Изобретение относится к обработке металлов давлением и может быть использога- но при производстве цельнокатаных железнодорожный колес.
Цель изобретения - повышение качества изделий за счет повышения точности размеров обода.
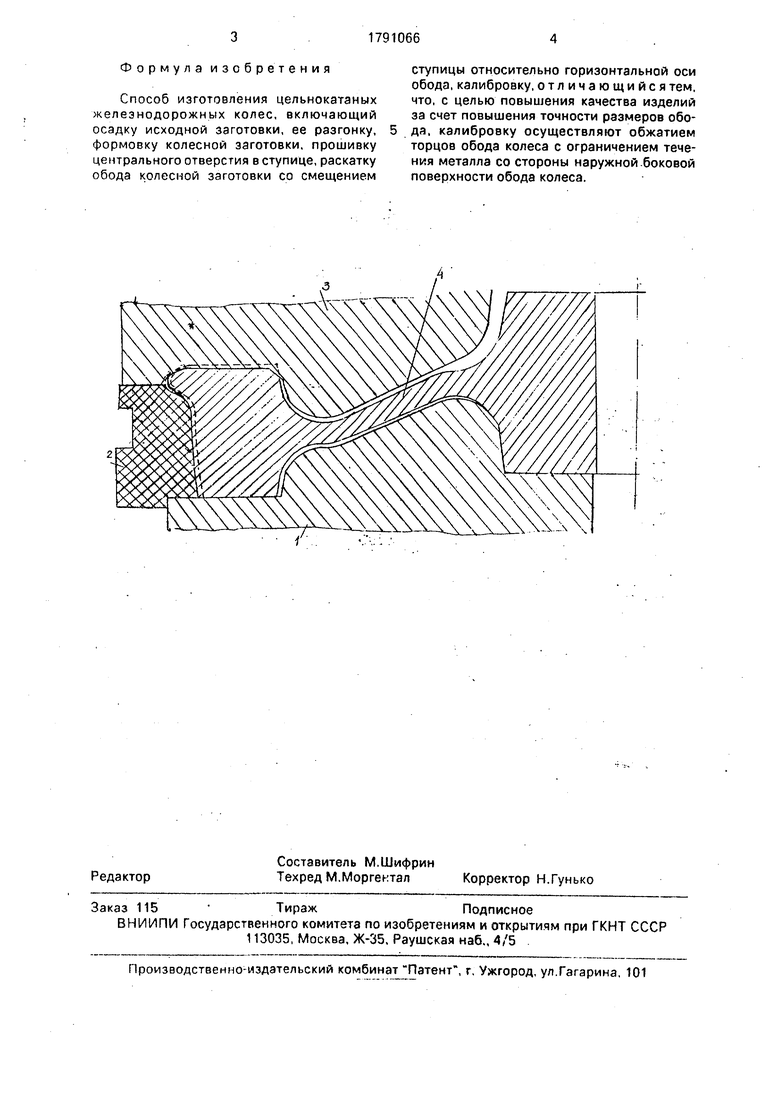
На чертеже показана схема калибровки обода колеса, обеспечивающей достижение поставленной цели.
Способ изготовления цельнокатаных железнодорожных колес осуществляется следующим образом.
Нагретая до требуемой температуры исходная заготовка подается в окалиноло- матель, затем подвергается предварительному обжиму. Отслаивающаяся окалина удаляется паром, после чего производят дополнительную осадку заготовки в плавающем калибровочном кольце с целью равномерного распределения металла по диаметру и высоте. Осажденная заготовка подвергается горячему фрезерованию по торцовым поверхностям. Это позволяет вы- равнять заготовку по высоте, удалить запрессованную окалину и обезуглероженный
слой, устранить мелкие поверхностные де- .фекты сталеплавильного происхождения и резко уменьшить разновес заготовок. Величина удаляемого фрезерованием слоя металла 1-4 мм, Затем производят разгонку центральной части заготовки и прошивку центрального отверстия, После формовки колесной заготовки ее подают в колесопрокатный стан, в котором производят раскатку обода по наружному диаметру с одновременным изгибом диска заготовки. Прокатанное колесо кантуется и в положении гребнем вверх укладывается ступицей в центральное гнездо нижнего полуштампа 1 калибровочного пресса. При этом обод колеса попадает в .кольцевое пространство между нижним полуштампом 1 и калибровочным кольцом 2, внутренняя поверхность которого соответствует требуемому профилю обода колеса. Опускающийся верхний полуштамп 3 обжимает обод колеса по торцам, что приводит к заполнению металлом зазора между колесом 4 и калибровочным кольцом 2. Это позволяет придать ободу колеса требуемый профиль, обеспечить постоянство наружного диаметра и устранить возможную овальность.
(Л
С
vi о
о о о
Формула изобретения
Способ изготовления цельнокатаных железнодорожных колес, включающий осадку исходной заготовки, ее разгонку, формовку колесной заготовки, прошивку центрального отверстия в ступице, раскатку обода колесной заготовки со смещением
ступицы относительно горизонтальной оси обода, калибровку, отличающийся тем, что, с целью повышения качества изделий за счет повышения точности размеров обода, калибровку осуществляют обжатием торцов обода колеса с ограничением течения металла со стороны наружной .боковой поверхности обода колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| Способ подготовки заготовок цельнокатаных колес под штамповку и прокатку | 1989 |
|
SU1761374A1 |
| Способ изготовления цельнокатаных колес | 1975 |
|
SU530723A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2070465C1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1998 |
|
RU2139768C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1731378A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| Способ изготовления колес | 1978 |
|
SU667298A1 |
Использование: обработка металлов давлением. Сущность изобретения: Исходную заготовку осаживают, осуществляют ее разгонку, формовку, прошивку центрального отверстия в ступице, раскатку обода колесной заготовки со смещением ступицы относительно горизонтальной оси обода, калибровку. Калибровку выполняют обжатием торцов обода колеса с ограничением течения металла со стороны наружной боковой поверхности обода колеса. 1 ил.
| Бибик Г | |||
| А | |||
| и др | |||
| Производство железнодорожных колес | |||
| М., Металлургия, 1982, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
