1
Изобретение относится к строительству И производству строительных материалов, а именно к установкам для изготовления железобетонных труб из бетонных смесей.
Известна установка для формования труб из бетонных смесей, содержащая горизонтальную центрифугу с обкатывающим внутреннюю поверхность роликом, в корпусе которого смонтирован возбудитель колебаний, причем ролик закреплен на толкателе, установленном на тележке 1 .
Недостатками этой установки являются низкая производительность, конструктивная сложность, а также низкое качество изготавливаемых .изделий.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для формования трубчатых изделий из бетонных смесей, содержащая форму с размещенным в ее полости приводным укатывающим валом и закрепленные на расположенных симметрично относительно формы осях прижимные ролики, установленные попарно 2.
Недостатками известной установки являются длительный срок изготовления изделий, а также высокая пористость изделий.
Цель изобретения - интенсификация процесса и повышение плотности изделий.
10
Указанная цель достигается тем, что в установке для формования трубчатых изделий из бетонных смесей, содержащей форму с размещенным а ее nos лости приводным укатывающим валом и закрепленные на расположенных симметрично относительно формы осях прижимные ролики, установленные попарно,, оси последних кинематически связаны
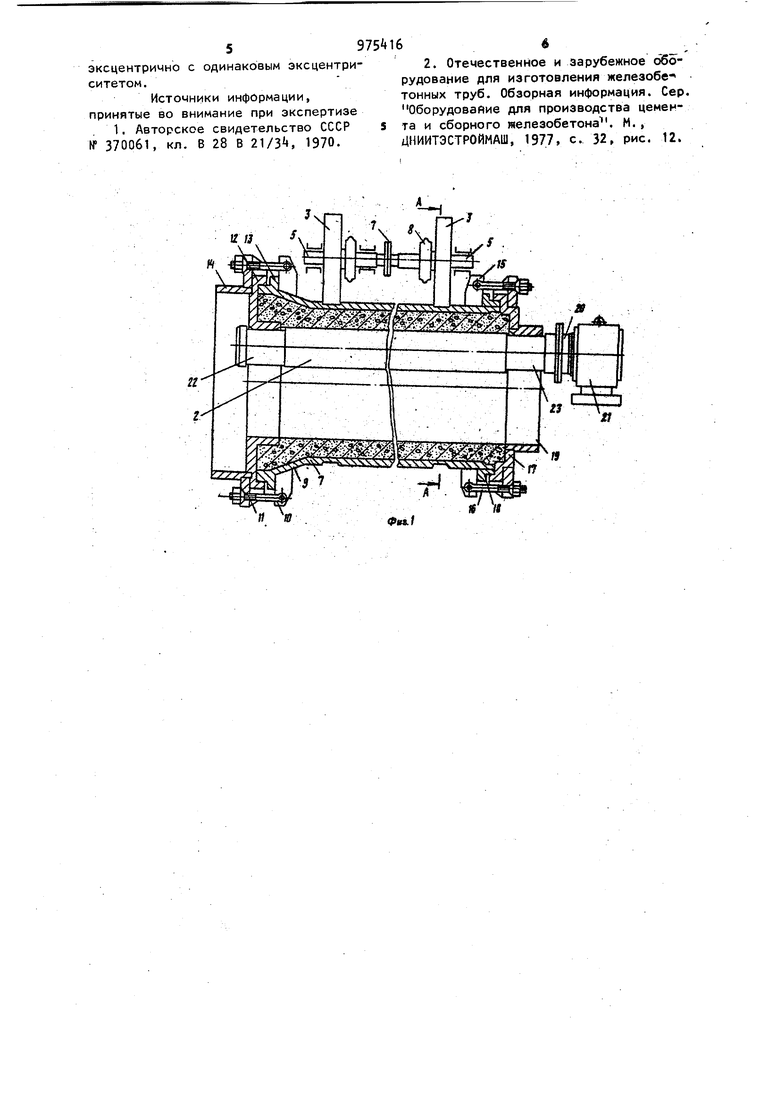
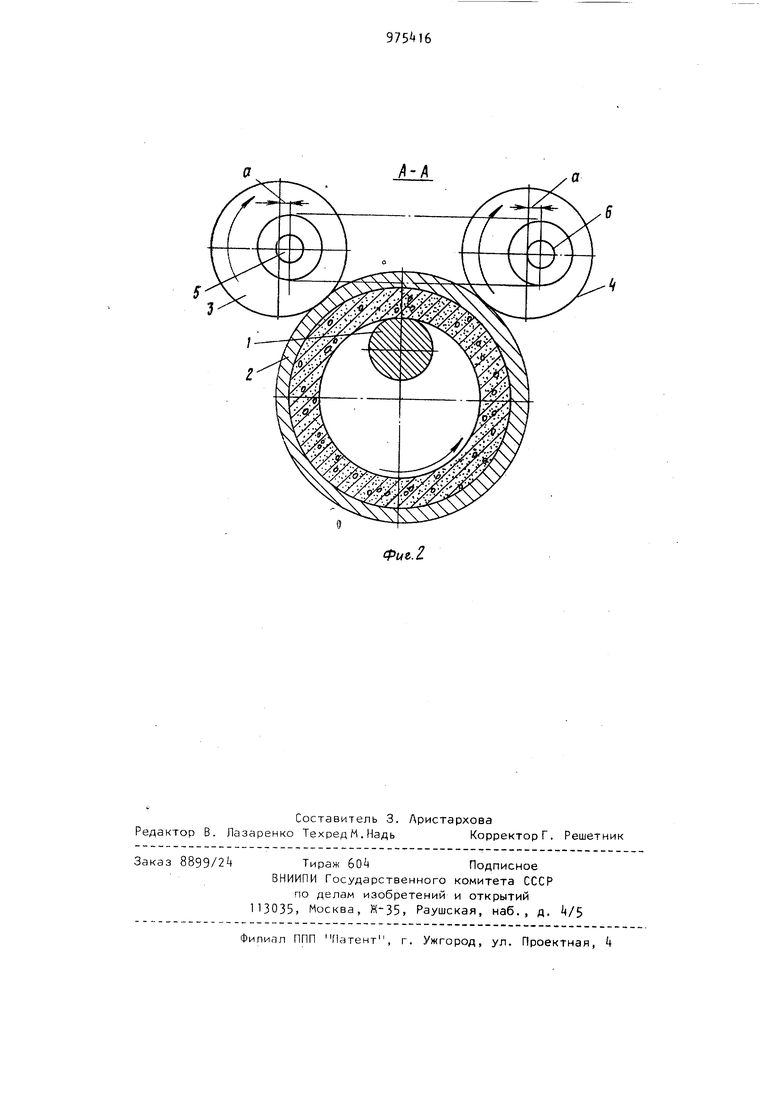
20 друг с другом посредством гибких передач, а ролики смонтированы на осях эксцентрично с одинаковым эксцентриситетом. . 3975 На фиг. 1 показан общий вид уста Н08КИ, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1. Установка для формования трубчатых изделий из бетонных смесей содержит горизонтально установленную форму 1 с размещенным в ее полости приводным укатывающим валом 2, прижимные роли ки 3 и i(, установленные попарно на . расположенных симметрично относительно формы 1 осях 5 и 6 с одинаковым эксцентриситетом о. Каждая пара роликов 3 связана с симметрично расположенными синхронизирующими гибкими передача° ми. Гибкие передачи выполнены в виде жес.