Изобретение относится к литейному производству, в частности к конструкции формы с вертикальной плоскостью разъема для литья погружением преимущественно отливок поршней двигателей внутреннего сгорания.
Известна металлическая форма с вертикальной плоскостью разъема для литья погружением, включающая две подвижные полуформы с защитными кожухами, механизм выталкивания отливки и донные питатели (авторское свидетельство СССР №872021, М.кл3 В 22 D 23/04, 1981).
Известная металлическая форма имеет сложную конструкцию механизма выталкивания отливки, включающего два рычага, две сдвоенные толкательные плиты, толкатели и контртолкатели. Кроме того, горизонтальное расположение толкателей существенно увеличивает габариты формы в плане, что крайне нежелательно при литье погружением из-за ограниченности внутренних размеров ванны с расплавом.
Задачей настоящего изобретения является создание новой конструкции формы с вертикальной плоскостью разъема для литья погружением отливок более широкой номенклатуры с упрощенным и более надежным механизмом выталкивания отливки, позволяющим сократить габариты формы.
Для достижения указанного технического результата предложенная металлическая форма с вертикальной плоскостью разъема для литья погружением, включающая две подвижные полуформы с защитными кожухами, механизм выталкивания отливки и донные питатели, снабжена подвижным металлическим формообразующим стержнем и формообразующим донышком, размещенным между полуформами в нижней части и неподвижно закрепленным на манипуляторе с помощью перекладины и вертикальных штанг, на котором по периферии выполнены вырезы под донные питатели, а механизм выталкивания отливки совмещен с подвижным металлическим формообразующим стержнем, расположен вертикально и включает сбрасыватель в виде втулки, насаженной подвижно на этот стержень, промежуточные упоры, установленные на том же стержне подвижно, и неподвижный упор, закрепленный на манипуляторе, причем сбрасыватель в начале подъема металлического формообразующего стержня с отливкой взаимодействует с промежуточными подвижными упорами и через них далее, в момент сброса отливки, с неподвижным упором на манипуляторе.
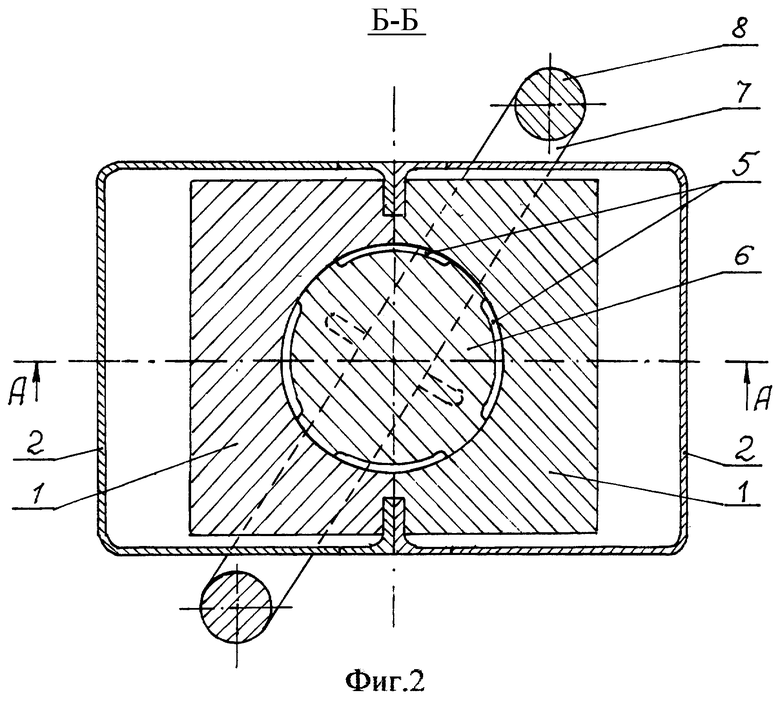
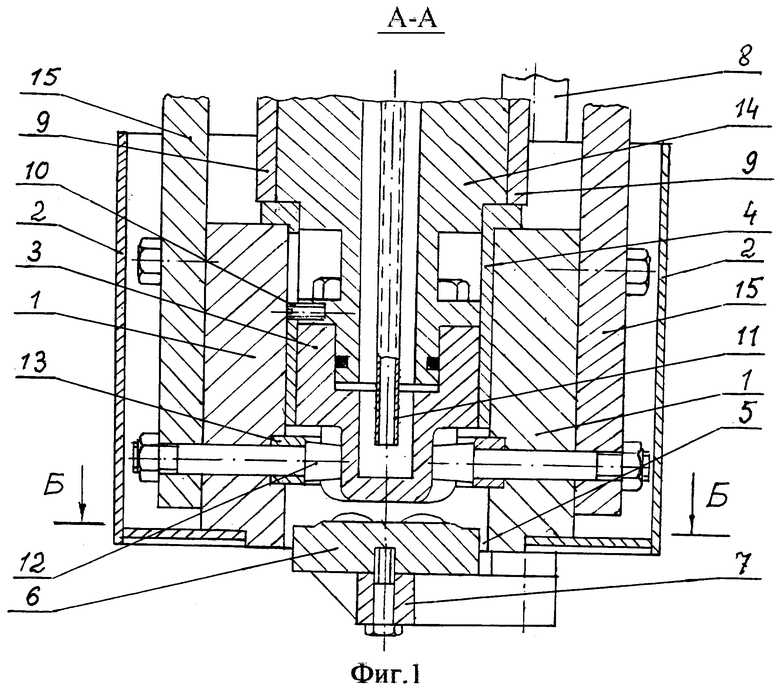
На фиг.1 изображена предлагаемая металлическая форма, ее продольный разрез; на фиг.2 - вид Б-Б на фиг.1; на фиг.3 - раскрытая форма с вытолкнутой отливкой в продольном разрезе.
