Изобретение относится к устройствам формования веществ в гранулированном состоянии с применением нагрева и охлаждения, и применяется, преимущественно, в металлургической и машиностроительной промышленности для изготовления газифицируемых моделей, в частности, из вспенивающегося полистирола в литейном производстве, а также различных наполнителей, тепловых изоляторов, упаковочной тары и других всевозможных изделий низкой объемной плотности для различных отраслей народного хозяйства.
Известно устройство - форма для инжекционного формования по заявке Японии №63-304212, МКИ 5 В294 5/34, содержащие две полуформы и устройство для удаления воздуха из формующих полостей.
Известно устройство для инжекционного формования по заявке Японии №2-328266, «Изобретения стран мира», выпуск 24, №12/98, стр.32.
Известен полуавтомат для изготовления инжекционным формованием газифицируемых моделей по заявке на изобретение РФ №2000111337 (дата публикации 2002.05.01), который, по мнению авторов, может быть принят за прототип.
Известный полуавтомат для изготовления инжекционным формованием газифицируемых моделей имеет основание, на котором смонтирована неподвижно одна из полупресс-форм с инжекционными устройствами.
Инжекционные устройства сообщаются с бункером для сырья, из которого изготавливаются модели, и с воздушной инжекционной магистралью с регулятором давления.
На раме смонтирован кронштейн с силовым пневмоцилиндром, соединенный с неподвижной полупресс-формой направляющими.
Шток пневмоцилиндра соединен со второй полупресс-формой, смонтированной подвижно на направляющих, соединяющих неподвижную полупресс-форму с силовым кронштейном.
Полупресс-формы имеют раздельные магистрали: воздуха с обратными клапанами, воды и пара с вентилями и пневмозатворами, сигнализаторами давления.
Полуавтомат содержит также воздушную магистраль с пневмораспределителями управления пневмоцилиндром, инжекционными устройствами и систему управления.
Полупресс-формы имеют устройства для удаления воздуха из формообразующих полостей в виде вент.
Известный полуавтомат по заявке на изобретение №2000111337 работает следующим образом.
Вспененные гранулы пенополистирола после смыкания полупресс-форм инжекционными устройствами подаются из бункера и вместе с воздушным потоком поступают в формообразующие полости полупресс-форм.
После заполнения гранулами формообразующих полостей полупресс-формы продевают сухим паром. При прогреве полупресс-форм, прогрев ведут с чередующим открытием и закрытием магистрали сброса конденсата.
После спекания гранул пенополистирола для стабилизации геометрических размеров формуемого изделия полупресс-формы охлаждают водой путем подачи холодной воды в полупресс-формы, при этом магистраль сброса конденсата открыта.
После охлаждения полупресс-форм система управления полуавтомата дает команду на пневмораспределители силового цилиндра, шток силового цилиндра втягивается и размыкает полупресс-формы, который выталкивает готовые изделия и одновременно просушивает полупресс-формы.
После просушки полупресс-форм система управления подает сигнал на пневмораспределитель пневмоцилиндра, шток которого приводит в действие подвижную полупресс-форму.
Полупресс-форма по направляющим перемещается до смыкания с неподвижной полупресс-формой. Далее цикл повторяется.
Усилия смыкания полупресс-форм определяется произведением герметичной полезной (рабочей) площади полупресс-форм и давлением сухого пара по стыку между полупресс-формами.
Рабочая (полезная) площадь полупресс-форм определяется геометрическими размерами и количеством формуемых изделий.
Давление сухого пара обеспечивает необходимую температуру спекания гранул, из которых изготавливаются формуемые изделия.
Так например, при изготовлении формуемых моделей из вспененного полистирола необходимо нагревание гранул до температуры не ниже 125°С÷130°С.
Получение такой температуры сухим паром возможно при давлении сухого пара не ниже 210 КПа.
При рабочей площади полупресс-формы 600 мм × 600 мм и давление сухого пара 210 КПа пневмоцилиндр смыкания полупресс-форм должен обеспечивать усилие на штоке не ниже 75600 Н.
