Изобретение относится к черной металлургии, а именно к производству холоднокатаной электротехнической стали, применяемой для производства индукционных преобразователей.
Целью изобретения является снижение удельных потерь в изотропных участках магнитных систем.
П р и м е р. Сталь состава Si≈3,05% С≈0,025% Аl≈0,014% N≈0,01% Сu≈0,48% выплавленную в электропечах, подвергали горячей прокатке на полосы толщиной 3,0-2,5 мм и холодной прокатке в одну или две стадии, варьируя толщину после первой холодной прокатки ≈1,2-0,5 мм.
Проводили обезуглероживающий и заключительный высокотемпературный отжиг.
На полосах в промежуточной толщине 3,0-0,5 мм на регламентированных участках проводили термообработку на экспериментальной установке посредством прямого пропускания через образец электрического тока при температуре ≈1150оС, варьируя скорость нагрева в пределах 80-1050оС/с. Заключительную холодную прокатку на полосу 0,30-0,35 мм, осуществляли со степенью деформации 35-90% в зависимости от промежуточной толщины подката.
Длину локально термообработанных участков в полосах промежуточной толщины устанавливали в зависимости от степени заключительной деформации по соотношению l lиз(1- Σ/100)± A. При этом параметры длины изотропных и анизотропных участков задавали с учетом конструкции и размеров опытного магнитопровода. В проведенной серии экспериментов длина изотропных зон (lиз) составляла 30 мм, а анизотропных 250 мм при толщине полос 30 мм.
Контрольную полосу обрабатывали по способу прототипа: дополнительную термообработку регламентированных зон проводили на холоднокатаных полосах в толщине 0,35 мм при 1100оС с деформацией ≈0,5%
Все полосы после заключительной деформации подвергали высокотемпературному отжигу.
Из полученных полос вдоль направления прокатки вырезали образцы размером 280х30 мм таким образом, что изотропная зона длиной 30 мм находилась на одном из краев образца. Из таких образцов с комбинированной структурой собирали однофазные шихтованные магнитопроводы с расположением изотропных зон (1) в угловых участках.
Для сопоставления из полос этой же стали вырезали образцы длиной 280 мм, соответствующие чисто анизотропным зонам. Также собирали магнитопровод в соответствии с аналогом.
На магнитопроводах проводили измерения потерь холостого хода при индукции 1,7 Тл.
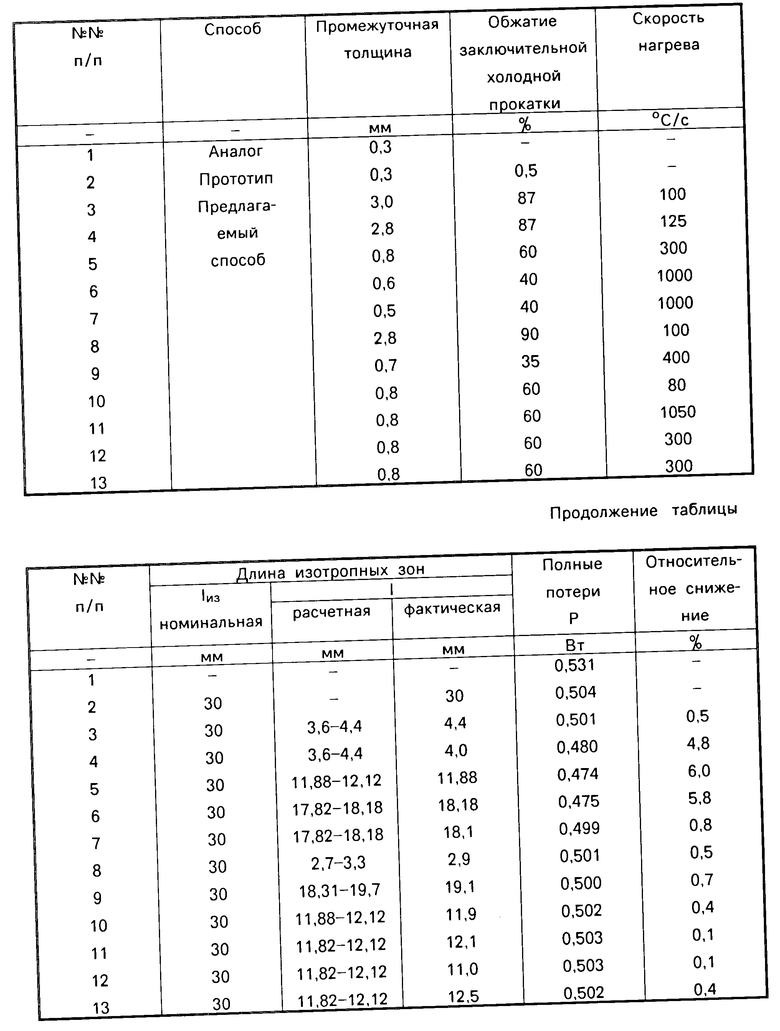
Результаты испытаний представлены в таблице.
Представлены режимы обработки и результаты измерений величины полных магнитных потерь испытанных магнитопроводов.
За базу взяты потери в анизотропно-изотропном (по прототипу) варианте обработки полос.
Из представленных результатов видно, что наибольший эффект снижения потерь холостого хода наблюдается в образцах NN 4-6, обработанных по предлагаемому способу. В этом случае максимальное снижение потерь по сравнению с магнитопроводом, наполненному по прототипу, составляет 5-6%
При выходе за указанные в предлагаемом способе параметры обработок (обр. 2,6-12) эффект уменьшения потерь холостого хода значительно снижается.
В трехфазных конструкциях магнитопроводов, где доля угловых участков увеличивается в 1,5-2 раза, снижение потерь холостого хода при использовании предлагаемой стали составляет 10-12% по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1985 |
|
SU1314687A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2150518C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1983 |
|
SU1148881A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| Способ получения изотропной электротехнической стали | 2021 |
|
RU2762195C1 |
| Способ производства высокопрочной электротехнической изотропной стали в виде холоднокатаной полосы | 2021 |
|
RU2764738C1 |
Использование: при производстве индукционных преобразователей. Сущность изобретения: способ включает горячую и холодную прокатки. После холодной прокатки в промежуточной толщине 2,8 0,6 мм проводят термообработку со скоростью нагрева 100 1000°С/с на регламентированных участках протяженностью, определяемой по зависимости: l = lиз(1-Σ/100) ± A, где lиз номинальная длина изотропного участка; Σ величина обжатия при окончательной прокатке, 1 и 100
постоянные коэффициенты; А абсолютная ошибка измерения, относительная величина которой равна 10% Затем проводят окончательную прокатку с обжатием 40 87% и обезуглероживающий и высокотемпературный отжиги. 1 табл.
СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, включающий горячую и холодную прокатку, термообработку регламентированных, периодически чередующихся участков, соответствующих изотропным участкам готовой стали, окончательную прокатку, обезуглероживающий и высокотемпературный отжиги, отличающийся тем, что, с целью снижения удельных потерь, термообработку полосы проводят при толщине 2,8 0,6 мм со скоростью нагрева 100 1000oС/с на регламентированных участках протяженностью, определяемой по зависимости
l=lиз(1-Σ/100)± A,
где lиз номинальная длина изотропного участка;
Σ величина обжатия
при окончательной прокатке,
1 и 100 постоянные коэффициенты;
А абсолютная ошибка измерения, относительная величина которой равна 10%
после чего проводят окончательную прокатку с обжатиями 40 87%
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1985 |
|
SU1314687A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
