Область техники, к которой относится изобретение
Изобретение относится к деформационной обработке материалов и может быть использовано для получения изделий, в том числе массивных, из высокотемпературных сверхпроводящих (ВТСП) керамик с высокой токонесущей способностью в форме диска, кольца, прутка, трубки, листа, ленты, которые, в свою очередь, найдут применение в накопителях энергии, устройствах магнитной левитации, криогенных электродвигателях, ускорителях, магнитных экранах, токовводах и т.д.
Как известно, плотность транспортного критического тока (Jc) - структурно-чувствительная величина, т.е. ее значение определяется микроструктурой. Необходимым условием получения высокого значения Jc является острая текстура. Это связано как с анизотропией кристаллической решетки ВТСП керамик, так и с сильной зависимостью Jc от разориентировки зерен. Кроме того, для реализации высокой токонесущей способности необходимо ввести в материал определенное количество центров пиннинга магнитных вихрей.
Уровень техники, предшествующий изобретению
В настоящее время для изготовления проводов и лент с острой текстурой и высоким значением Jc разработаны два технологических процесса - "порошок в трубе" для висмутсодержащих ВТСТ керамик [1] и осаждение ВТСП пленки на поверхность текстурированной металлической подложки, известный как метод RABiTS, для керамки YBa2Cu3O7-х (Y123) [2]. Метод "порошок в трубе" заключается в укладке порошинок путем деформации (экструзия, волочение, прокатка) и последующего спекания с подплавлением ВТСП материала в пластичной металлической оболочке. Таким способом удается получать ленту с довольно острой текстурой и высокими значениями Jc. В методе RABiTS необходимая текстура ВТСП покрытия создается при использовании подложек с текстурированной поверхностью. Как правило, в качестве подложки используется лента на основе никелевых сплавов с различными буферными слоями. Эпитаксиальная ВТСП пленка повторяет микроструктуру буферного слоя, который, в свою очередь, воспроизводит микроструктуру никелевого сплава. Толщина получающейся при этом ВТСП пленки составляет несколько микрон при общей толщине ленты в 25-50 мкм. Процесс RABiTS позволяет получать в Y123 границы зерен с разориентировками в пределах 2-5° и, как следствие, плотность транспортного тока достигает 105 А/см2 при 77К.
Для получения массивных изделий используется, в основном, расплавный метод [3]. В этом методе острая текстура формируется при медленном охлаждении расплава в градиенте температур. В частности, в керамиках Y123 и NdBa2Cu3O7-x расплавным методом удается получить Jc≥104 A/cm2 при 77К [3]. Однако, несмотря на преимущество в получении острой текстуры, расплавный метод обладает рядом серьезных недостатков, сдерживающих его дальнейшее развитие и применение:
1. При кристаллизации тип формирующейся текстуры жестко определяется температурным фронтом, поэтому в рамках расплавного метода невозможно реализовать широкий набор типов текстуры. Например, в некоторых случаях необходимы цилиндрические пустотелые экраны, диски и кольца, в которых базисные плоскости зерен перпендикулярны радиусам заготовки. Такую текстуру практически невозможно получить расплавным методом.
2. Хрупкость, как следствие большого размера зерен.
3. Образец, полученный расплавным методом, как правило, покрыт сеткой трещин, расположенных между пластинами (зернами), одни из которых параллельны, а другие перпендикулярны базисной плоскости. Эти трещины формируются уже на стадии затвердевания слитка. По этой причине заготовки, полученные градиентной плавкой, более пригодны для изделий, в которых основное направление тока прямолинейное, а не круговое. Кольца, вырезанные из таких заготовок, обычно имеют невысокое значение Jc.
4. Технически сложно обеспечить необходимый градиент температур и одинаковую скорость охлаждения во всей заготовке, а значит получить крупногабаритные заготовки с острой текстурой по всему сечению.
5. Трудно ввести в материал эффективные центры пиннинга магнитных вихрей, такие как дислокации и дефекты упаковки.
6. Расплавные методы текстурирования разработаны в настоящее время для наиболее простых ВТСП материалов, таких как PEBa2Cu3O7-х, где RE - редкоземельный элемент, и Bi2Sr2CaCu2Ox(Bi2212) с температурой сверхпроводящего перехода Тc=75-85К. Для более сложных материалов на основе Bi, Ta и Hg с более высокими температурами перехода расплавные методы не разработаны. Например, одна из наиболее перспективных и широко используемых в настоящее время для получения проводов и лент керамика Bi(Pb)2Sr2Ca2Cu3Oх (Bi2223) (Тc=110K) до сих пор не получена кристаллизацией из расплава ввиду очень узкой области существования фазы Bi2223 на фазовой диаграмме. Узкая область существования основной ВТСП фазы характерна и для большинства перспективных керамик на основе таллия и ртути, что делает проблематичным применение к ним расплавного метода текстурирования.
Известен также способ обработки ВТСП керамики посредством пластической деформации [4]. Эксперимент проводили методом одноосной осадки на небольших образцах при достаточно высокой температуре и малых скоростях деформации.
Известен способ изготовления изделия из ВТСП керамики посредством высокотемпературной прокатки заготовки с пластинчатой микроструктурой в присутствии жидкой фазы за несколько проходов до получения острой текстуры [5].
Известные способы показывают принципиальную возможность получения текстуры методом горячей пластической деформации.
Пластическая деформация улучшает механические свойства материала, хотя этот вопрос в работах [4, 5] не изучался. Не изучался также вопрос о введении в материал при деформации дислокаций и дефектов упаковки, которые являются эффективнами центрами пиннинга магнитных вихрей.
Сущность изобретения
Задачей данного изобретения является создание универсального способа получения широкой номенклатуры изделий из различных ВТСП керамик, включая и крупногабаритные, посредством пластической деформации, режимы которой в сочетании с методами нагружения приводят к получению острой кристаллографической текстуры заданного типа.
Также задачей изобретения является получение изделий с мелкозернистой микроструктурой и, как следствие, повышение токонесущей способности и механических свойств изделий.
Дополнительной задачей изобретения является дальнейшее повышение токонесущей способности за счет введения в материал оптимального количества центров пиннинга магнитных вихрей.
Поставленные задачи решаются способом изготовления изделий из ВТСП керамик посредством пластической деформации заготовки с пластинчатой микроструктурой со степенью деформации, обеспечивающей получение острой кристаллографической текстуры с заданной ориентировкой базисных плоскостей зерен, отличающимся тем, что деформацию осуществляют при температуре, выбираемой в интервале T*<T<Tlim, где Т* - температура начала макроскопического зернограничного проскальзывания, а Тlim - предельная температура, определяемая допустимым уровнем необратимого распада основной ВТСП фазы в условиях деформации, и со скоростью деформации, предотвращающей в выбранном интервале температур развитие динамической рекристаллизации (ДР), при этом деформацию заготовки осуществляют методом, выбираемым с учетом формы изделия.
Поставленные задачи решаются также, если:
- температуру деформации в указанном интервале выбирают тем меньшей, чем меньше размер зерен в исходной заготовке.
- скорость деформации выбирают в интервале 10-6-10-3 с-1, причем ее выбирают тем большей, чем выше температура деформации или меньше размер зерен;
- при изготовлении цилиндрических изделий, у которых диаметр превышает высоту, с ориентировкой базисных плоскостей зерен перпендикулярно оси цилиндра, деформацию осуществляют посредством одноосной осадки преимущественно за один проход;
- при изготовлении цилиндрических изделий, у которых высота превышает диаметр, с ориентировкой базисных плоскостей зерен перпендикулярно оси цилиндра, деформацию осуществляют посредством кручения в газостате преимущественно за один проход;
- при изготовлении цилиндрических изделий, у которых высота меньше или равна диаметру, с ориентировкой базисных плоскостей зерен перпендикулярно оси цилиндра, деформацию осуществляют посредством осадки с кручением в оболочке преимущественно за один проход;
- при изготовлении тонких дисков, у которых диаметр в 10 и более раз превышает высоту, с ориентировкой базисных плоскостей зерен параллельно плоской поверхности диска, деформацию осуществляют посредством осадки с кручением без оболочки преимущественно за один проход;
- при изготовлении изделий типа пруток с ориентировкой базисных плоскостей зерен параллельно друг другу вдоль оси изделия, деформацию осуществляют посредством равноканального углового прессования за несколько проходов без разворота заготовки на проходах;
- при изготовлении протяженных цилиндрических изделий, в которых базисные плоскости зерен ориентированы перпендикулярно радиусам цилиндра, деформацию осуществляют посредством экструзии за несколько проходов;
- при изготовлении плоских изделий типа лист с ориентировкой базисных плоскостей зерен параллельно поверхности листа деформацию осуществляют прокаткой за несколько проходов;
- при изготовлении изделия типа стакан с комбинированной ориентировкой базисных плоскостей зерен, когда на цилиндрической поверхности базисные плоскости зерен ориентированы перпендикулярно радиусам стакана, а на дне стакана они ориентированы перпендикулярно оси стакана, деформацию осуществляют выдавливанием или выдавливанием с подкручиванием, при этом используют заготовку с мелкозернистой микроструктурой со средним размером зерен менее 2 мкм;
- после основной деформации проводят рекристаллизационный отжиг;
- после основной деформации при температурах вблизи Tlim или при использовании после деформации рекристаллизационного отжига проводят дополнительную деформацию при температурах (1-1,1)Т* со скоростью в интервале 10-4-10-1 с-1 преимущественно за один проход со степенью деформации не более екрит, что соответствует доле динамически рекристаллизованных зерен не более 5%;
- дополнительную деформацию проводят тем же методом, что и основную деформацию;
- осуществляют заключительную термообработку изделия для снятия внутренних напряжений и восстановления кислородного индекса;
- перед основной деформацией осуществляют дополнительную деформацию преимущественно за несколько проходов в температурно-скоростных условиях, способствующих измельчению зерен в результате развития ДР, а затем отжигают до появления пластинчатой микроструктуры, не допуская увеличения среднего размера зерен более чем в 1,5-2 раза.