Усилие на штоке пневмоцилиндра и давление сжатого воздуха определяют типоразмер пневмоцилиндра смыкания полупресс-форм.
Расход сжатого воздуха этим пневмоцилиндром за один цикл определяется величиной пути возвратно-поступательного движения штока цилиндра.
При эксплуатации этого полуавтомата выявлен еще один конструктивный недостаток - при смыкании полупресс-форм локальной силой штока пневмоцилиндра необходима высокая жесткость стыков сопрягаемых полупресс-форм.
Увеличение жесткости стыка достигается преимущественно за счет увеличения геометрических размеров соответствующих сечений конструкции, что влечет увеличение трудоемкости изготовления и массы конструкции.
Недостаточная жесткость стыка между полупресс-формами приводит к образованию монтажных зазоров между сомкнутыми полупресс-формами при подаче пара под давлением в формообразующие полости полупресс-форм, и, как следствие, к образованию облоя на формуемых моделях в плоскости стыка полупресс-форм, что недопустимо.
Предлагаемым техническим решением уменьшается расход сжатого воздуха при эксплуатации полуавтомата на каждом цикле работы и исключается образование облоя на формуемых моделях в плоскости стыка сопрягаемых полупресс-форм за счет исключения или существенного уменьшения монтажных зазоров между сомкнутыми полупресс-формами.
Для достижения указанного технического результата заявляемый полуавтомат для изготовления инжекционным формованием газифицированных моделей снабжен дополнительно подвижной плитой с дистанционно управляемыми фиксаторами (стопорами), для которых в направляющих, замыкающих неподвижный кронштейн с силовым цилиндром и кронштейн с неподвижной полупресс-формой, выполнены пазы для взаимодействия с управляемыми фиксаторами (стопорами) в зоне смыкания полупресс-форм.
На этой дополнительной подвижной плите, перемещаемой по направляющим штокам пневмоцилиндра, смонтированном на втором силовом неподвижном кронштейне, смонтированы короткоходовые пневмоприводы, взаимодействующие с подвижной плитой, на которой смонтирована полупресс-форма, также перемещаемая по направляющим, замыкающим неподвижные кронштейны между собой, и сочлененная со штоком пневмоцилиндра, установленного на втором неподвижном кронштейне.
Отличительными признаками предлагаемой конструкции полуавтомата от указанной выше известной, наиболее близкой к ней, является выполнение раздельных приводов перемещения подвижных плит по направляющим и приводов силового смыкания полупресс-форм между собой.
Для перемещения подвижной плиты по направляющим требуется пневмопривод с усилием на штоке не более 1 кН, достаточным для преодоления сил трения от веса подвижных плит по направляющим с заданной скоростью на расстояние не менее 350 мм - 400 мм в зависимости от геометрических размеров формуемых изделий.
Для силового смыкания полупресс-форм между собой после фиксации дополнительной подвижной плиты на направляющих требуется перемещение полупресс-форм до смыкания со второй полупресс-формой на существенно короткое расстояние, как правило, не более 10 мм, но с усилием в сотни и более раз большем, чем на перемещение подвижной плиты по направляющим.
Благодаря наличию этих признаков при работе полуавтомата существенно сокращается расход сжатого воздуха на каждом цикле работы полуавтомата, т.к. резко уменьшен объем расходуемого воздуха на пневмопривод перемещения подвижной плиты, а силовое замыкание полупресс-форм увеличенным количеством приводов, а не локальным (единственным) позволяет равномерно по площади полупресс-форм распределить силы смыкания полупресс-форм, что исключает прогибы полупресс-форм без увеличения жесткости конструкции.
Заявляемая конструкция полуавтомата для изготовления инжекционным формованием газифицируемых моделей иллюстрируется чертежами, представленными на фиг.1 - 7.
На фиг.1 показан общий вид полуавтомата для изготовления инжекционным формованием газифицируемых моделей с принципиальными схемами магистралей воздуха. Полупресс-формы разомкнуты.
Полуавтомат для изготовления инжекционным формованием газифицируемых моделей (далее по тексту - полуавтомат) содержит основание 1, неподвижный кронштейн 2, на котором закреплена неподвижно одна из полупресс-форм 3, неподвижный кронштейн 4 с пневмоцилиндром 5 (фиг.1 и 2), шток которого соединен с дополнительной подвижной плитой 6.
