Изобретение относится к области металлургии прецизионных сплавов, а точнее к способам производства высококоэрцитивных материалов на основе сплава РЗМ-Fe-B (РЗМ редкоземельный металл, например неодим, празеодим).
Известно, что наиболее высокие значения магнитной энергии получены у материалов на основе сплава РЗМ-Fe-B. Проводятся интенсивные исследования, направленные на создание эффективных промышленных технологий производства магнитов из таких сплавов.
Для получения высоких магнитных характеристик в сплаве этого типа необходимо создание определенной микроструктуры определенного фазового состава. Одним из методов получения такой структуры является закалка металла с высокими скоростями охлаждения. Реально последнее достигается охлаждением частиц расплава с получением порошков или гранул, которые впоследствии компактируют в изделия заданной формы. С целью дальнейшего повышения магнитных характеристик применяют формование изделий в магнитном поле. Это позволяет получить анизотропные магниты с расположением оси легкого намагничивания в заданном направлении.
Недостатком способов, реализующих принцип компактирования порошков, является сложность технологического процесса, обусловленная физико-химическими особенностями сплава: сплав интенсивно окисляется на воздухе даже при комнатной температуре и, если при хранении и переработке слитков окисление происходит лишь по их относительно небольшой поверхности, что легко может быть предотвращено, то для исключения окисления порошков, обладающих чрезвычайно большой суммарной поверхностью, вынуждены разрабатывать специальные меры, предотвращающие этот процесс (например, применение вакуума и защитных сред на всех этапах хранения и переработки). Особенную осторожность вынуждены проявлять при горячей обработке порошков, склонных к самовозгоранию и взрыву.
В качестве прототипа выбран способ получения постоянных магнитов из сплава РЗМ-Fe-B, который предполагает отливку цилиндрических заготовок, их нагрев до 950оС, деформацию при этой температуре путем осадки вдоль образующей и последующий отжиг. Способ отличается тем, что приходится обрабатывать литые заготовки, а не порошковые, что несколько упрощает технологию и улучшает состояние охраны труда и экологии в производстве.
Способ по прототипу позволяет получить магниты с довольно высоким уровнем магнитных характеристик, что обусловлено несколькими факторами: во-первых, при осадке формируется кристаллографическая текстура деформации, т.е. происходит выстраивание осей с основной фазы (являющихся осями легкого намагничивания) вдоль направления сжатия. Это приводит к повышению остаточной индукции Br. Дополнительное увеличение Br имеет место в результате перераспределения фаз в заготовке. Сплавы этого типа содержат, кроме основной ферромагнитной фазы, ряд немагнитных фаз, одна из которых плавится при температуре ниже температуры деформации (ее температура плавления 500-600оС). При горячей деформации происходит выжимание этой фазы к периферии заготовки, в результате чего удельный объем основной ферромагнитной фазы в центре заготовки увеличивается, что и обуславливает в свою очередь дополнительное повышение Br.
Вторым фактором, влияющим уже на коэрцитивную силу Нс является изменение микроструктуры (размер зерен, толщина и состав межзеренных прослоек). Интенсивность выжимания жидкой фазы влияет и на Нс, так как при малом ее количестве может происходить рост зерен при отжиге и нарушении их магнитной изоляции, что приводит к снижению Нс.
Осадку при температуре 950оС и степени деформации 80% в атмосфере аргона удалось осуществить при скоростях деформации 5 ˙10-3 с-1 и менее. При больших скоростях наблюдалось растрескивание сплава, что связано с недостаточной его пластичностью при этой температуре. Достигнута магнитная энергия 280 кДж/м3.
Недостатком прототипа является невысокая производительность процесса получения магнитов, обусловленная низкими скоростями деформации, кроме того, осуществление деформации при высокой температуре вызывает необходимость использования специального оборудования с применением инертной среды.
