Изобретение относится к литейному производству, в частности к фасонному литью методом погружения, преимущественно из цветных сплавов.
Известна форма для литья погружением, содержащая керамический кожух, керамическую формообразующую оболочку и опорный спекаемый наполнитель. Форма изготавливается по выплавляемым моделям и подвергается прокаливанию, что значительно увеличивает ее трудоемкость и себестоимость. Поэтому ее целесообразно применять только для ограниченной номенклатуры отливок, когда затраты могут быть полностью компенсированы. Данную форму рассматриваем как аналог.
Известно также устройство для литья погружением, принятое в качестве прототипа и базового объекта и позволяющее несколько расширить технологические возможности.
Однако в данном устройстве применяются объемные стержневые формы с большим расходом стержневой смеси и недостаточными технологическими возможностями. Нельзя, например, применять оболочковые формы и стержни.
Цель изобретения расширение технологических возможностей и обеспечение механизации процесса литья.
Цель достигается тем, что форма снабжена прижимной плитой, размещенной на блоке формообразующих стержней и скобой, выполненной в виде горизонтально расположенных металлических стержней, установленных на них с возможностью перемещения кронштейнов со штифтами, входящих в зацепление с кожухом, и упорного винта, установленного на стержнях с возможностью взаимодействия с прижимной плитой, при этом кожух выполнен расширяющимся вверх и имеющим бурт, на котором расположен блок формообразующих стержней.
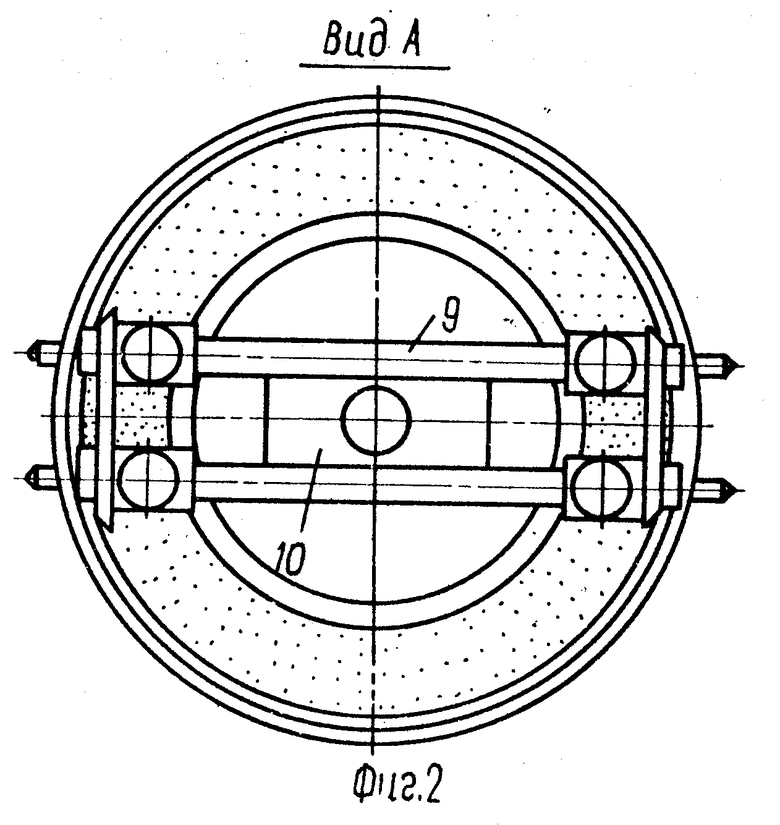
На фиг.1 показан общий вид формы для литья погружением; на фиг.2 вид А.
Форма содержит кожух 1, блок формообразующих стержней 2 с донными питателями 3, опорный наполнитель 4, прижимную плиту 5 и скобу, включающую несущие штифты 6, раздвижные кронштейны 7, фиксирующие винты 8, горизонтальные стержни 9, планку 10, прижимной винт 11.
Собирают и готовят форму к заливке следующим образом. Собранный и склеенный блок стержней 2 устанавливают в кожухе 1 и засыпают зернистым наполнителем 4. Сверху на блок стержней кладут прижимную плиту 5.
Далее на форму ставят транспортировочную скобу, для чего расслабляют фиксирующие винты 8, сдвигают к центру раздвижные кронштейны 7, вставляют штифты 6 в боковые отверстия в кожухе, кронштейны разводят и фиксируют винтами 8. Прижимную плиту 5 поджимают винтом 11. Снаружи кожух окрашивают кокильной краской, например, меловой на жидком стекле и сушат.