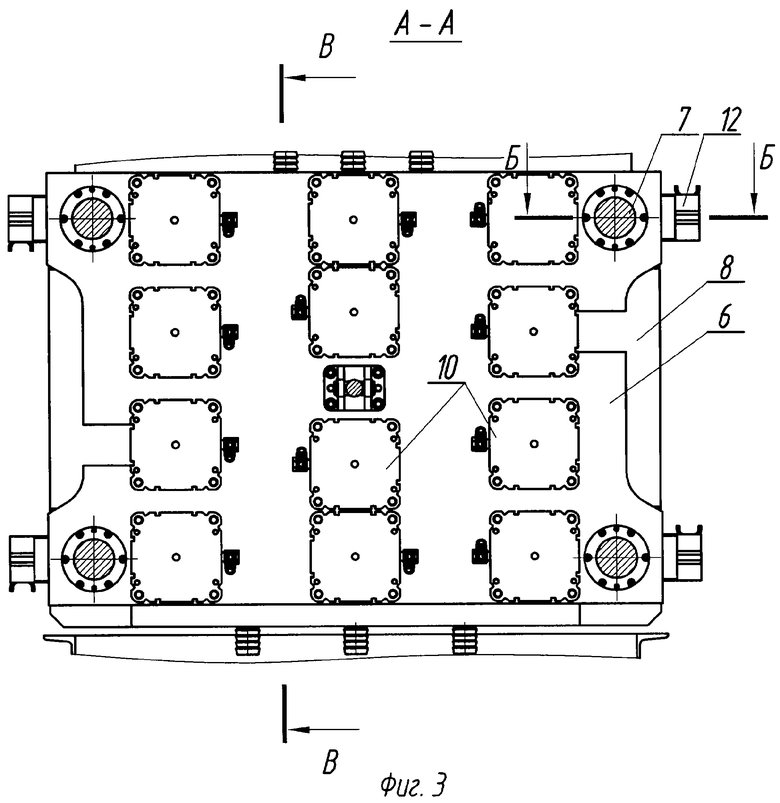
Неподвижные кронштейны 2 и 4 замкнуты между собой направляющими 7 (фиг.1-5).
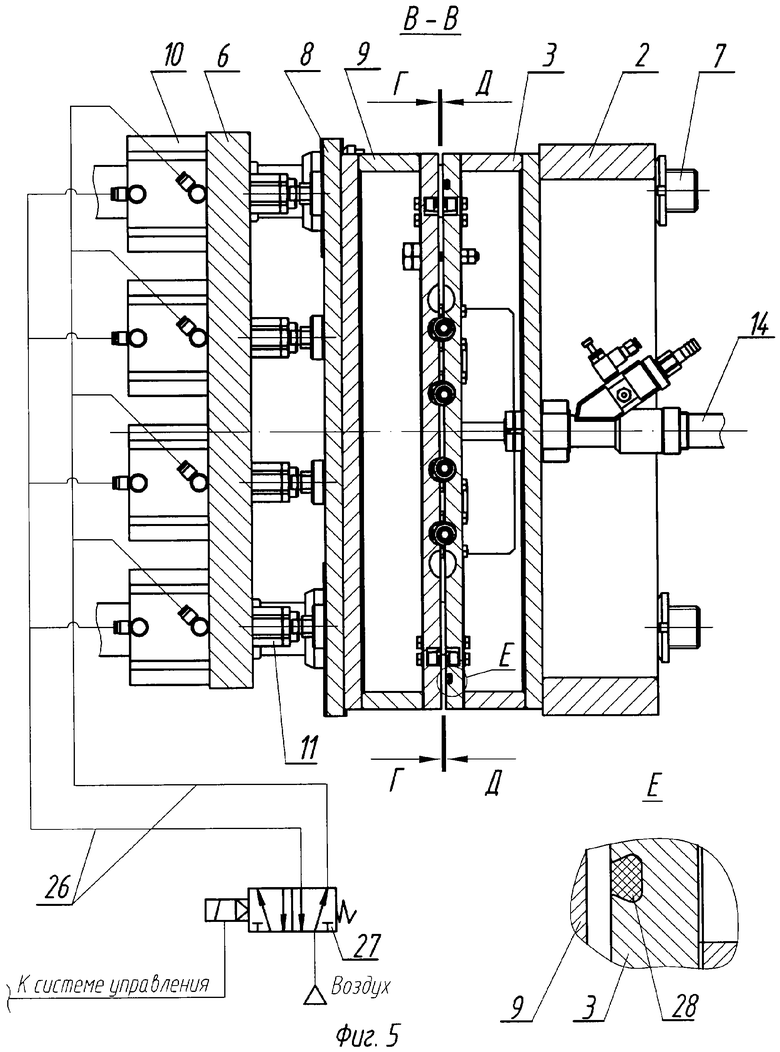
На направляющих 7 смонтированы дополнительная плита 6 и подвижная плита 8, на которой установлена вторая полупресс-форма 9 (фиг.1-5).