Раскрытие сущности изобретения
Рассмотрим механизм пластической деформации ВТСП керамик. Все наиболее известные и перспективные ВТСП керамики имеют сильно анизотропную кристаллическую решетку. Из-за этого обстоятельства при пластической деформации ВТСП материалов действуют всего две независимые системы скольжения дислокаций - [100](001) и [010](001)[6], поэтому критерий Ван Мизеса, требующий для осуществления совместности деформации соседних зерен действия пяти независимых систем внутризеренного скольжения, не выполняется. Отсюда следует, что за счет внутризеренного скольжения, в принципе, невозможно реализовать высокие степени деформации. Однако в работе [7] на примере керамики Y123 было показано, что ограничение на пластичность, накладываемое дефицитом систем скольжения, имеет место только до определенной, характерной для данной керамики температуры. Выше этой температуры пластичность керамики резко возрастает благодаря активизации в макромасштабе другого механизма пластической деформации - зернограничного проскальзывания (ЗГП). При макроскопическом ЗГП величина проскальзывания становится соизмеримой с размером зерен. Такое ЗГП компенсирует недостаток внутризеренных систем скольжения и обеспечивает совместность деформации соседних зерен. Обозначим температуру начала макроскопического ЗГП как Т*.
Теперь о формировании текстуры. Механизм формирования текстуры определяется действующим механизмом пластической деформации. Если в металлах текстура образуется, в основном, благодаря внутризеренному дислокационному скольжению (ВДС), то в ВТСП керамиках из-за дефицита систем скольжения роль ВДС в возникновении текстуры является второстепенной. В работе [7] впервые было показано, что текстура в ВТСП керамиках формируется за счет действия ЗГП путем "укладки" зерен пластинчатой формы в жидкой пленке. Но развитие ЗГП не приводило к образованию текстуры при деформации при более низких температурах, т.к. в этом случае развивалась ДР с образованием мелких глобулярных зерен.
Дальнейшие исследования, проведенные авторами при создании изобретения, показали, что ключевую роль в формировании текстуры играет форма зерен, которая зависит не только от температуры, но и от скорости и степени деформации. Даже в полужидкой области при высоких скоростях деформации благодаря развитию ДР может формироваться глобулярная мелкозернистая микроструктура, а текстура размываться. Исследования на примере керамики Bi2212 показали, что острая текстура может формироваться и в твердофазной области, если в исходной заготовке микроструктура пластинчатая и мелкозернистая. Это связано с тем, что ДР в мелкозернистых материалах при низких скоростях деформации развивается вяло и форма зерен сохраняется пластинчатой до больших степеней деформации.
Последнее утверждение опровергает распространенное в литературе мнение, что текстура в керамиках формируется благодаря направленному росту зерен в поле упругих напряжений.
Таким образом, в керамике с исходной микроструктурой, состоящей из мелких пластин с большим коэффициентом формы, деформация, приводящая к острой текстуре, возможна даже при относительно низких температурах (чуть выше Т*) без риска развития ДР. Обработка при таких низких температурах не характерна для ВТСП керамики. Причем деформация заготовки с исходной мелкозернистой пластинчатой микроструктурой при таких температурах (вблизи Т*) позволяет при той же текстуре получить улучшенные механические свойства за счет сохранения мелкого размера зерен и повышенной плотности дислокации. К тому же малоугловые границы зерен и дислокации в теле зерен являются эффективными центрами пиннинга магнитных вихрей.
Температура Tlim - это предельная температура деформации, выше которой степень распада основной ВТСП фазы становится недопустимой. При создании изобретения было установлено, что температура Тlim зависит от величины гидростатического давления, т.е. условий деформации, и может смещаться в область более высоких температур. В частности, в керамике Вi2212 смещение Тlim на 30-40°С наблюдается при гидростатическом давлении 5-10 МПа. Гидростатическое давление создают либо с помощью оболочки, либо в газостате или оно возникает при определенных методах нагружения, например осадке с кручением тонких дисков или РКУ прессовании с применением противодавления. Кроме того, заготовки деформируют в условиях гидростатического давления для повышения пластичности. В этом случае необходимо большее гидростатическое давление.
Значение Т* определяют с помощью оптической или растровой электронной микроскопии по смещению рисок на деформационном рельефе, a Tlim - методами дифференциально-термического анализа (ДТА), рентгенофазового анализа (РФА) или по диаграмме равновесия.
Перейдем от механизма деформации к методам деформирования. Известен факт формирования текстуры при деформации, причем тип образующейся текстуры, в основном, определяется тензором напряжений и типом кристаллической решетки. Как правило, изменение направления деформации приводит к рассеянию основной ориентировки и появлению новых ориентировок, т.е. к формированию многокомпонентной текстуры. Наиболее рассеянная текстура получается в случае деформации вдоль трех взаимно ортогональных осей. Например, после всесторонней ковки, особенно при повышенных температурах, текстура в материалах не образуется.
В изотропных материалах, например в металлах с кубической решеткой, текстура однозначно не определяет спектр разориентировок границ зерен. Одной текстуре может соответствовать несколько спектров разориентировок границ зерен. Напротив, в анизотропных материалах, таких как керамика, текстура однозначно связана со спектром разориентировок границ зерен, т.е. чем острее текстура, тем меньше разориентировки границ зерен.
Острой считается текстура с углом рассеяния текстурного максимума менее 10°, определяемая по полюсной фигуре. Для получения высокой токонесущей способности ВТСП керамики необходима острая текстура, в которой базисные плоскости зерен ориентированы вдоль основного токового направления.
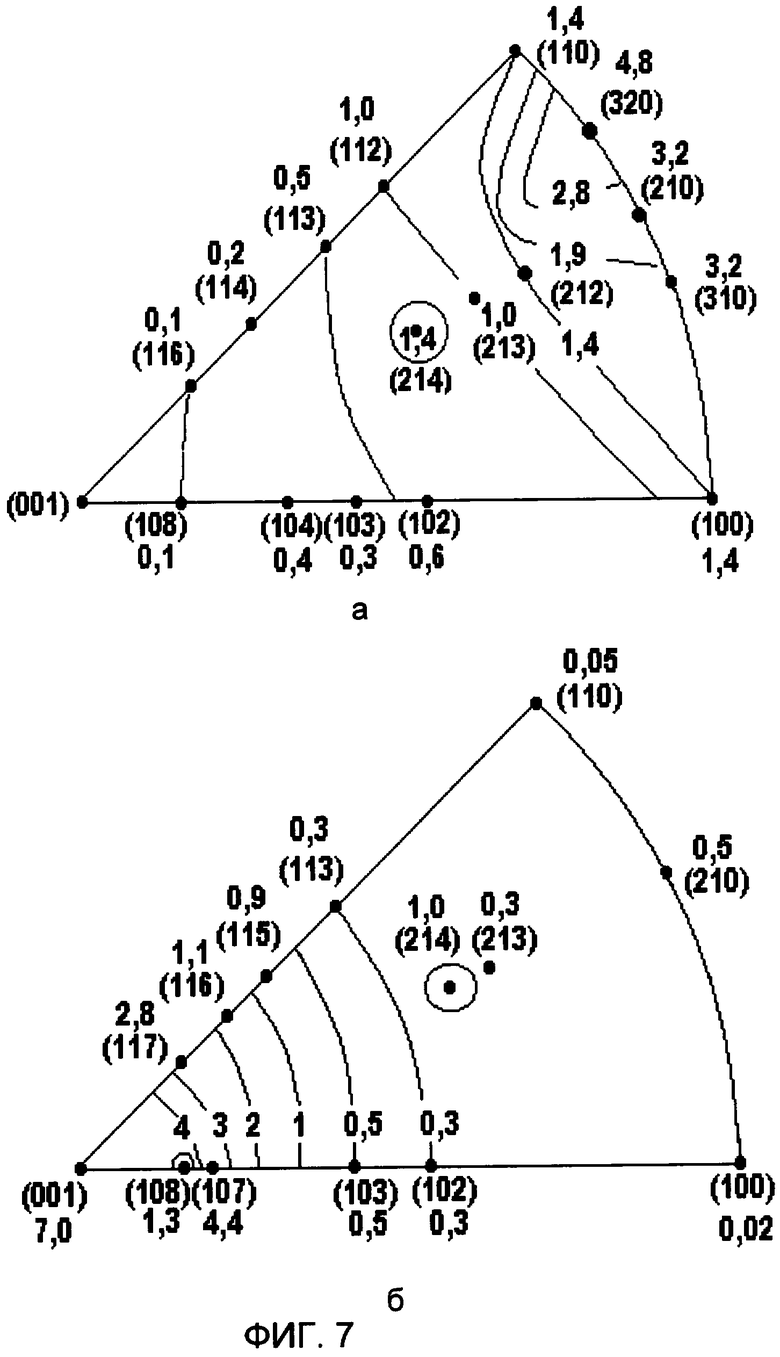
Ориентировка базисных плоскостей зерен зависит от напряженно-деформированного состояния. Например, при сжатии базисные плоскости ориентируются перпендикулярно оси сжатия, при экструзии перпендикулярно радиусам заготовки, при прокатке параллельно плоскости листа (фиг.7а).