Форма содержит две подвижные полуформы 1 с защитными кожухами 2, формообразующий стержень 3, сбрасыватель отливки 4 и донные питатели 5. Форма снабжена формообразующим донышком 6, которое размещено между полуформами в нижней части и неподвижно закреплено на манипуляторе (не показан) с помощью перекладины 7 и вертикальных штанг 8. На донышке по периферии выполнены вырезы под донные питатели 5. Сбрасыватель выполнен в виде втулки и установлен подвижно на формообразующем стержне. Форма также содержит промежуточные упоры 9, ограничительный винт 10, трубку 11, подводящую воду, пальцы для образования отверстий в отливке 12, вставки 13, корпус стержня 14 и подвесные плиты 15.
Работает форма следующим образом.
На фиг.1 показана форма в собранном виде перед заливкой металлом. По трубке 11 поступает вода и охлаждает стержень 3. Форму погружают в расплав. Жидкий металл при этом поступает в рабочую полость через донные питатели 5. Форму выдерживают в расплаве в неподвижном положении до полного затвердевания отливки, затем поднимают и раскрывают. Сначала раздвигают полуформы 1 в горизонтальном направлении с помощью подвесных плит 15, закрепленных на манипуляторе. Отливка пока остается на стержне 3 и донышке 6. Далее гидроцилиндром манипулятора поднимают корпус 14 и вместе с ним стержень 3. Отливка, прочно удерживаемая за счет усадки на стержне, снимается с донышка и двигается вверх. В определенный момент промежуточные упоры 9 при своем движении наталкиваются на неподвижный упор, установленный на манипуляторе (не показаны), останавливаются и, упираясь в сбрасыватель 4, останавливают его, а вместе с ним и отливку 16, что показано на фиг.3. Корпус стержня 14 и стержень 3 поднимают до тех пор, пока не сойдет со стержня отливка полностью. Сбрасыватель при этом зависает на ограничительном винте 10, а отливка падает на специальный ловитель (не показан) и удаляется из зоны формы. На этом цикл заканчивается.
Сборка формы и подготовка к заливке производится в обратном порядке. Сначала сдвигают полуформы 1, затем опускают стержень 3. Сбрасыватель 4, опускаясь, упирается буртиком в полуформы и занимает свое фиксированное место, а сверху его поджимает корпус стержня 14. Таким образом, форма готова к следующей заливке.
В предложенном изобретении по сравнению с прототипом упрощен механизм выталкивания отливки, сокращено количество деталей, что повышает надежность его работы. Вертикальное расположение механизма позволило уменьшить габариты формы в плане.
Возможности для расширения номенклатуры получаемых отливок в данной форме значительно увеличились за счет применения формообразующего донышка и, следовательно, усложнения внешней конфигурации отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| Установка литья погружением | 1982 |
|
SU1143510A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1294468A1 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1475767A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1080923A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1989 |
|
SU1764800A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1731420A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |

Изобретение может быть использовано преимущественно для литья поршней двигателей внутреннего сгорания. Форма содержит полуформы с защитными кожухами, формообразующий стержень и формообразующее донышко. В донышке выполнены питатели. Форму в собранном виде погружают в расплав, который поступает в форму через донные питатели. После затвердевания отливки форму поднимают и раскрывают полуформы. Отливка, удерживаемая за счет усадки на стержне, снимается с донышка и перемещается вверх. Промежуточные упоры упираются в неподвижный упор и через сбрасыватель снимают отливку со стержня. Обеспечивается упрощение механизма выталкивания отливки, повышение надежности его работы, уменьшение габаритов. 3 ил.
Металлическая форма с вертикальной плоскостью разъема для литья погружением, содержащая две полуформы с защитными кожухами, механизм выталкивания отливки и донные питатели, отличающаяся тем, что она снабжена подвижным металлическим формообразующим стержнем и формообразующим донышком, размещенным между полуформами в нижней части и неподвижно закрепленным на манипуляторе с помощью перекладины и вертикальных штанг, причем по периферии донышка выполнены вырезы под донные питатели, механизм выталкивания отливки расположен вертикально и содержит сбрасыватель в виде втулки, насаженной подвижно на формообразующий стержень, промежуточные упоры, установленные на стержне подвижно, и неподвижный упор, закрепленный на манипуляторе, при этом сбрасыватель в начале подъема формообразующего стержня с отливкой имеет возможность взаимодействия с промежуточными упорами, а промежуточные упоры в момент сброса отливки - с неподвижным упором манипулятора.
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1993 |
|
RU2063301C1 |
| Установка литья погружением | 1982 |
|
SU1143510A1 |
| DE 10154952 A1, 22.05.2003. | |||