На дополнительной плите 6 установлены короткоходовые цилиндры 10 (фиг.1, 2, 5), штоки 11, которые сочленены с подвижной плитой 8 (фиг.1, 2, 5).
На плите 6 смонтированы дополнительно управляемые фиксаторы 12 (фиг.1-4, 7).
Полуавтомат содержит бункер 13 (фиг.1, 2), задувные устройства 14 с инжекционными магистралями 15 и пневмозатвором 16, магистралями управления 17, задувными устройствами 14 с распределителем 18, магистраль 19 с распределителем 20, систему управления 21 с линиями связи 22 (фиг.1, 2), магистраль 23 с распределителем 24 для подачи воздуха в пневмопривод фиксатора 12 (фиг.1, 2, 4).
Привод фиксатора 12 имеет датчик положения и соединен с упором 25 (фиг.4), для которого выполнены пазы Ж (фиг.4) на направляющих 7 в зоне смыкания полупресс-форм 3 и 9 (фиг.1, 2).
Привод фиксатора 12 с упором 25, магистралью 23 с распределителем 24 образуют дистанционно управляемый фиксатор.
Короткоходовые цилиндры 10 магистралью 26 соединены с распределителем 27 (фиг.5, 6).
Полупресс-формы 3 и 9 при смыкании между собой герметизируются посредством уплотнительного элемента 28 (фиг.5).
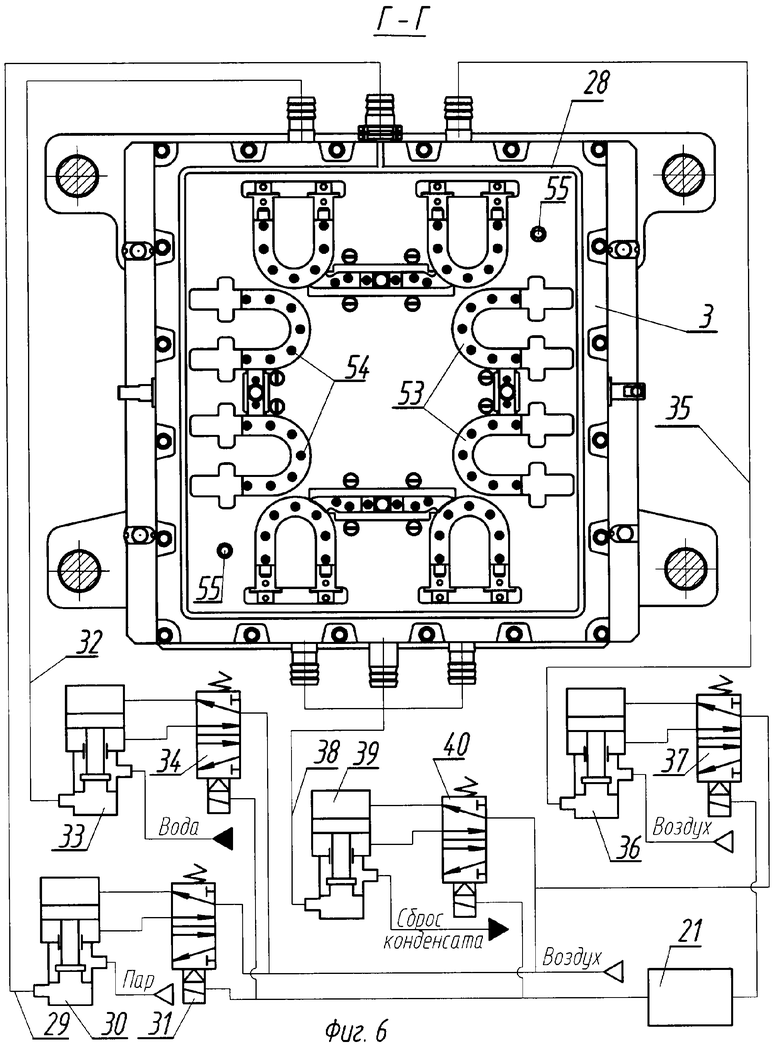
Неподвижная полупресс-форма 3 содержит паровую магистраль 29 (фиг.1, 2, 6) с пневмозатвором 30 и распределителем 31 для управления пневмозатвором 30, водную магистраль 32 с пневмозатвором 33 и распределителем 34, воздушную магистраль 35 с пневмозатвором 36 и распределителем 37, магистраль сброса конденсатора 38 с пневмозатвором 39 и распределителем 40 (фиг.6).
Пневмораспределители 31, 34, 37, 40 электрически соединены с системой управления 21 (фиг.6).
Подвижная полупресс-форма 9 (фиг.1, 2, 7) содержит паровую магистраль 41 с пневмозатвором 42 и распределителем 43, водную магистраль 44 с пневмозатвором 45 и распределителем 46, воздушную магистраль 47 с пневмозатвором 48 и распределителем 49, магистраль сброса конденсата 50 с пневмозатвором 51 и распределителем 52.