Для получения острой текстуры необходимы значительные степени деформации. Однако до создания изобретения не все методы деформирования, позволяющие реализовать такие степени, могли быть применены для обработки керамики вследствие узкого температурного интервала обработки (Т** - Tlim, где Т** - температура появления жидкости на границах зерен, а Тlim - предельная температура, определяемая допустимым уровнем необратимого распада основной ВТСП фазы без учета условий деформации. Обработка в указанном температурном интервале приводила к росту зерен на стадии нагрева под деформацию и к риску развития ДР в ходе деформации. Кроме того, такие методы деформации, как экструзия, обратное выдавливание, равноканальное угловое прессование, не могли применяться без использования оболочки вследствие химического взаимодействия и "залипания" ВТСП материала к стенкам деформирующего инструмента. Высокая пластичность мелкозернистой пластинчатой керамики вблизи Т* позволяет проводить деформацию любым известным методом при относительно низких температурах без риска развития ДР и химического взаимодействия керамики с материалом оснастки.
Исходной предпосылкой для выбора метода деформирования является преимущественное направление сверхпроводящего тока. Метод деформирования определяется экспериментально или исходя из литературных данных о типе формирующейся текстуры при данном методе деформирования.
В предлагаемом решении не исключается влияние на текстуру внутризеренного скольжения, что проявляется в ориентировке одной из осей зерен <hk0> вдоль направления течения материала при деформации. Это объясняется следующим образом. Как было сказано выше, в ВТСП керамиках действует всего две независимые системы скольжения дислокации - [100](001) и [010](001). После горячей деформации в ВТСП керамиках наблюдаются полные дислокации с векторами Бюргерса [100](001), [010](001) и [110](001). Дислокации типа [110] возникают как результат взаимодействия дислокации типа [100] и [010] [6]. Известно, что одновременное действие двух систем скольжения, действующих по двум направлениям в одной и той же плоскости, равносильно простому скольжению по той же плоскости в направлении равнодействующей оси, расположенной между этими направлениями скольжения. В случае скольжения дислокации с векторами Бюргерса [100], [010] и [110] оси зерен будут стремиться занять положение между этими направлениями. Чаще всего вдоль направления течения ориентируется ось [320], что свидетельствует о том, что дислокаций с вектором Бюргерса [110] больше, чем дислокаций [100] и [010]. Последнее обстоятельство можно объяснить тем, что, по-видимому, несмотря на то, что дислокации типа [110] возникают лишь как результат взаимодействия дислокаций типа [100] и [010], при деформации сегменты [110] могут легко размножаться, действуя как источники Франка-Рида. Приведенные рассуждения иллюстрируются обратными полюсными фигурами (ОПФ), приведенными на фиг.7б.
Таким образом, одновременное действие ЗГП и внутризеренного скольжения (при сохранении пластинчатой формы зерен) позволяет получить более совершенную текстуру - текстуру ограниченного типа, благодаря чему уменьшается количество большеугловых границ между зернами с параллельными базисными плоскостями, что приводит при том же значении F к большему значению Jc.
В случае ориентировки базисных плоскостей зерен параллельно плоской поверхности заготовки (в случае прокатки, осадки, осадки с кручением) для оценки остроты текстуры удобно пользоваться так называемым фактором Лотгеринга F [8]. При таком определении острой считается текстура, у которой F≥0,90, где F - фактор ориентировки базисных плоскостей. Значение F≥0,90 приблизительно соответствует углам разориентировки базисных плоскостей θ≤10°. Параметр F рассчитывается по следующим соотношениям:
F=(P-Po)/(1-Po), (1)
Р=ΣJ(ool)/ΣJ(hkl), (2)
где Р - относительная сумма интенсивностей пиков (00I) для текстурированного образца, Pо - эквивалентный параметр для бестекстурного образца. Величина F изменяется от 0 в полностью бестекстурном образце до 1 в образце с идеальной текстурой.
Острота текстуры, как было отмечено ранее, определяется степенью деформации. В зависимости от метода деформирования для набора необходимой степени деформации используют один или несколько проходов. Например, в случае осадки с кручением обычно достаточно одного прохода, т.к. этот метод позволяет реализовать большую степень деформации за один проход. При использовании других методов, например прокатка, РКУ, экструзия, целесообразно осуществлять деформацию за несколько проходов.
При создании изобретения было обнаружено, что после пластической деформации в зернах всегда имеет место повышенная плотность дислокаций и дефектов упаковки, которые, как известно, являются центрами пиннинга магнитных вихрей и повышают токонесущую способность ВТСП керамики.
Кроме того, при создании изобретения было обнаружено, что сами малоугловые границы зерен также выступают как центры пиннинга, т.к. они состоят из изолированных решеточных дислокаций. В этой связи на примере Вi2212 было установлено, что наиболее высокую токонесущую способность имеют изделия с сильнотекстурированной субмикрокристаллической микроструктурой.
Необходимо отметить, что данный способ является весьма перспективным для получения таких ВТСП изделий, как диск, кольцо, пруток, труба с высокой токонесущей способностью. Указанные изделия в настоящее время могут быть получены, в основном, путем вырезания из крупных заготовок, полученных расплавным методом, и только на ограниченном круге ВТСП материалов. Кроме того, к этим изделиям предъявляются определенные требования по прочности, т.к. они могут быть использованы в условиях высоких механических нагрузок.
Рассмотрим сущность изобретения в его развитии:
- Уменьшение среднего размера зерен обычно приводит к снижению температуры хрупко-вязкого перехода и увеличению пластичности. Кроме того, при прочих равных условиях уменьшение среднего размера зерен сопровождается замедлением динамической рекристаллизации. Поэтому использование заготовки с мелкозернистой микроструктурой позволяет снизить температуру деформации и, в результате, получить изделие с улучшенными механическими свойствами. Кроме того, снижаются требования к стойкости инструмента.
- Экспериментально определен интервал скоростей деформации 10-6-10-3 с-1, который рекомендуется для обработки ВТСП керамик. Ниже 10-6 с-1 деформация технологически нецелесообразна, а выше 10-3 с-1 возможно развитие ДР и потеря пластинчатой формы зерен. С увеличением температуры скорость ЗГП возрастает, а скорость ДР снижается, поэтому появляется возможность увеличения скорости деформации вблизи Тlim. Однако при скоростях деформации выше 10-3 с-1 возможно развитие ДР и потеря пластинчатой формы зерен даже при достаточно высоких температурах. В мелкозернистом материале скорость ЗГП выше, чем в крупнозернистом, поэтому возможен выбор больших скоростей деформации в указанных пределах при использовании исходной заготовки с мелкозернистой микроструктурой.
- Для изготовления изделия типа цилиндр с ориентировкой базисных плоскостей зерен перпендикулярно оси цилиндра деформацию осуществляют посредством одноосной осадки. Под действием напряжений сжатия, действующих вдоль оси заготовки, формируется аксиальная текстура с ориентировкой базисных плоскостей зерен перпендикулярно оси сжатия. При этом преимущественной ориентировки вдоль радиусов заготовки какой-либо оси [hk0] не происходит. Деформацию осадкой проводят как в оболочке, так и без оболочки за один проход. Для получения изделия цилиндрической формы после деформации бочкообразную заготовку подвергают механической обработке. В силу простоты реализации осадку рекомендуется использовать для получения изделий с низкой себестоимостью, к которым не предъявляются высокие требования по остроте текстуры и токонесущей способности. Заготовки с такой текстурой могут быть использованы в качестве постоянных криогенных магнитов с ориентировкой вектора намагниченности параллельно оси цилиндра. Использование сверхпровдника в качестве магнита основано на физическом явлении - захвате внешнего магнитного потока при переходе сверхпроводника в смешанное состояние.