тко соединенных, например фланцевой муфтой 7. двух соосных роликов 3 и цепных передач -8. . Форма имеет с одной стороны растру 9, на котором жестко установлены крон штейны 10 с винтами 11 для крепления раструбообразователя 12, расположенного между кольцом 13 и фланцем И. На другой стороне формы 1 установлены кронштейн 15 для крепления с помощью винтов 16 втулочного кольца 17 расположенного между кольцом 18 и фланцем 19Привод 20 вращения формы 1 выполнен в виде продольного вала 2,связан ного с электродвигателем 21. Навалу 2 имеются шейки 22 и 23, которыми вал 2 опирается на раструбообразователь 1 и .через фланец 19 на втулочное кольцо 17 при его вращении, а соответственно вращении формы 1. Прижимные ро лики 3 и установлены с возможностью их отвода от формы 1. Работает установка для изготовления железобетонных труб из бетонных смесей следующим образом. Подготовленная форма 1 заводится на продольный вал 2 и прижимается к нему роликами 3 и k. Включают элект родвигатель 21 привода 20 вращения формы 1. При этом форма 1 вращается с помощью продольного вала 2 с небол шой скоростью и в нее питателем (условно не показан) загружают бетонную смесь. В этом случае за счет одинаково направленного эксцентриситета прижимных роликов 3 и 4, соединенных гиб кой передачей, возникают крутильнорадиальные колебания формы 1 на валу 2.. Эти колебания совместно с центробежными силами при тиксотропии бетонной смеси способствуют ее бь 1строму и качественному распределению. После заполнения зазора между стенкой формы 1 и продольным валом 2 бетонной смесью увеличивают скорость вращения вала 2, а следовательно, и формы 1 с роликами 3 и 4. В этом случае происходит интенсивное уплотнение наращиваемого слоя бетонной смеси совместным действием центробежных сил, крутильно-радиальных колебаний и уплотняющего усилия вала 2, что способствует быстрому уплотнению бетонной смеси. Возникающие при этом крутильные (угловые, касательные к поверхности изготавливаемой трубы) и радиальные колебания не совпадают с полем действия центробежных сил и уплотняющего усилия, вследствие чего происходит взаимное смещение кольцевых слоев формуемой трубы и тем самым осуществляется перекрытие поровых сквозных каналов и более плотное перераспределение бетонной смеси. После окончания уплотнения бетонной смеси выключают электродвигатель 21, отводят от формы прижимные ролики 3 и и снимают форму 