Пневмораспределители 43, 46, 49, 52 электрически соединены с системой управления 21 (фиг.7).
На взаимнообращенных друг к другу поверхностях полупресс-форм 9 и 3 выполнены формообразующие полости 53, повторяющие конфигурацию формуемых изделий, и в них выполнены воздушные каналы («венты») 54 и смонтированы датчики температуры 55 (фиг.6 и 7).
Автомат работает следующим образом.
Система управления 21 по заданной программе подает электрический сигнал на начало цикла на распределитель 20, через который сжатый воздух подается на пневмоцилиндр 5 (фиг.1).
Шток пневмоцилиндра 5 приводит в движение плиты 6 и 8, преодолевая силы трения при перемещении их до смыкания полупресс-форм 3 и 9 между собой (фиг.2) по направляющим 7.
В зоне смыкания полупресс-форм 3 и 9 упоры 25 фиксаторов 12 (фиг.4) впадают в пазы Ж, выполненные на направляющих 7, и фиксируют плиту 6 относительно направляющей 7 (фиг.4).
После фиксации плиты 6 по сигналу от датчиков положения фиксаторов 12, система управления подает электрический сигнал на распределитель 27 (фиг.5). Сжатый воздух по магистрали 26 поступает в поршневые полости короткоходовых цилиндров 10, штоки 11 которых осуществляют силовое смыкание полупресс-форм 3 и 9 между собой (фиг.2, 5), обеспечивающее необходимую жесткость и герметичность стыка по уплотнительному элементу 28 (фиг.5).
Плита 6 и плита 8, с установленной на ней полупресс-формой 9, занимают положение относительно неподвижных кронштейнов 2 и 4, изображенное на фиг.2.
После силового смыкания полупресс-форм 3 и 9 система управления 21 подает электрический сигнал на распределитель 18 и сжатый воздух через магистраль 17 подается в штоковые полости задувных устройств 14, одновременно система управления подает сигнал на распределитель 16 и сжатый воздух через магистраль 15 подается в задувное устройство 14.