- Для изготовления изделия типа цилиндр, в котором высота более чем в два раза больше диаметра, с текстурой, в которой базисные плоскости зерен ориентированы перпендикулярно оси цилиндра, деформацию рекомендуется осуществлять посредством кручения в газостате. Зерна ориентируются базисной плоскостью перпендикулярно оси кручения, а вдоль радиусов заготовки ориентируется одно из направлений [hk0]. Заготовки с такой текстурой ограниченного типа могут быть использованы в качестве постоянных магнитов в подвесках левитирующих транспортных средств. Другое возможное применение - магнитные экраны. Если механической обработкой удалить внутреннюю часть цилиндра и полученное отверстие прикрыть ВТСП диском, то получится закрытый полый цилиндр. Такое изделие можно использовать для экранирования магнитного поля, направленного параллельно оси цилиндра. Деформацию кручением проводят, как правило, за один проход.
- Для изготовления заготовки типа цилиндр, в которой высота меньше или равна диаметру, с текстурой, в которой базисные плоскости зерен ориентированы перпендикулярно оси цилиндра, деформацию рекомендуется осуществлять посредством осадки с кручением в оболочке. Гидростатическое давление создается оболочкой. Зерна ориентируются базисной плоскостью перпендикулярно оси кручения, а вдоль радиусов заготовки ориентируется одно из направлений [hk0] - направление [320]. Заготовки с такой текстурой могут быть использованы в качестве постоянных криогенных магнитов в подвесках левитирующих транспортных средств.
- Для изготовления квазидвумерного осесимметричного изделия типа диск, в котором диаметр более чем на порядок превышает толщину, с ориентировкой базисных плоскостей параллельно плоской поверхности диска деформацию осуществляют посредством осадки с кручением без оболочки. При указанном соотношении диаметра и высоты необходимость в оболочке или газостате отпадает, поскольку при сжатии большая часть тонкой заготовки находится в условиях, близких к гидростатическому сжатию. Такой метод дополнительно позволяет получить текстуру ограниченного типа, в которой оси зерен [320] ориентированы вдоль радиусов заготовки. Наличие ограниченной текстуры уменьшает количество большеугловых границ между зернами с параллельными базисными плоскостями, что приводит при том же значении F к большему значению плотности критического тока. Заготовки с такой текстурой могут быть использованы в качестве постоянных магнитов в подвесках левитирующих транспортных средств. Другое возможное применение - магнитные экраны, набранные из колец. Если удалить центральную часть нескольких дисков, сложить полученные кольца вместе, а сверху и снизу прикрыть дисками, то получится закрытый полый цилиндр. Полученный цилиндр можно использовать для экранирования магнитного поля, направленного параллельно оси цилиндра. Деформацию проводят, как правило, за один проход.
- При изготовлении изделий типа токоввод в форме прутка с круглым, квадратным или прямоугольным сечением с направлением сверхпроводящего тока вдоль оси прутка необходима ориентировка базисных плоскостей параллельно друг другу и вдоль оси токоввода. Для изготовления изделия, обладающего указанной формой и текстурой, используют равноканальное угловое прессование (РКУ) по маршруту А [9], т.е. без изменения ориентировки заготовки после каждого прохода. В этом случае при повторном проходе сохраняются плоскость и направление сдвига, что приводит к усилению текстуры по мере увеличения числа проходов. После определенного количества проходов базисные плоскости ориентируются параллельно друг другу и оси прутка. Деформацию проводят как в оболочке, так и без оболочки. Гидростатическое давление может создаваться противодавлением.
- Для изделий типа цилиндр универсального назначения, в которых сверхпроводящий ток может быть направлен как прямолинейно, вдоль оси изделия, так и по замкнутым траекториям на цилиндрической поверхности, необходима текстура ограниченного типа, в которой базисные плоскости зерен ориентированы перпендикулярно радиусам цилиндра, а вдоль оси цилиндра одна из осей [hk0]. Для получения изделий с такой текстурой деформацию осуществляют посредством экструзии. Такие заготовки могут быть использованы в качестве элементов ротора криогенных гистерезисных электродвигателей, в которых магнитное поле статора направлено перпендикулярно оси заготовки. Кроме того, полый цилиндр с такой текстурой может быть использован в качестве экрана магнитного поля. Деформацию проводят как в оболочке, так и без оболочки. Гидростатическое давление может создаваться противодавлением.
- При изготовлении изделий типа лист с направлением сверхпроводящего тока вдоль плоскости листа необходима ориентировка базисных плоскостей зерен параллельно плоскости листа. Сжимающие напряжения в зоне деформации ориентируют базисные плоскости параллельно плоскости листа. Прокатку проводят без разворота заготовки на проходах на специальном прокатном стане с подогреваемыми валками, в котором усилие прокатки контролируется компьютером путем автоматического изменения расстояния между валками. Подобные листы могут быть использованы как элементы экранов магнитных полей. Деформацию проводят как в оболочке, так и без оболочки.
- Для изделий типа стакан, которые могут использоваться в качестве экранов магнитного поля и в которых сверхпроводящие токи текут по замкнутым траекториям на поверхности, необходима комбинированная ориентировка базисных плоскостей - на цилиндрической поверхности базисные плоскости должны ориентироваться перпендикулярно радиусам стакана, а на дне стакана они должны ориентироваться перпендикулярно оси стакана. Для получения таких изделий деформацию осуществляют посредством выдавливания или выдавливания с подкручиванием. Для повышения пластичности используют заготовку со средним размером зерен менее 2 мкм. При выдавливании стенка трубы находится в условиях, близких к чистому сдвигу, и базисные плоскости зерен ориентируются перпендикулярно радиусам трубы. В донной части стакана под действием сжимающих напряжений базисные плоскости зерен ориентируются параллельно оси сжатия. Стыковка двух таких стаканов позволит полностью экранировать внутренний объем от внешнего магнитного поля или наоборот. Для лучшего контакта двух стаканов друг с другом их можно сварить методом диффузионной сварки. Деформацию проводят как в оболочке, так и без оболочки. Рекомендуется использовать противодавление.
- Рекомендуется проводить последеформационный рекристаллизационный отжиг для усиления текстуры. Его проводят, когда, во-первых, нет возможности получить острую текстуру только путем деформации, например, из-за ограничения, накладываемого методом деформации, не позволяющим реализовать необходимую степень деформации, в частности, осадкой. Во-вторых, когда не предъявляются высокие требования к механическим свойствам изделия.
- При деформации вблизи Tlim благодаря интенсивному развитию ЗГП и высокой скорости диффузионных процессов не удается ввести в материал оптимальное количество дислокаций и дефектов упаковки, являющихся эффективными центрами пиннинга магнитных вихрей. Кроме того, если после деформации даже вблизи Т* используют для усиления текстуры рекристаллизационный отжиг, то плотность дефектов в заготовке существенно уменьшается. Поэтому в обоих случаях проводят дополнительную деформацию при более низких температурах с небольшими степенями деформации и со скоростями в интервале 10-4-10-1 с-1, не допуская развития ДР. ДР надежно обнаруживается, когда доля вновь возникших глобулярных зерен составляет около 5%. Если основная деформация осуществлялась в оболочке, то дополнительную деформацию целесообразно проводить также в оболочке.
- В ряде случаев более технологично дополнительную деформацию проводить тем же методом, что и основную.
- Для уменьшения внутренних напряжений, восстановления кислородного индекса и уменьшения количества несверхпроводящих фаз на границах зерен. Время отжига выбирают таким, чтобы получить максимальное значение Jc. В частности, для керамики Y123 последеформационный отжиг проводят в два этапа, причем второй этап проводят при низких температурах (около 500°С) для перестройки кристаллической решетки из тетрагональной в орторомбическую. Когда деформацию проводят с очень маленькими скоростями в интервале температур формирования оптимального кислородного индекса, такой отжиг не требуется.
- Мелкозернистая микроструктура при прочих равных условиях обладает целым рядом преимуществ по сравнению с крупнозернистой. Она более пластичная и мягкая (меньше напряжение течения) при высокой температуре, но более прочная при криогенных температурах. Кроме того, мелкозернистая микроструктура быстрее текстурируется, т.е. для достижения острой текстуры требуется меньшая степень деформации. Для получения мелкозернистой равноосной микроструктуры керамику деформируют в стальной оболочке в условиях развития ДР. Деформацию проводят преимущественно за несколько проходов. Это связано с тем, что для улучшения однородности микроструктуры необходимы смена температур и осей деформации, а также промежуточные отжиги. Промежуточные отжиги, несмотря на небольшой рост мелких зерен и приобретение ими пластинчатой формы, снижают объемную долю крупных нерекристаллизованных участков. После дополнительной деформации необходимо провести отжиг при температуре, превышающей температуру появления первой порции жидкости на границах зерен, обеспечивающей появление пластинчатой микроструктуры. Время и температура отжига выбираются из условия получения пластинчатой микроструктуры с коэффициентом формы зерен не менее 2,5, не допуская при этом роста зерен более чем в 1,5-2 раза. Необходимость проведения отжига в полужидкой области связана с тем, что пластинчатая форма зерен формируется из глобулярной по механизму коалесценции по Оствальду в жидкой фазе [10].
