(Л
с
Изобретение относится к черной металлургии, в частности к произволству холоднокатаной анизотропной электротехнической стали.
Известен способ производства анизотропнрй холоднокатаной электротехнической стали, включающий выплавку горячую прокатку, нормализационньй отжиг, холодную прокатку в одну или две стацяя с промежуточньм, обезугле роживакядим и высокотемпературнымi отжигами, в котором осуществляется дополнительный отжиг при 500-бЗО С в течение 10-100 ч после горячей деформации либо первой и/или второй холодной прокаток Доданный способ не обеспечивает стабильного уровня высоких электромагнитных свойств i
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ производства анизотропной электротехнической стали, включающий выплавку горячую прокатку, отжиг горячекатано го листа при 950-1200 С с последующим охлаждением, колодную прокатку с суммарным обжатием 81-95% и отжигом- между проходами при 100-350 С в течение 1 мин, обезуглероживающий
JH
и высокотемпературньй отжиги 2J.
Однако при обработке металла по известному способу не достигается высокий уровень электромагнитных свойств. Кроме того, обработка-металла требует дополнительных материальных затрат, связанных с созданием специального оборудования, обеспечивающего проведение термообработки в. процессе холодной деформации,
Цель изобретения - повьшение электромагнитных свойств.
Поставленная цель достигается тем, что согласно способу производства холоднокатаной анизотропной электротехнической стали, включающему выплавйу, горячую прокатку, отжиг горячекатаного подката при 950-1200 С с последующим- охлаждением холодную прокатку с суммарным.обжатием 81-95%, обезуглероживающий и высокотемпературный отжиги, перед холодной прокаткой проводят дополнительньй отжигпри 660-800 С в течение 10-120 мин.
Исследования, вьтолненные на железокремнистых сплавах, свидетельствуют о решающем влиянии структурны
особенностей матрицы и, в частности, ее текстуры на развитие процессов вторичной рекристаллизации при заключительном высокотемпературном отжиге и совершенство текстуры (110) 001J готового листа, а следовательно, на электромагнитные свойства. При этом текстура (100) fOOl тем совершенней, чем больше интенсивность .октаэдрической компоненты (111) текстуре матрицы после обезуглероживающего отжига. , Установлено, что развитие компо-. ненты т 11 при обезуглероживающем отжиге в значительной степени зависит от характера распределения дисперсных частиц размером менее 0,01 мкм в металле перед холодной прокаткой..
Механизм действия дисперсных частиц размерами менее 0,01 мкм при отжиге деформированного металла заключается в том, что они- в целом тормозят нормальньй рост субзерен на . начальном этапе первичной рекристаллизации, а затем и зерен - на более поздней стадии отжига. В этих условиях преимущество в росте получают кристаллы, с ориентировками {111 112 обладающие разориентированной на углы 30-35°, а следовательно, и наиболее высокоподвижной границей с основными компонентами текстуры в холоДнокатанном металле {100} 011 {112 110, {113J 110,(111 :110
При отсутствии в металле частиц размерами 0,01 мкм торможения нормального роста субзерен и затем сформировавшихся зерен не происходит в результате возможность роста приобретают кристаллиты сориентировками, отличающимися от {ill 1127 , что снижает интенсивность октаэдрической компоненты в текстуре металла после обезуглероживающего отжига.