Сущность изобретения заключается в том, что осадку ведут при температуре 600-800оС до достижения отношения диаметра заготовки к ее высоте в пределах 12-16. Для достижения тех же магнитных характеристик возможно резко снизить температуру деформации, но необходимо контролировать форму конечного изделия, при этом деформация может быть осуществлена при значительно больших скоростях, что приводит к повышению производительности.
Заявляемые параметры позволяют обеспечить физические условия контролируемого выжимания жидкой фазы при более низкой температуре. Таким условием является определенная эпюра напряжений. Известно, что при осадке цилиндрической заготовки вдоль образующей эпюра нормальных напряжений вдоль радиальной координаты имеет куполообразную форму с максимумом в центре заготовки. Уровень напряжений в центре и градиенты напряжений определяются текущим значением отношения диаметра заготовки D к ее высоте Н, сопротивлением деформации и трением. Интенсивность выжимания жидкой фазы из центра к периферии определяется, кроме градиента напряжений разностью вязкостей основной и жидкой фаз, зависящей от температуры деформации. Опытным путем был найден интервал значений D/H, который обеспечивает при температурах 600-800оС оптимальный режим выжимания жидкой фазы.
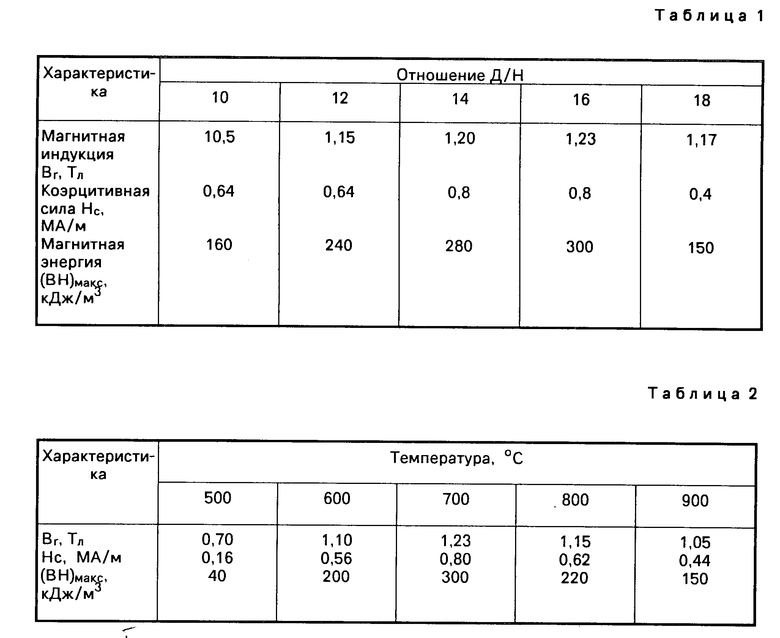
П р и м е р 1. Выплавляли сплав состава, мас. празеодим 40; В 0,9% железо остальное, отливали слиток диаметром 12 мм длиной 100 мм и нарезали заготовки мерных длин. Заготовки помещали в предварительно разогретую оснастку установки изотермической деформации на базе испытательной машины УМЭ-10ТМ и сдвигали бойки до соприкосновения с торцами заготовок. Производили нагрев заготовок до 700оС, после чего при скорости деформации 2˙ 10-2 с-1 осаживали заготовки до различных отношений диаметра D к высоте Н при поддерживании постоянной степени деформации ε 80% После осадки и отжига при 950оС в течение 2 ч из полученных дисковых магнитов вырезали образцы для магнитных испытаний, которые проводили на вибромагнитометре, их результаты приведены в табл. 1.
Из табл. 1 видно, что при увеличении D/H Br имеет тенденцию к росту, который прекращается при достижении величины D/H, равной 16. Вместе с тем при превышении D/H значения, равного 16, происходит резкое падение Нс. Для поддержания достаточно высокой Br и сохранения Нс следует признать оптимальным отношение D/H в пределах 12-16. Этот же вывод может быть сделан и из рассмотрения колебаний величины магнитной энергии. Пpи выходе за указанные пределы отношения D/H величина (ВН)макс резко снижается.