Нагрев при отжиге можно совместить с нагревом под основную деформацию, причем после трансформации глобулярной микроструктуры в пластинчатую температуру можно снизить и деформацию провести при более низкой температуре, чем температура отжига.
Перечень фигур графических изображений
Фиг.1. Исходная пластинчатая микроструктура в керамике Y123 (а) и Вi2212 (б).
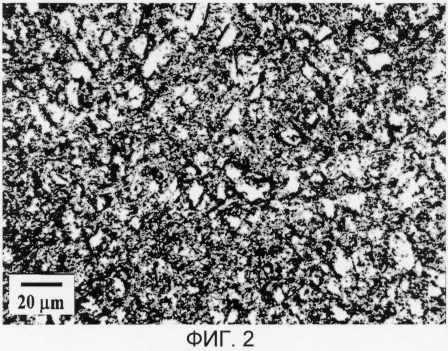
Фиг.2. Исходная равноосная микроструктура после предварительной дополнительной деформации в керамике Y123.
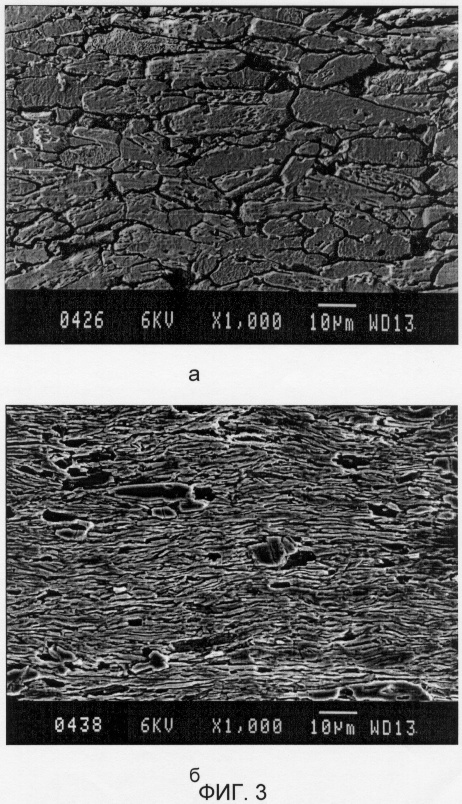
Фиг.3. Микроструктура керамики Y123 (а) и Вi2212 (б, в, г) после деформации. Срез, перпендикулярный базисным плоскостям.
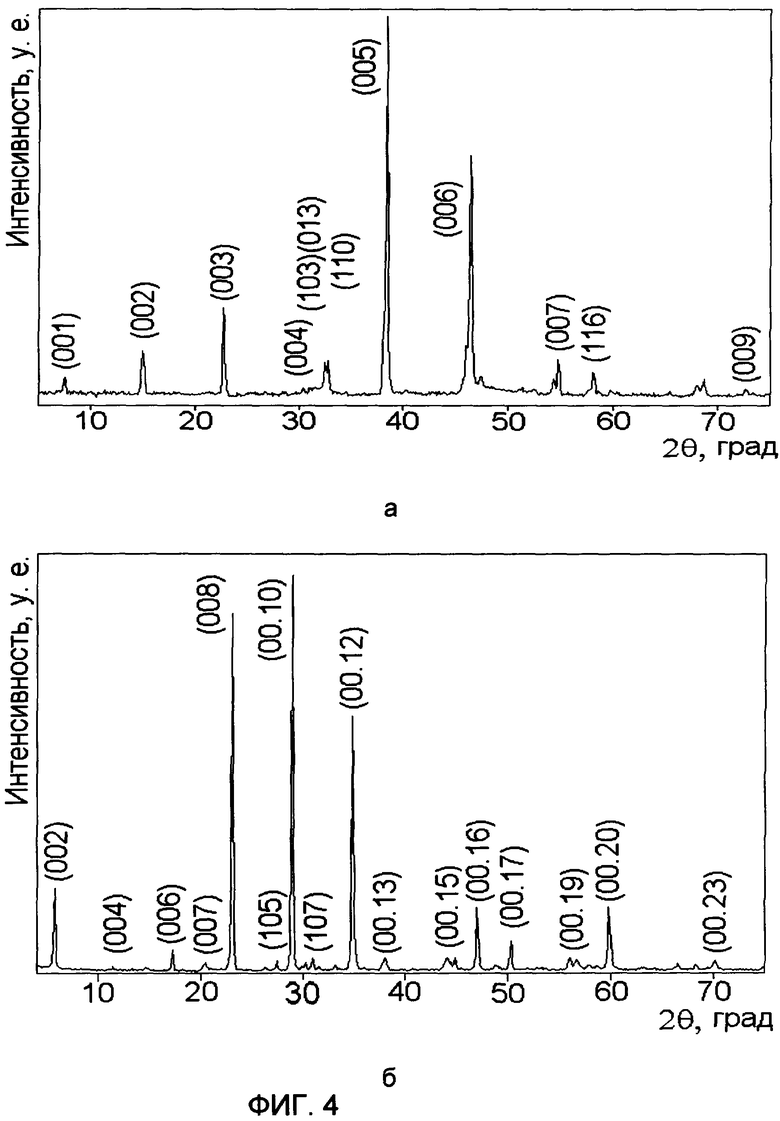
Фиг.4. Дифрактограмма со среза параллельного базисным плоскостям в деформированном образце керамики Y123 (а) и Вi2212 (б).
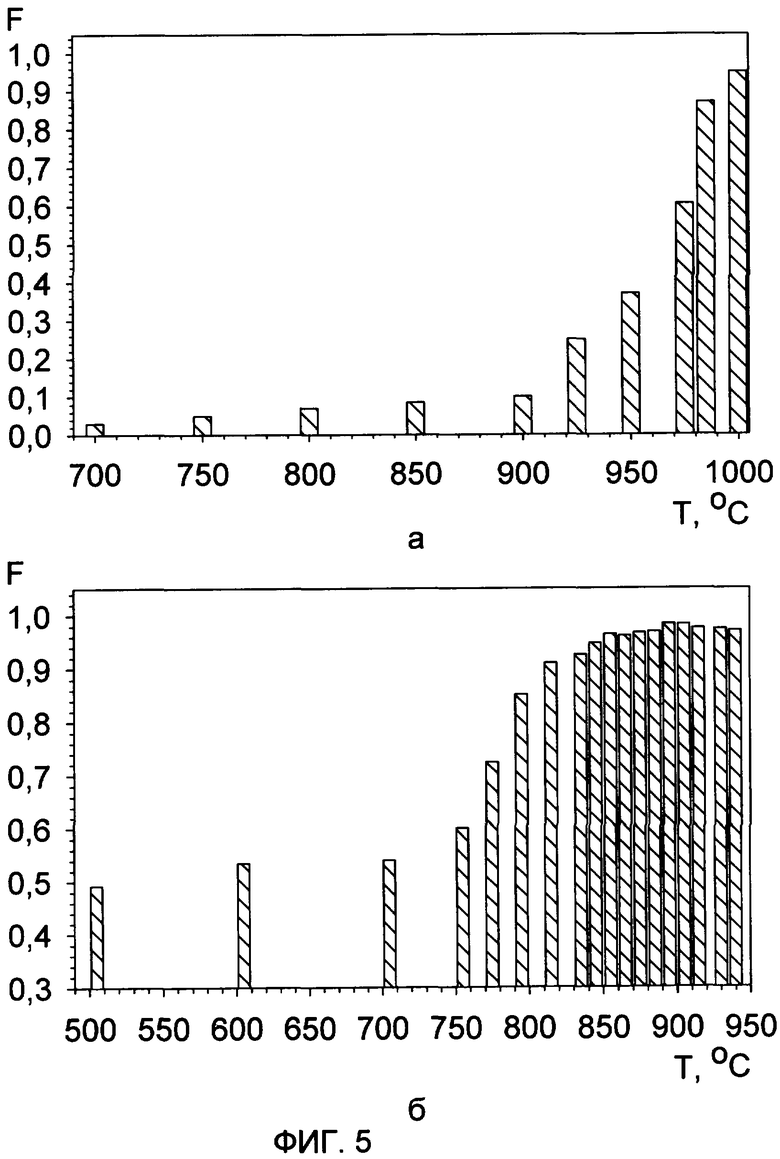
Фиг.5. Зависимость фактора ориентировки базисных плоскостей (F) от температуры деформации керамики Y123 (а) и Вi2212 (б). Дифрактограммы сняты со срезов касательных к поверхностям, по которой будет протекать сверхпроводящий ток.