Сжатый воздух, проходя через задувное устройство 14, увлекает формовочный материал (гранулы) из бункера 13 (фиг.1 и 2) и подает в формообразующие полости 53 (фиг.6 и 7) замкнутых полупресс-форм 3 и 9 (фиг.1-2, 6-7).
При поступлении гранул в формообразующие полости 53 (фиг.6, 7) воздух удаляется через каналы 54 и щели, выполненные для этой цели в полупресс-формах 3 и 9, и между ними.
После заполнения формообразующих полостей 53 материалом, из которого изготавливаются модели, система управления 21 подает сигнал на распределители 16 и 18.
Сжатый воздух подается через магистраль 17 в поршневую полость задувного устройства 14, одновременно прекращается подача сжатого воздуха через магистраль 15 в задувное устройство 17. Подача гранул в формообразующие полости 53 (фиг.6 и 7) прекращается, задувное устройство 14 запирается.
Одновременно система управления 21 подает сигнал на распределители 31 и 43 для управления пневмозатворами 30 и 42 соответственно (фиг.6 и 7), которые открывают магистрали 29 и 41 соответственно для подачи пара в полупресс-формы 3 и 9 (фиг.6 и 7) для их нагрева.
Температура нагрева полупресс-форм 3 и 9 контролируется датчиком 55 системы управления 21 (фиг.6 и 7).
Происходит «спекание» (формование) моделей. После «спекания» моделей для сохранения геометрических размеров и формы необходимо производить термостабилизацию.
Термостабилизация осуществляется резким охлаждением. Для этого полупресс-формы охлаждают водой.
Система управления 21 подает сигнал на пневмораспределители 34 и 46 (фиг.6 и 7) пневмозатворов 33 и 45 (фиг.6 и 7).
Вода поступает в полости полупресс-форм 3 и 9 (фиг.1, 2, 6 и 7) и охлаждает их и далее через магистрали 38 и 50 (фиг.6 и 7) слива конденсата и пневмозатворы 39 и 51, управляемые пневмораспределителями 40 и 52 соответственно, идет на слив (фиг.6 и 7).
Охлаждение полупресс-форм 3 и 9 контролируется датчиком 55 системы управления 21 (фиг.6 и 7).
После окончания режима охлаждения система управления 21 подает электрический сигнал на распределитель 24, сжатый воздух поступает в штоковые полости приводов фиксаторов 12 (фиг.1, 2, 4).
Упор 25 (фиг.4) приводом фиксатора 12 извлекается из паза Ж (фиг.4).
Одновременно система управления 21 подает электрический сигнал на распределитель 27 и сжатый воздух поступает в штоковую полость короткоходовых цилиндров 10 (фиг.3, 5), штоки 11 которых втягиваются и перемещают плиту 8 с полупресс-формой 9 к плите 6 (фиг.5).
Система управления 21 подает сигнал на распределитель 20, сжатый воздух по магистрали 19 поступает в штоковую полость пневмоцилиндра 5, шток которого начинает перемещать плиты 6 и 8 к кронштейну 4 (фиг.2).
Полупресс-форма 9, установленная на плите 8, размыкается с полупресс-формой 3.
Система управления 21 подает сигнал на пневмораспределители 40 и 52 (фиг.6 и 7) пневмозатворов 39 и 51 соответственно.
Через пневмозатворы 39 и 51 в полупресс-формы 3 и 9 (фиг.6 и 7) подается сжатый воздух для выдувания сформованных моделей из формообразующих полостей 53, удаления остатков воды и просушки.
Плиты 6 и 8 занимают положение относительно неподвижных кронштейнов 2 и 4, изображенное на фиг.1, т.е. возвращаются в исходное положение.
Оператор извлекает из формообразующих полостей 53 (фиг.6 и 7) оставшиеся сформованные модели.
Цикл работы полуавтомата заканчивается.
Заявляемая конструкция полуавтомата для изготовления инжекционным формованием газифицируемых моделей позволяет существенно сократить расход сжатого воздуха на каждом цикле работы полуавтомата и исключить образование облоя на формуемых моделях в плоскости стыка сопрягаемых полупресс-форм за счет исключения или существенного уменьшения монтажных зазоров между сомкнутыми полупресс-формами.