П р и м е р 2. При фиксированной величине D/H, равной 16 при прочих тех же условиях осаживали заготовки при различных температурах. Результаты отражены в табл. 2.
Как видно из табл. 2, при температуре 500оС получены низкие магнитные свойства, что обусловлено слишком низкой температурой, при которой жидкая фаза образуется в недостаточном количестве. Вследствие этого заготовка подвергалась интенсивному трещинообразованию. При температуре 900оС наряду со снижением Br отмечается резкое снижение Нс, что обусловило и низкое значение (ВН)макс. Оптимальным относительно всех магнитных характеристик следует считать температуры в интервале 600-800оС.
П р и м е р 3. Выплавляли сплав состава, мас. неодим 40; В 1; железо остальное, отливали слиток диаметром 12 мм, нарезали заготовки. При температуре 700оС заготовки осаживали до достижения D/H 14 (D 28 мм, Н 2 мм), остальные условия обработки те же, что и в предыдущих примерах. После измерения магнитных свойств получили значения (ВН)макс 200 кДж/м3.
Как видно из рассмотрения всех примеров, при заданных условиях обработки удалось получить магниты с высокими магнитными характеристиками при скорости деформации 2 ˙10-2 с-1, гораздо более высокой, чем в случае прототипа (5 ˙10-3 с-1). Повышение скорости деформации в 4 раза делает возможным такое же повышение производительности. Кроме того, снижение температуры деформации в среднем до 700оС позволило обрабатывать заготовки магнитного сплава без применения защитной атмосферы, что значительно упростило технологический процесс, удешевило оборудование и применяемую оснастку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для осадки | 1991 |
|
SU1788042A1 |
| Способ получения изделий из магнитного сплава системы марганец - алюминий - углерод | 1990 |
|
SU1740452A1 |
| Устройство для деформации заготовок из сплава марганец-алюминий-углерод | 1990 |
|
SU1764732A1 |
| Способ осадки цилиндрических заготовок | 1990 |
|
SU1738455A1 |
| Способ получения композиционного материала | 1989 |
|
SU1662761A1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МАГНИТОТВЕРДЫЙ СПЛАВ | 2005 |
|
RU2303644C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО МАГНИТОТВЁРДОГО СПЛАВА 30Х20К2М2В СИСТЕМЫ ЖЕЛЕЗО-ХРОМ-КОБАЛЬТ | 2015 |
|
RU2607074C1 |
| Способ получения магнитного сплава системы марганец-алюминий-углерод | 1988 |
|
SU1611981A1 |
| Способ изготовления изотропных постоянных магнитов из сплавов на основе системы М @ -А @ -С | 1987 |
|
SU1503048A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОСТАБИЛЬНЫХ РЕДКОЗЕМЕЛЬНЫХ МАГНИТОВ | 2018 |
|
RU2685708C1 |
Сущность изобретения: способ предполагает отливку цилиндрических заготовок, их нагрев, деформацию путем осадки вдоль образующей и последующий отжиг. Осадку ведут при температуре 600 800°С до достижения отношения диаметра заготовки к ее высоте в пределах 12 16. Достигается повышение скорости и производительности процесса. 2 табл.
СПОСОБ ПОЛУЧЕНИЯ АНИЗОТРОПНЫХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ СПЛАВА РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ-ЖЕЛЕЗО-БОР, включающий отливку цилиндрических заготовок, нагрев, деформацию путем осадки вдоль образующей и последующий отжиг, отличающийся тем, что осадку ведут при 600 800oС до достижения отношения диаметра заготовки к ее высоте в пределах 12 16.
| Акиока К., Кобаяси О., Ямагана Т | |||
| и др | |||
| Деформируемость сплавов РЗМ - Fe - В и их магнитные свойства | |||
| J | |||
| Appl | |||
| Phys | |||
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| Зажим для разгонки зазоров железнодорожных рельсов | 1926 |
|
SU5829A1 |