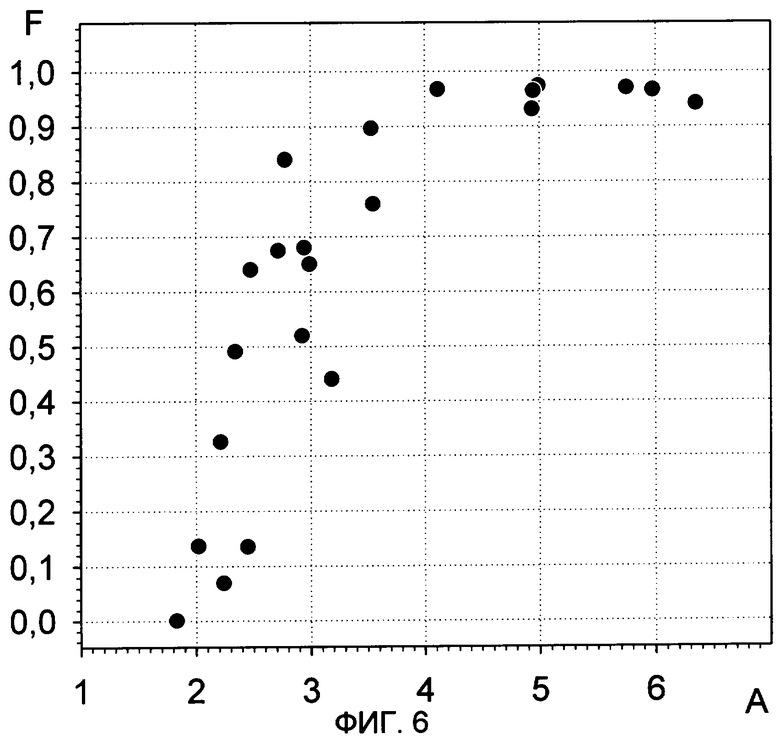
Фиг.6. Зависимость фактора F от коэффициента формы зерен А керамик Y123 и Bi2212.
Фиг.7. Обратная полюсная фигура (ОПФ) для направления вдоль (а) и перпендикулярно (б) оси сжатия образца керамики Y123, подвергнутого деформации методом осадка с кручением.
Поясним более подробно фиг.4, 5, 6, 7, предназначенные для иллюстрации сущности изобретения.
На фиг.4 показаны дифрактограммы со срезов перпендикулярных оси сжатия тонких дисков Y123 (а) и Bi2212 (б), полученных осадкой с кручением. Наблюдается существенное перераспределение интенсивностей пиков по сравнению с бестекстурным порошком. Пики (001) имеют большую интенсивность, а пики (hkl) слабую. Это свидетельствует о том, что базисные плоскости зерен ориентируются перпендикулярно оси сжатия. Дифрактограммы со срезов, параллельных базисным плоскостям в сильнотекстурированных заготовках, полученных другими методами деформации, имеют аналогичный вид.
На фиг.5 показана зависимость фактора ориентировки базисных плоскостей (F) от температуры деформации керамик Y123 (а) и Bi2212 (б). Зависимость была получена на тонких дисках, подвергнутых осадке с кручением. Видно, что в керамике Bi2212 острая текстура формируется уже вблизи Т*. Это объясняется тем, что в Bi2212 исходный размер зерен был существенно меньше, чем в Y123 (0,5 мкм против 10 мкм). При таком малом размере зерен ДР не развивается даже вблизи Т*. Напротив, благодаря большому размеру зерен вблизи Т* возможно развитие ДР и текстура не формируется. Вблизи Т* текстура может сформироваться, но при очень малых скоростях деформации, менее 10-6 с-1, что весьма нетехнологично при изготовлении изделий. Текстура в Y123 с таким размером зерен формируется только при более высоких температурах, когда вклад ДР в формирование микроструктуры существенно уменьшается. Фиг.5 дополнительно иллюстрирует роль исходного размера зерен в формировании текстуры.
На фиг.6 показана зависимость фактора F от среднего коэффициента формы зерен А=В/С, где В - средняя ширина пластин, С - средняя длина пластин. Кривая получена на основе статистической обработки металлографических шлифов керамик Y123 и Bi2212, деформированных различными методами и при различных режимах. Шлифы готовились со срезов, перпендикулярных поверхностям, по которым течет сверхпроводящий ток. Видно, что острота текстуры растет с увеличением коэффициента формы зерен, асимптотически приближаясь к единице. Данная иллюстрация подтверждает тезис о том, что основной механизм формирования текстуры в ВТСП керамиках связан с ЗГП.
На фиг.7 представлен типичный вид ОПФ для направления, параллельного (а) и перпендикулярного (б) базисным плоскостям в изделии, полученном деформацией осадкой с кручением тонкого диска Y123. Видно, что базисные плоскости зерен ориентируются перпендикулярно оси сжатия, а вдоль радиусов заготовки ориентируются оси зерен [320]. Для изделий, полученных другими методами, ОПФ не приводятся, т.к. они имеют вид, аналогичный одному из ОПФ, представленных на фиг.7, в зависимости от местоположения шлифа. Например, ОПФ для различных направлений: вдоль оси экструдированной и выдавленной заготовок; перпендикулярного оси сжатия в случае осадки и осадки с кручением в оболочке заготовок; вдоль направления прокатки; параллельно оси прутка, полученного РКУ, аналогичны фиг.7а. Обратные полюсные фигуры для таких направлений, как: перпендикулярного цилиндрической поверхности экструдированной и выдавленной заготовок; вдоль оси сжатия в случае одноосной осадки и осадки с кручением в оболочке заготовок; перпендикулярного плоскости прокатки заготовок; перпендикулярного оси прутка, расположенной в плоскости, образованной осями каналов при РКУ, имеют вид, аналогичный фиг.7б.
Примеры конкретного осуществления изобретения
Примеры приводятся для наиболее распространенных керамик Y123 и Bi2212. Примеры не исчерпывают возможностей способа в отношении легированных составов для указанных керамик и других керамик, отличающихся фазовым составом, размером зерен в исходном состоянии, агрегатным состоянием (аморфное состояние) до нагрева под деформацию, а также других изделий.
Общими для всех примеров являются следующие положения:
1) Определение температурно-скоростных условий деформации осуществляют экспериментально. Для этого берут цилиндрический образец, делают полированную лыску на цилиндрической поверхности, наносят на нее риски тонкой алмазной пастой и деформируют методом одноосной осадки без оболочки при ряде температур и скоростей деформации. Температуру начала макроскопического ЗГП (Т*) определяют металлографически по разрыву рисок на границах зерен. Значение Tlim определяют опытным путем с учетом влияния гидростатического давления на температуру плавления основной ВТСП фазы.
Для керамики Y123 на воздухе значение Т* составляет около 800°С, Тlim без приложения гидростатического давления - около 980-990°С. В условиях гидростатического давления Tlim возрастает до 1000-1010°С.
Для керамики Bi2212 на воздухе значение Т* составляет около 750°С, Tlim без приложения гидростатического давления - около 870-880°С. В условиях гиростатического давления Tlim возрастает до 930-940°С.
2) Конкретные температуру, скорость и степень деформации с учетом величины гидростатического давления и размера зерен в исходной заготовке определяют методом планирования эксперимента (метод крутого восхождения) [11] в условиях основной деформации.
3) Выбор метода деформирования проводят с учетом необходимой формы изделия и токового пути. Тип текстуры определяют исходя из литературных данных, полученных как на ВТСП материалах, так и на других материалах с анизотропной кристаллической решеткой в условиях горячей деформации с учетом тензора напряжений.
4) Данные по материалу, виду обработки, полученным остроте текстуры и плотности транспортного критического тока в нулевом внешнем магнитном поле приведены в таблице.
Пример №1.
Необходимо получить изделие из керамики Bi2212 в виде диска диаметром 18 мм и высотой 2 мм, в котором основное направление сверхпроводящего тока расположено в плоскости диска. Для того чтобы обеспечить протекание таких токов достаточно базисные плоскости зерен ориентировать параллельно плоскости диска. Это достигается путем деформации осадкой. При таком способе деформации под действием сжимающих напряжений базисные плоскости зерен располагаются перпендикулярно оси сжатия, а вдоль радиусов диска ориентируются направления [320], [210], [310] и [110]. Для реализации этого способа берут исходную заготовку из спеченной при 850°С в течение 24 час керамики Bi2212 с размером зерен около 0,5 мкм (фиг.1 б) в виде цилиндра диаметром 10 мм и высотой 10 мм, помещают ее между двумя параллельными бойками и деформируют на степень е=1,6 без оболочки за один проход при температуре 870°С со скоростью 10-4 с-1. Для усиления текстуры проводят отжиг при температуре 870°С в течение 24 час. Далее для увеличения плотности дислокации проводят дополнительную деформацию при 815°С со скоростью 10-4 на степень е=0,05. После дополнительной деформации отжигают при температуре 840°С в течение 30 час. Далее осуществляют механическую обработку - удаляют наружный рыхлый слой диска. Микроструктура после деформации (срез перпендикулярен базисным плоскостям) представлена на фиг.3б. Полученные диски могут быть использованы в качестве постоянных магнитов при температурах 4,2-30 К.
Пример №2.
