Изобретение относится к литейному производству, а более конкретно к литью индивидуальных заготовок поршневых колец из чугуна.
Известна стопочная литейная форма для литья поршневых колец [1].
Конструкция формы предусматривает заполнение формообразующей полости расплавом и питание отливки кольца через один питатель от центрального стояка. Достигаемое качество отливок при этом характеризуется как удовлетворительное, так как плотность структуры металла кольца в зонах, удаленных от питателя, ниже чем под питателем. Через один питатель равномерности плотности структуры добиться невозможно.
Наличие микропористости снижает износостойкость поршневого кольца. В этом видится один из существенных недостатков рассмотренного технического решения.
Известен блок форм, включающий вертикально установленные в стопу формы с полостями для отливок и центральной полостью для отвода газов и скобу-каркас [2].
Главный недостаток данного решения - неравномерное питание кольца через один питатель и, как следствие, рассредоточенная микропористость и невысокая износостойкость в процессе эксплуатации, а также ограничены технологические возможности из-за необходимости формовки многих форм для одной стопки.
Это устраняется тем, что форма содержит две полуформы, соединенные между собой с помощью магнитных элементов, а формообразующие полости по всему периметру выполнены открытыми, глубиной (по радиусу) не менее трех толщин (высот) этих полостей и сообщены с центральной полостью формы.
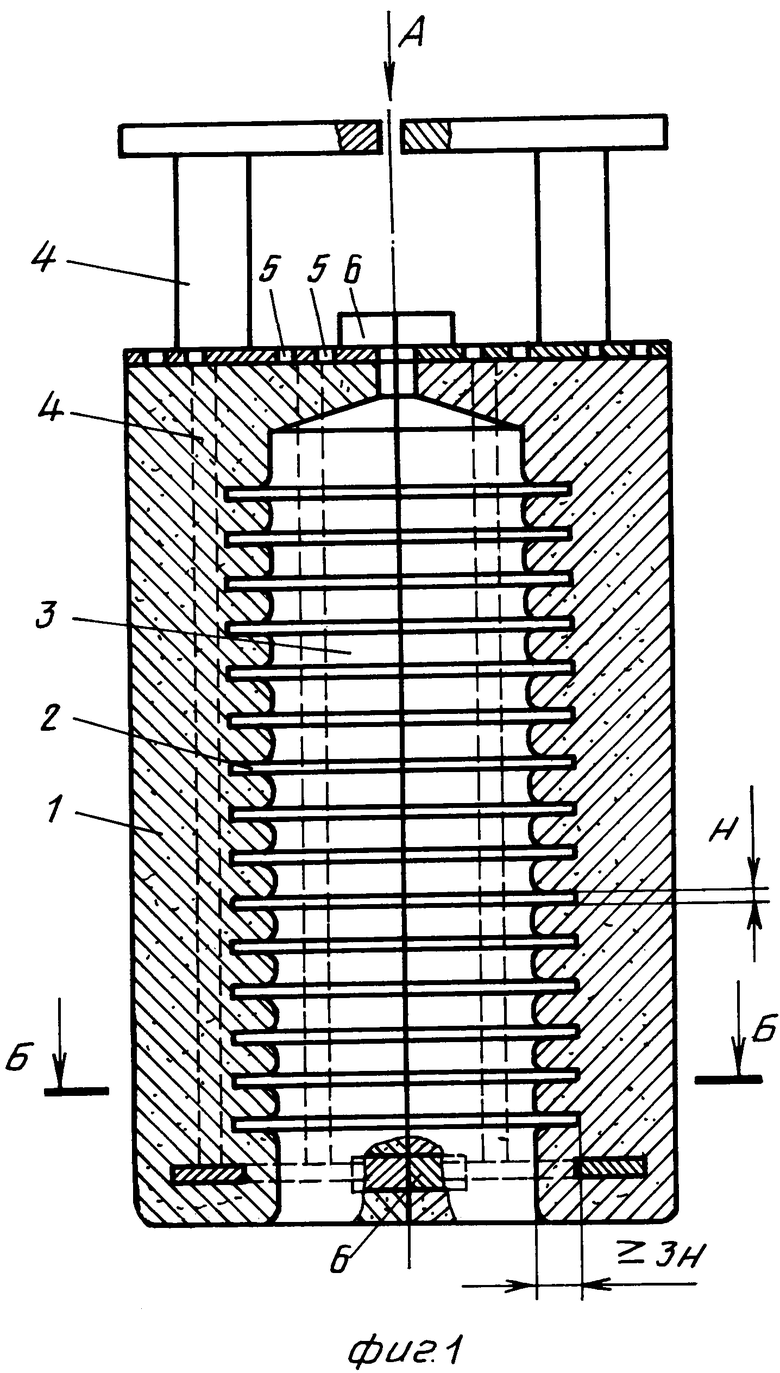
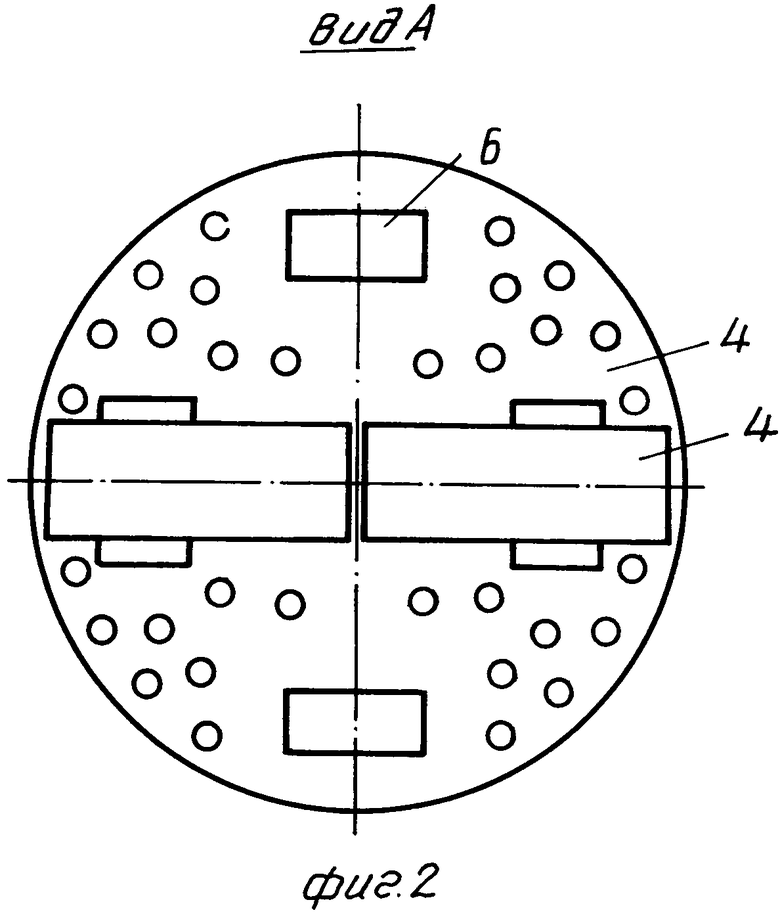
Предлагаемая форма показана на фиг.1, 2 и 3.
Она содержит две полуформы 1, формобразующие полости колец 2, центральную полость 3, скобу-каркас 4 с газоотводными отверстиями 5 в верхней пластине и магнитными элементами 6. В магнитных элементах, закрепленных на верхней пластине каркаса, имеются фиксирующие штифты с ответными отверстиями (на чертежах не показаны).
Пример изготовления формы.
На модельную плиту устанавливается по фиксирующим штифтам скоба-каркас 4 и вспомогательная рамка. Рамку наполняют формовочной смесью, например песчано-глинистой. Смесь уплотняют встряхиванием и в заключение подпрессовывают фасонной колодкой, придавая гладкую цилиндрическую поверхность наружной части полуформы. С модельной плиты полуформа снимается при помощи толкателей, упирающихся в металлический каркас, и подвешивается за скобу на подвеску конвейера.
Аналогичным образом изготавливается вторая полуформа и соединяется по фиксирующим штифтам с первой. Магнитные элементы прочно удерживают обе полуформы вместе, а фиксирующие штифты предохраняют их от сдвига и перекоса.
Заливка формы погружением осуществляется с помощью автоматического робота-манипулятора, который снимает форму с подвески конвейера, погружает ее в расплав, выдерживает заданное время в расплаве, поднимает форму из расплава и возвращает на подвеску конвейера.
