчатых изделий | 1984 |
|
SU1186501A1 |
| Форма для изготовления изделий из бетонных смесей центрифугированием | 1985 |
|
SU1433823A1 |
| Опалубка для изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU895681A1 |
Изобретение относится к производству изделий сборного бетона и железобетона и обеспечивает повышение качества внутренней поверхности изделий. Это достигается за счет того, что сердечник 2 снабжен последовательно установленными на его поверхности транспортирующими кольцами 6, а оголовник выполнен в виде калибрующего цилиндра 4, диаметр которого превышает наружный диаметр транспортирующих колец 6. 2 ил. I I 3 / / /////// ////// 7 2 К 13 фие.1 / i1117 i ///////// // ///I /// // /4 Т 7 // со N 4 О5 О CD
Фиг. 2
| Попов А | |||
| Н | |||
| Бетонные и железобетонные трубы | |||
| М.: Стройиздат, 1973, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