Необходимо получить изделие из керамики Вi2212 в виде цилиндра диаметром 10 мм и высотой 20 мм, в котором основное направление сверхпроводящего тока расположено в плоскости, перпендикулярной оси цилиндра. Для такого направления сверхтока необходима текстура ограниченного типа, в которой базисные плоскости зерен ориентированы перпендикулярно оси цилиндра, а вдоль радиусов заготовки - одно из направлений [hk0]. Такая текстура получается путем деформации кручением, при этом вдоль радиусов цилиндра ориентируются оси зерен [320], что дает более совершенную, чем в примере №1, текстуру. В данном примере берут спеченную при 850°С мелкозернистую цилиндричесую заготовку общей высотой 40 мм с технологическими утолщениями на концах высотой по 10 мм для закрепления в оснастке. Размеры рабочей части заготовки - диаметр 15 мм, высота - 20 мм. Деформацию проводят в газостате. В качестве среды, передающей давление, используют газ аргон. Величина гидростатического давления составляет 300 МПа, температура деформации 815°С, скорость деформации порядка 10-6 с-1. Деформацию осуществляют за один проход со степенью деформации е=3. Далее отжигают при температуре 840°С в течение 30 час. Микроструктура шлифа с цилиндрической поверхности показана на фиг.3 в. Полученный цилиндр может быть использован в качестве токоввода.
Пример №3.
Необходимо получить изделие из керамики Y123 в виде цилиндра диаметром 10 мм и высотой 10 мм, в котором сверхпроводящий ток будет течь в тангенциальном направлении в плоскости, перпендикулярной оси цилиндра. Для такого направления сверхтока необходима текстура ограниченного типа, в которой базисные плоскости зерен ориентированы перпендикулярно оси цилиндра, а вдоль радиусов заготовки - одно из направлений [hk0]. Такая текстура может быть получена осадкой, совмещенной с кручением. При этом вдоль радиусов заготовки ориентируются направления [320]. Для этого берут исходную заготовку из спеченной керамики Y123 диаметром 10 мм, высота 20 мм и с размером зерен 5-10 мкм (фиг.1а), помещают ее между двумя параллельными бойками и деформирую в оболочке из нержавеющей стали. Для предотвращения взаимодействия ВТСП керамики со сталью между ними подсыпают порошок окиси циркония. Толщину оболочки выбирают такой, чтобы она обеспечивала величину гидростатического давления 10-30 МПа. Температура деформации составляет 1000°С, скорость деформации порядка 5×10-3 с-1. Деформация на степень е=4 осуществляется за один проход. Далее проводят дополнительную деформацию тем же методом при температуре 875°С со скоростью 5×10-3 с-1 на степень деформации е=0,04. Для восстановления кислородного индекса проводят отжиг в токе кислорода при температуре 450°С в течение 24 часов. Микроструктура среза, перпендикулярного базисным плоскостям, показана на фиг.3а. Механическую обработку проводят аналогично примеру №1. Полученная заготовка может быть использована в качестве токоввода, элемента цилиндрического экрана, постоянного магнита.
Пример №4.
а) Необходимо получить изделие из керамики Bi2212 в виде тонкого диска диаметром 10 мм и высотой 0,5 мм, в котором сверхпроводящий ток будет течь в тангенциальном направлении в плоскости, перпендикулярной оси диска. Для такого направления сверхтока необходима текстура, в которой базисные плоскости зерен ориентированы перпендикулярно оси диска, а вдоль радиусов диска ориентировано одно из направлений [hk0]. Такая текстура может быть получена осадкой с кручением. При этом вдоль радиусов заготовки ориентируются направления [320]. Для этого берут исходную спеченную заготовку в виде диска диаметром 10 мм и высотой 2 мм с микроструктурой, как в примере №1, помещают ее между двумя параллельными бойками и деформируют на степень е=3,5 без оболочки при температуре 930°С со скоростью 10-3 с-1 за один проход. Температура деформации выбрана с учетом эффекта влияния гидростатического давления на температуру разложения фазы Bi2212. Для повышения остроты текстуры после деформации проводят отжиг без приложения внешнего давления при температуре 870°С в течение 24 час. Для увеличения плотности дислокации после отжига проводят тем же методом дополнительную деформацию при температуре 800°С со скоростью 10-1 с-1 на степень деформации е=0,03. Далее отжигают при температуре 840°С в течение 30 час. Механическую обработку проводят аналогично примеру №1. Вырезанием сердцевины дисков были получены кольца. Микроструктура со среза, перпендикулярного базисным плоскостям (параллельно оси сжатия), показана на фиг.3г. Полюсные фигуры для направления вдоль оси сжатия и вдоль радиуса диска показаны на фиг.7а, б. Полученные диски и кольца могут быть использованы в качестве элементов магнитной линзы, экрана и т.д.
б) Далее методом осадки с кручением тонкого диска из указанной мелкозернистой керамики были изготовлены образцы для исследования зависимости остроты текстуры от температуры деформации при выбранных скорости и степени деформации. Результаты представлены на фиг.5б. Они подтверждают действенность заявляемого температурного интервала деформации.
в) Далее методом осадки с кручением тонкого диска из керамики Y123 были изготовлены образцы для исследования зависимости остроты текстуры от температуры деформации для исходного крупнозернистого состояния. Скорость деформации 10-4 с-1, степень деформации е=3. Результаты представлены на фиг.5а. Они являются иллюстрацией того, что в крупнозернистом материале вблизи Т* развивается ДР и текстура не формируется.
Пример №5.
Необходимо получить изделие из керамики Вi2212 в виде параллелепипеда сечением 10×10 мм2 и высотой 50 мм, в котором сверхток будет течь вдоль длинной оси. Для такого направления тока базисные плоскости зерен должны располагаться параллельно друг другу вдоль оси параллелепипеда, при этом вдоль оси параллелепипеда должно ориентироваться одно из направлений [hk0]. Такая текстура может быть получена РКУ прессованием. Для этого берут спеченную заготовку с размером зерен около 0,5 мкм (фиг.1б) в виде параллелепипеда размером 10×10 мм2, высота 60 мм и деформируют в оболочке из серебра. Температура деформации составляет 830°С, скорость деформации порядка 10-4 с-1. Величина гидростатического давления 100 МПа обеспечивается подбором толщины оболочки и величины обратного давления. Деформацию осуществляют за 10 проходов без изменения ориентировки заготовки после каждого прохода (маршрут "А") и изменения угла деформации. Внутренний угол прессования ϕ=160°. После деформации осуществляют отжиг при температуре 840°С в течение 30 час. В полученной заготовке базисные плоскости располагаются параллельно оси выходного канала и перпендикулярно плоскости, образованной осями каналов. Вдоль оси заготовки параллелепипеда ориентируется ось [320]. Микроструктура среза в плоскости, образованной осями каналов, аналогична представленной на фиг.3б. Такая заготовка может быть использована в качестве токоввода постоянного магнита.
Пример №6.
Необходимо получить изделие из керамики Y123 в виде прутка диаметром 30 мм и длиной 1000 мм, в котором ток может течь как вдоль оси прутка, так и по замкнутым траекториям на цилиндрической поверхности. Для обеспечения таких направлений тока нужна текстура, в которой базисные плоскости ориентированы перпендикулярно радиусам прутка, а вдоль оси прутка - одно из направлений [hk0]. Такая текстура может быть получена экструзией. В качестве исходной берут заготовку с субмикрокристаллической микроструктурой.
Предварительно, с целью получения в керамике Y123 субмикрокристаллической глобулярной микроструктуры проводят всестороннюю ковку (три последовательные деформации одноосным сжатием в трех взаимно перпендикулярных направлениях с промежуточными отжигами) заготовки с крупным или средним размером зерен. Первую деформацию осуществляют в оболочке при температуре 875°С со степенью деформации около 50%. После деформации с целью уменьшения доли нерекристаллизованных зерен, возникающих в результате неполного протекания динамической рекристаллизации, проводят отжиг при 950°С в течение 1 час. Далее заготовку поворачивают на 90° и проводят вторую осадку при 875°С на степень 50%. После второй деформации снова проводят отжиг при 930°С в течение 1 час. Заготовку снова поворачивают на 90° и проводят последнюю деформацию при 875°С на 50%. В результате такого режима всесторонней ковки в сочетании с двумя промежуточными отжигами в керамике Y123 формируется глобулярная микроструктура со средним размером зерен менее 0,5 мкм (фиг.2).
С целью преобразования мелкозернистой глобулярной микроструктуры в мелкозернистую пластинчатую проводят отжиг при температуре 920°С в течение 0,5 час. В результате такой термомеханической обработки получают микроструктуру со средним размером зерен около 0,5 мкм и коэффициентом формы зерен не менее 2,5.