1 с продоль. ного BaTia 2. Изготовленную трубу подвергают термообработке по известной технологии. Благодаря установке прижимных роликов 3 и 4 с одинаково направленным эксцентриситетом обеспечивается интенсификация процесса формования, повышается качество изготавливаемых труб и удобоукладываемость малоподвижных и жестких смесей. Это позволяет повысить производительность за счет сокращения цикла формования, повысить водонепроницаемость труб за счет исключения пор в стенке трубы и снизить стоимость труб за. счет применения более жестки;; смесей. Формула изобретения Установка для формования трубчатых изделий из бетонных смесей, содержащая форму с размещенным в ее полости приводнь1м укатывающим валом и закрепленные на расположенных симметрично относительно формы осях прижимные ролики, установленные попарно, отличающаяся тем, что, с целью интенсификации процесса и повышения плотности изделий, оси установленных попарно роликов кинематически связаны друг с другом посредством гибких передач, а ролики смонтированы на осях
.ЭУБ . -,
52 Отечественное и зарубежное обоэксцентрично с одинаковым эксцентри у . для изготовления железобеситетом.тонных труб. Обзорная информация. Сер.
Источники з„..Оборудовалие для производства цемеипринятые во внимание при экспертизе / борного железобетона-. М. ,
1. Авторское 5Гп5оДНИИТЭСТРОЙМАШ. 197.7. с. 32, Рис. 12. ff 370061, кл. В 28 В , I3/U.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2015013C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Способ формования раструбных труб и устройство для его осуществления | 1984 |
|
SU1245439A1 |
| Способ изготовления раструбных труб и устройство для его осуществления | 1984 |
|
SU1202893A1 |
| Устройство для формования трубчатых изделий преимущественно из бетонных смесей | 1978 |
|
SU676460A1 |
| ГОЛОВКА ДЛЯ РАДИАЛЬНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2008218C1 |
| Способ формования раструбных железобетонных труб и устройство для его осуществления | 1980 |
|
SU874373A1 |
| Головка для радиального прессования трубчатых изделий | 1991 |
|
SU1794029A3 |
| Устройство для формования раструбных труб из бетонных смесей | 1980 |
|
SU887196A1 |
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |
12 13
И
V
Фм./
((Фие.2.