Функциональное назначение элементов формы.
Скоба-каркас 4 обеспечивает необходимую жесткость и прочность полуформ в отдельности и всей форме в целом. Она представляет собой многоэлементную сварную конструкцию. Продольные стержни каркаса удерживают нижние полукольца с магнитными элементами и исключают разрушение формы под собственной тяжестью. Верхняя плита соединяет эти стержни и скобу и равномерно распределяет по верху формы давление, возникающее в результате выталкивающей силы при погружении.
Центральная полость 3 предназначена для подвода расплава в формообразующие кольцевые полости. Кольцевые формообразующие полости со стороны центральной полости по всему периметру открыты, что решает основную задачу: равномерное заполнение их расплавом, хорошее, практически идеальное питание по всему объему затвердевающей отливки.
Глубина кольцевых полостей не может быть меньше трех толщин, так как при этом не гарантируется полного затвердевания отливки из-за малой поверхности теплоотвода. Расплав из таких неглубоких полостей просто выльется, не затвердев.
При правильно подобранном температурном режиме литья в зависимости от толщины и других размеров кольца расплав из центральной полости при подъеме формы будет полностью сливаться. Затвердевание его произойдет в кольцевых полостях с формированием индивидуальных кольцевых отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| Постоянная литейная форма | 1986 |
|
SU1315125A1 |
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1990 |
|
SU1790093A1 |
| Установка для непрерывного литья поршневых колец | 1987 |
|
SU1577915A1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Устройство непрерывного литья заготовок | 1988 |
|
SU1637941A1 |

Использование: изготовление индивидуальных заготовок поршневых колец из чугуна. . Сущность изобретения: форма состоит из двух полуформ, соединенных между собой по вертикальной плоскости разъема с помощью специальных магнитных элементов, а формообразующие полости колец со стороны внутреннего диаметра по всему периметру открыты, непосредственно сообщаются с центральной полостью формы и имеют глубину не менее трех высот. 3 ил.
ФОРМА ДЛЯ ЛИТЬЯ ПОРШНЕВЫХ КОЛЕЦ ПОГРУЖЕНИЕМ, имеющая формообразующие полости, расположенные в несколько ярусов, центральную полость и несущую скобу-каркас, отличающаяся тем, что она выполнена из двух полуформ, соединенных между собой по вертикальной плоскости с помощью магнитных элементов, а формообразующие полости со стороны внутреннего диаметра по всему периметру выполнены открытыми в центральную полость и имеют глубину не менее трех высот.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| БИБЛИОТЕКА | 0 |
|
SU372781A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