На полуавтомат заявляемой конструкции разработаны рабочие чертежи, по которым начато его изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| ТЕРМОФОРМОВОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2012 |
|
RU2518621C2 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 1994 |
|
RU2083370C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU582048A1 |
| Устройство для изготовления изделий из листовых термопластов гидроформованием | 1986 |
|
SU1466947A1 |
| СПОСОБ ПРЕССОВАНИЯ И СИСТЕМА УПРАВЛЕНИЯ СИЛОВЫМ ПРИВОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2005 |
|
RU2346816C2 |
| Механизм блокировки межколесногодиффЕРЕНциАлА ТРАНСпОРТНОгО СРЕдСТВА | 1979 |
|
SU821239A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2556674C2 |



Изобретение относится к устройствам формования веществ в гранулированном состоянии и применяется преимущественно в литейном производстве для изготовления газифицируемых моделей из вспенивающегося полистирола. Техническим результатом заявленного изобретения является уменьшение расхода сжатого воздуха при эксплуатации полуавтомата и исключение образования облоя на формуемых моделях в плоскости стыка сопрягаемых полупресс-форм. Технический результат достигается в полуавтомате для изготовления инжекционным формованием газифицируемых моделей, содержащим основание, на котором смонтированы два неподвижных силовых кронштейна. На одном кронштейне установлена одна из полупресс-форм с инжекционными устройствами, сообщающимися с бункером для сырья, и с воздушной инжекционной магистралью. На втором неподвижном кронштейне установлен пневмоцилиндр, шток которого соединен с подвижной плитой. На этой плите смонтирована другая полупресс-форма, перемещаемая по направляющим замыкающим неподвижные кронштейны между собой. При этом полуавтомат снабжен дополнительной подвижной плитой с дистанционно управляемыми фиксаторами (стопорами). Для них в направляющих, замыкающих неподвижные кронштейны между собой, выполнены пазы в зоне смыкания полупресс-форм. На дополнительной плите смонтированы короткоходовые пневмоприводы, взаимодействующие с подвижной плитой, на которой смонтирована полупресс-форма, сочлененная со штоком пневмоцилиндра, установленного на втором неподвижном кронштейне. 7 ил.
Полуавтомат для изготовления инжекционным формованием газифицируемых моделей, содержащий основание, на котором смонтированы два неподвижных силовых кронштейна, на одном из которых установлена одна из полупресс-форм со встроенными датчиками температуры и инжекционными устройствами, сообщающимися с бункером для сырья, из которого изготавливаются модели, и с воздушной инжекционной магистралью, а на втором неподвижном кронштейне установлен пневмоцилиндр, шток которого соединен с подвижной плитой, на которой смонтирована другая полупресс-форма, перемещаемая по направляющим, замыкающим неподвижные кронштейны между собой, сообщенные с полупресс-формами магистрали воздуха, пара и воды, и пневмозатворами, воздушные магистрали с пневмораспределителями управления пневмоцилиндров, пневмозатворами и систему управления, отличающийся тем, что полуавтомат снабжен дополнительно подвижной плитой с дистанционно управляемыми фиксаторами, для которых в направляющих, замыкающих неподвижные кронштейны между собой, выполнены пазы в зоне смыкания полупресс-форм, и на ней смонтированы короткоходовые пневмоприводы, взаимодействующие с подвижной плитой, на которой смонтирована полупресс-форма, также перемещаемая по направляющим, замыкающим неподвижные кронштейны между собой, и сочлененная со штоком пневмоцилиндра, установленного на втором неподвижном кронштейне.
| RU 2000111337 А, 27.05.2002 | |||
| JP 61215030 А, 24.09.1986 | |||
| УСТРОЙСТВО ЗАМЫКАНИЯ ФОРМЫ ФОРМОВОЧНОЙ МАШИНЫ ДЛЯ ПЛАСТМАСС, В ЧАСТНОСТИ, ЛИТЬЕВОЙ МАШИНЫ | 1995 |
|
RU2152305C1 |
| Пневмогидропривод | 1977 |
|
SU1023153A1 |