Из полученной заготовки с подготовленной микроструктурой вырезают цилиндрическую заготовку диаметром 100 мм и высотой 100 мм. Далее проводят экструзию в серебряной оболочке последовательно за пять проходов с 120 мм до 100 мм, с 100 мм до 80 мм, с 80 мм до 60 мм, с 60 мм до 40 мм и с 40 мм до 30 мм в стальной оболочке, как в примере №3. Температура деформации 900°С, скорость деформации 10-4 с-1 После последнего прохода деформации осуществляют отжиг при температуре 880°С в течение 24 часов для снятия внутренних напряжений. Для восстановления кислородного индекса проводят отжиг в токе кислорода при температуре 450°С в течение 24 часов. В результате экструзии формируется текстура с ориентировкой базисных плоскостей зерен перпендикулярно радиусам прутка, вдоль оси прутка ориентируется ось [320]. Микроструктура среза, проходящего по оси прутка, аналогична представленной на фиг.3а. Полученный пруток может быть использован в качестве токоввода, постоянного магнита, элемента ротора криогенного электродвигателя.
Пример №7.
Необходимо получить изделие из керамики Вi2212 в виде карточки толщиной 0,5 мм, шириной 40 мм и длиной 150 мм, в котором основное направление сверхпроводящего тока расположено в плоскости листа. Для обеспечения такого направления сверхпроводящего тока необходимо базисные плоскости зерен ориентировать параллельно плоскости карточки, а одно из направлений зерен [hk0] вдоль карточки. Такая текстура получается путем деформации прокаткой. В этом случае базисные плоскости зерен ориентируются параллельно плоскости карточки, а вдоль направления прокатки оси зерен [320]. Для получения изделия с такой структурой берут исходную спеченную при 850°С заготовку в форме параллелепипеда размером 2×40×40 мм и средним размером около 0,5 мкм (фиг.16). Далее проводят прокатку в серебряной оболочке при температуре 870°С за 30 проходов. Скорость деформации составляет около 5×10-3 с-1, напряжение деформации в зоне валков не превышает 50 МПа. После дополнительной деформации осуществляют отжиг при температуре 840°С в течение 30 час. Микроструктура среза, параллельного направлению прокатки, аналогична представленной на фиг.3г. Полученная лента может быть использована в качестве токоввода, элемента плоского экрана.
Пример №8.
Необходимо получить изделие из керамики Bi2212 в виде стакана толщиной 0,5 мм, внешним диаметром 20 мм и длиной 30 мм, в котором сверхпроводящие токи текут по замкнутым траекториям на поверхности. Для обеспечения таких направлений тока нужна комбинированная текстура - на цилиндрической поверхности базисные плоскости должны ориентироваться перпендикулярно радиусам стакана, а на дне стакана - перпендикулярно оси стакана. Для получения изделия с такой текстурой деформацию осуществляют посредством выдавливания. Берут исходную спеченную заготовку в форме цилиндра диаметром 17 мм, высотой 6 мм и средним размером зерен около 0,5 мкм (фиг.1б). Заготовку помещают в оболочку из сплава серебро-магний и проводят выдавливание стакана с механическим противодавлением при температуре 820°С. При этом выдавливающий пуансон осуществляет поступательно - вращательное перемещение, что позволяет существенно уменьшить усилие деформации и увеличить степень деформации. Угол поворота пуансона 90°. Скорость деформации составляет 10-4 с-1 После окончания выдавливания осуществляют термообработку при 840°С в течение 30 час. Далее проводят механическую обработку, в процессе которой возможно отрезание дна стакана. Микроструктура среза, проходящего по оси прутка, аналогична представленной на фиг.3б. Полученные стакан или труба могут быть использованы в качестве экрана, резонатора.
Параметры текстуры и токонесущей способности изделий в зависимости от материала и вида обработки. Условные обозначения: Jc - плотность транспортного критического тока в нулевом внешнем магнитном поле; Т -температура, при которой была измерена Jc; F - фактор Лотгеринга; α - угол рассеяния текстурного максимума.
Источники информации
1. Kawashima M., Nagata M., Nosoda Y., Takano S., Shibuta N., Mukai H. and Hirata T. - IEEE Trans. Magn., 1989, v. 25, p.2168.
2. A. Goyal et.al.-JOM, 1999, v. 51, N 7, р.19.
3. Salama К., Selvamanickam V., Gao L. and Sun K. - Appl. Phys. Lett., 1989, v. 43, p.2352.
4. Neurgaonkar R., Nelson J., Santha I., Gawad M. - Mat. Res. Bull., 1989, v. 24, p.1541.
5. A.Perin, E.Walker, R.Flukiger - Phys. Conf. Ser. N 148,1995, p.391.
6. Т.Yoshida, К.Kuroda and H.Saka - Philosophical Magazine A, 1990, v. 62, N 6, p.573.
7. О.А.Кайбышев, P.M.Имаев, М.Ф.Имаев - Доклады РАН, 1989, т. 305, N 5, с.1120.
8. F.K.Lotgering, J.Inorg. Nucl.Chem. -1959, v. 9, p.113.
9. V.M. Segal, Materials Science and Engineering A 197 (1995), p.157.
10. M.F.Imayev, D.B.Kazakova, A.P., A.N.Gavro, A.P., Trukhan - Physica C, 2000, v. 329, p. 75.
11. H.Джонсон, Ф.Лион. Статистика и планирование эксперимента в технике и науке. Методы планирования эксперимента. Пер. с англ. - M.: Мир, 1980, 516 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛОТНОЙ ТЕКСТУРИРОВАННОЙ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ НА ОСНОВЕ ВИСМУТА | 2006 |
|
RU2339598C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕЙ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2008 |
|
RU2371795C1 |
| Способ гибридной обработки магниевых сплавов | 2019 |
|
RU2716612C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1994 |
|
RU2081090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2224047C1 |
| Способ получения биорезорбируемого магниевого сплава и его применение | 2020 |
|
RU2758798C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ПОРОШКА СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1993 |
|
RU2050604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТЕХНИЧЕСКОГО ТИТАНА | 2002 |
|
RU2224046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИАКСИАЛЬНО ТЕКСТУРИРОВАННОЙ ПОДЛОЖКИ ИЗ БИНАРНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЭПИТАКСИАЛЬНОГО НАНЕСЕНИЯ НА НЕЕ БУФЕРНОГО И ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО СЛОЕВ ДЛЯ ЛЕНТОЧНЫХ СВЕРХПРОВОДНИКОВ | 2011 |
|
RU2451766C1 |
Изобретение относится к деформационной обработке материалов и может быть использовано для получения изделий, в том числе массивных, из высокотемпературных сверхпроводящих (ВТСП) керамик с высокой токонесущей способностью в форме диска, кольца, прутка, трубки, листа, ленты, которые применяются в накопителях энергии, устройствах магнитной левитации, криогенных электродвигателях, ускорителях, магнитных экранах, токовводах. Способ изготовления изделий из ВТСП керамик включает пластическую деформацию заготовки с пластинчатой микроструктурой со степенью деформации, обеспечивающей получение острой кристаллографической текстуры с заданной ориентировкой базисных плоскостей зерен. Деформацию осуществляют при температуре, выбираемой в интервале T*<T<Tlim и скорости деформации, предотвращающей в выбранном интервале температур развитие динамической рекристаллизации. При этом Т* - температура начала макроскопического зернограничного проскальзывания, а Тlim - предельная температура, определяемая допустимым уровнем необратимого распада основной ВТСП фазы в условиях деформации. Деформацию заготовки осуществляют методом, выбираемым с учетом формы изделия. Скорость деформации выбирают в интервале 10-6 - 10-3 с-1. 15 з.п. ф-лы, 1 табл., 7 ил.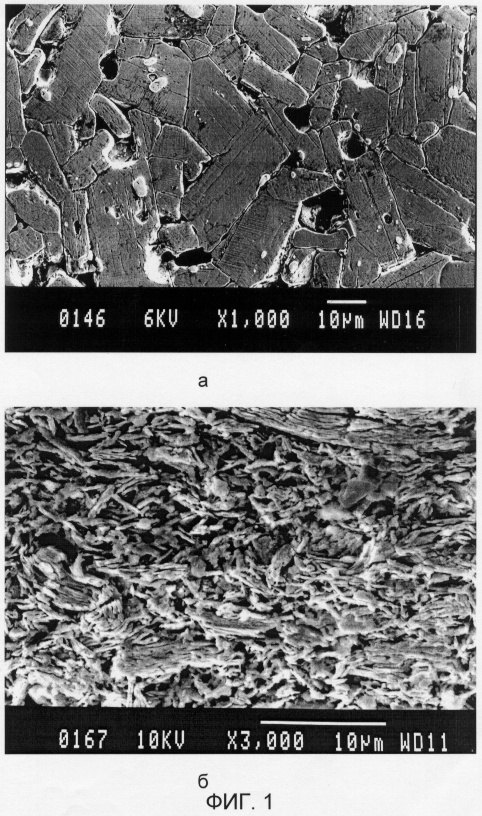
| PERIN A | |||
| et al “Densification and texturing of long Bi,Pb(2223) bars by hot rolling” Inst | |||
| Phys | |||
| Conf | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Ситценабивная машина | 1922 |
|
SU391A1 |