После сушки краски форма готова к заливке в подогретом или охлажденном до комнатной температуры состоянии. Залитую форму после охлаждения разбирают в обратном порядке.
Преимущества предложенной формы в расширении технологических возможностей, в обеспечении механизации литья, в сокращении расхода стержневой смеси за счет применения формообразующих оболочек и облегченных стержней.
В конечном итоге в результате применения предложенного технического решения будет достигнут существенный экономический эффект.
Область применения формы производство отливок преимущественно из алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ПОРШНЕВЫХ КОЛЕЦ ПОГРУЖЕНИЕМ | 1991 |
|
RU2016697C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1993 |
|
RU2063301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК С ПАРАЛЛЕЛЬНЫМИ ОБРАЗУЮЩИМИ БОКОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2086340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
Использование: изготовление отливок преимущественно из алюминиевых сплавов. Сущность изобретения: форма содержит прижимную плиту 5, блок стрежней 2 с опорным буртом внизу по периферии и металлический кожух 1, имеющий внутренний бурт, на который опирается блок стержней. Зазор между кожухом и блоком стержней заполнен зернистым наполнителем 4. Для обеспечения механизированной заливки форма содержит скобу с раздвижными кронштейнами 7. 2 ил.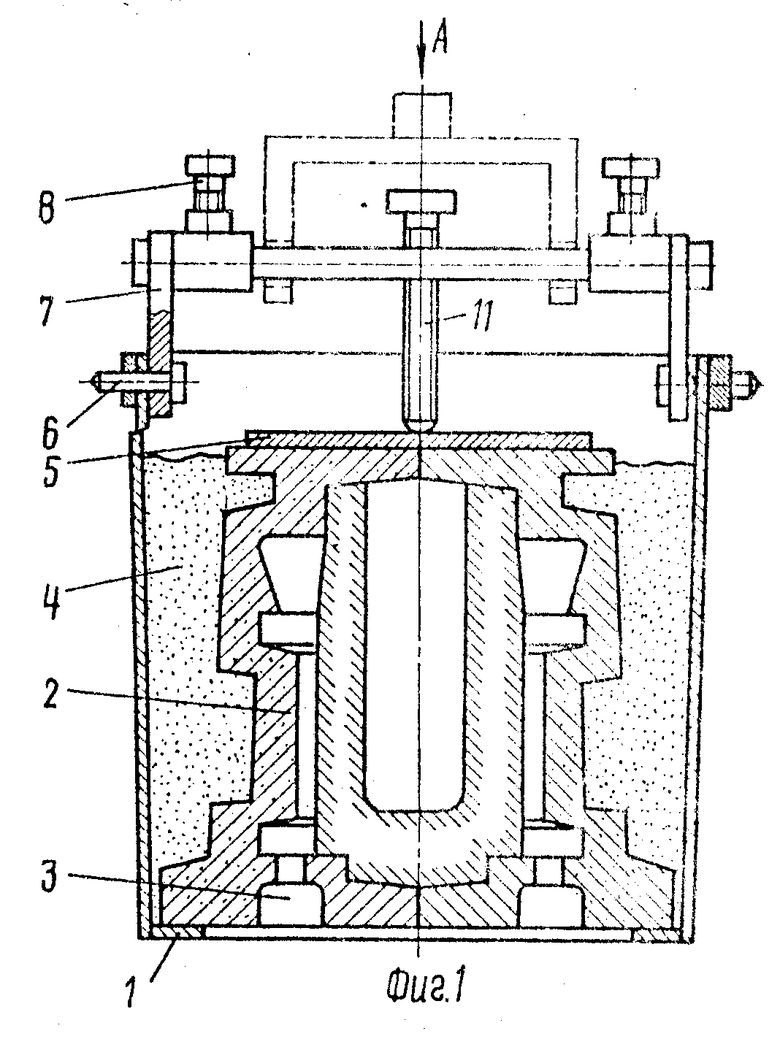
ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ, содержащая кожух и блок формообразующих стержней, отличающаяся тем, что, с целью расширения технологических возможностей и обеспечения механизации процесса литья, она снабжена прижимной плитой, размещенной на блоке формообразующих стержней, и скобой, выполненной в виде горизонтально расположенных стержней, установленных на них с возможностью перемещения кронштейнов, имеющих штифты, взаимодействующие с кожухом, и упорного винта, установленного на стержнях с возможностью взаимодействия с прижимной плитой, при этом кожух выполнен расширяющимся вверх и имеющим бурт, на котором расположен блок формообразующих стержней.
| Авторское свидетельство СССР N 1603628, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