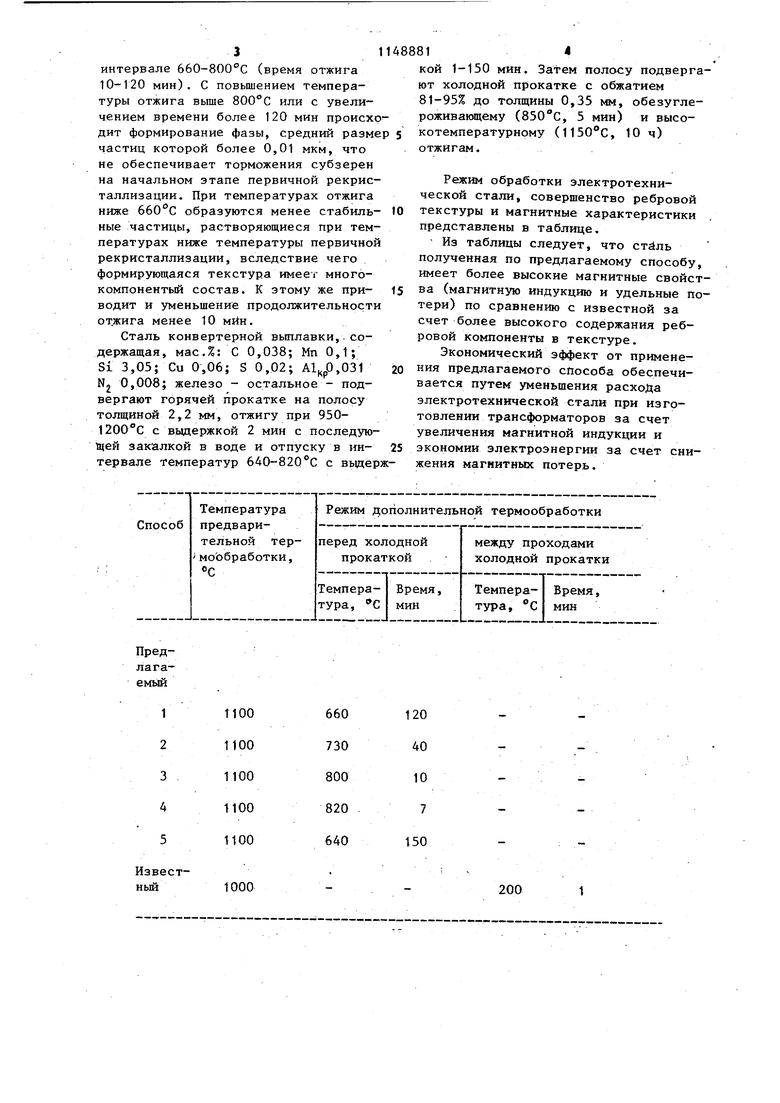
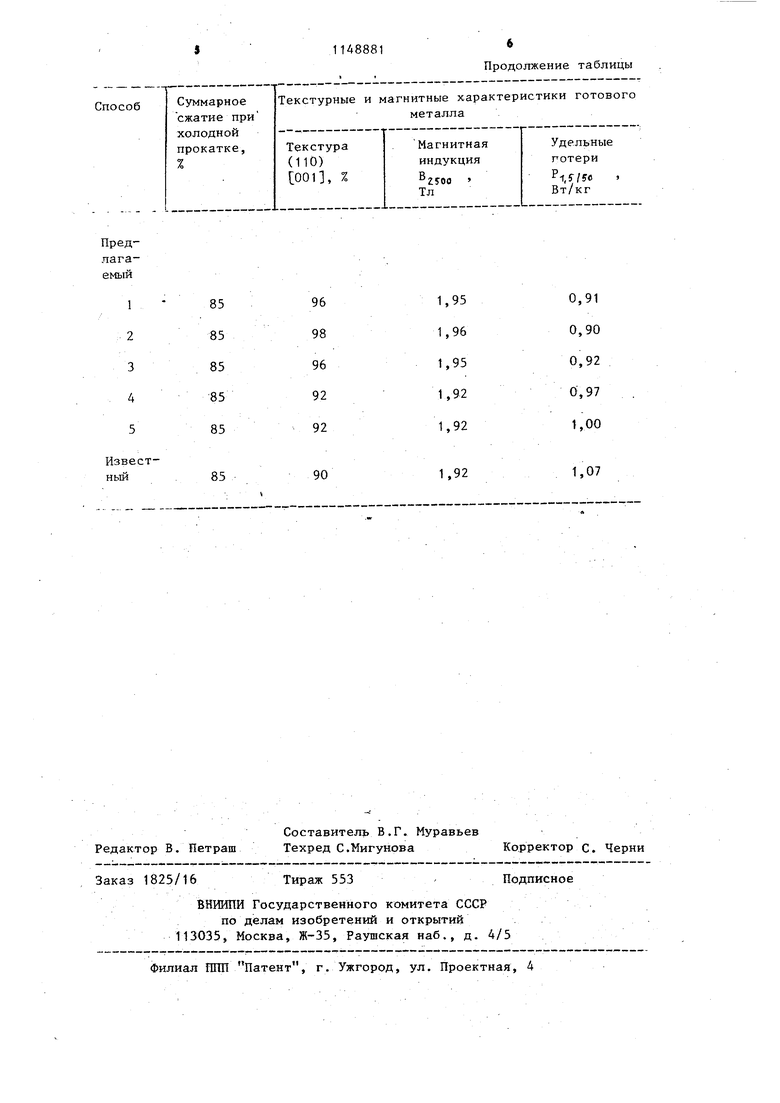
Установлено, что формирование дисперсных частиц наиболее просто осуществляется в металле, который после горячей прокатки подвергают отжигу и последующему охлаждению с высокими скоростями. В этом случае в твердом растворе сохраняется значительное количество фазообразукнцих элементов и при последующем дополнительном отжиге происходит вьщелени дисперсных частиц. Образование части размерами менее 0,01 мкм происходит лишь при отжиге в температурном 3 интервале ббО-вОО С (время отжига 10-120 мин). С повышением температуры отжига выше или с увеличением времени более 120 мин происхо дит формирование фазы, средний разме частиц которой более 0,01 мкм, что не обеспечивает торможения субзерен на начальном этапе первичной рекристаллизации. При температурах отжига ниже 660°С образуются менее стабильные частицы, растворяющиеся при температурах ниже температуры первичной рекристаллизации, вследствие чего формирующаяся текстура имеет многокомпонентьй состав. К этому же приводит и уменьшение продолжительности отжига менее 10 мин. Сталь конвертерной вьтлавки,. содержащая, масД: С 0,038; Мп 0,1; Si 3,05; Си 0,06; S 0,02; ,031 N2 0,008; железо - остальное - подвергают горячей прокатке на полосу толщиной 2,2 мм, отжигу при 9501200 С с вьщержкой 2 мин с последующей закалкой в воде и отпуску в интервале температур 640-820°С с выдер 814 кой 1-150 мин. Затем полосу подвергают холодной прокатке с обжатием 81-95% до толщины 0,35 мм, обезуглероживающему (, 5 мин) и высокотемпературному (, 10 ч) отжигам. Режим обработки электротехнической стали, совершенство ребровой текстуры и магнитные характеристики представлены в таблице. Из таблицы следует, что стиль полученная по предлагаемому способу, имеет более высокие магнитные свойства (магнитную индукцию и удельные потери) по сравнению с известной за счет более высокого содержания ребровой компоненты в текстуре. Экономический эффект от применения предлагаемого способа обеспечивается путем уменьшения расхода электротехнической стали при изготовлении трансформаторов за счет увеличения магнитной индукции и экономии электроэнергии за счет снижения магнитных потерь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2199595C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348705C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180357C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2637848C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2003 |
|
RU2237729C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2137849C1 |
СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, включакяций выплавку, горячую прокатку, отжиг горячекатаного подката при 950-1200 С с последующим охлаждением, холодную прокатку с суммарньм обжатием 81-95%, обезуглероживающий и высокотемпературный отжиги, отличающийся тем, что, с целью повышения электромагнитных свойств, перед холодной прокаткой проводят дополнительный отжиг при 660-800°С в течение 10-120 мин.
Предлагаемый
660 730 800 820 640
Извест1000ньй
120
40
10
7
150
200
Способ
Продолжение таблицы
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления текстурованнойэлЕКТРОТЕХНичЕСКОй СТАли | 1979 |
|
SU836151A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3933084, кл | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
