Изобретение относится к обработке металлов давлением, в частности к изготовлению цельноштампокатаных железнодорожных колес путем горячей деформации штучных заготовок.
Известен способ изготовления железнодорожных колес, включающий осадку и формовку колесной заготовки, прокатку колеса, выгибку диска, калибровку обода, изготовление базового технологического пояска на ободе, причем изготовление пояска осуществляют одновременно с прокаткой колеса, а с выгибкой диска и калибровкой обода-калибровку пояска. Недостатком этого способа является нестабильность качества формы технологического пояска при прокатке колес диаметром менее 950 мм, т. е. при ограниченной величине раскатки обода по диаметру. При этом, чем меньше диаметр колеса, тем хуже выполняется по форме и размерам базовый технологический поясок.
В качестве прототипа принят известный способ изготовления цельноштампокатаных колес, преимущественно диаметром менее 950 мм, заключающийся в том, что предварительное формообразование базового технологического пояска осуществляют в процессе формовки колесной заготовки, а в процессе прокатки колеса осуществляют раскатку базового пояска по диаметру. По этому способу заготовку осаживают плоскими плитами, осуществляют разгонку центральной зоны металла, формовку заготовки с формообразованием базового технологического пояска на внутренней поверхности обода, прокатку колеса с одновременной раскаткой по диаметру этого пояска.
Процесс прокатки колес на действующих отечественных и зарубежных колесопрокатных станах разделяется на три этапа: на первом этапе прокатывается нажимными и коренными валками гребень колеса, на втором - наклонными и нажимными валками раскатывается обод и диск по диаметру, на третьем - при зафиксированных нажимных и наклонных валках осуществляется полировка обода.
Однако часто при повышенных обжатиях обода по ширине, по боковым поверхностям начальными конусами наклонных валков в первый период (при прокатке колес из заготовок повышенной массы, повышенной температуры) образующиеся на внутренней поверхности ободе наплывы металла в дальнейшем, на втором этапе прокатки раскатываются в плены, что требует последующего ремонта механической обработкой.
Задача данного способа заключается в том, чтобы для колес диаметром менее 850 мм технологический поясок получать прокаткой на стане без предварительного его формирования на прессе и тем самым избежать образования наплывов металла на внутренней поверхности обода. Решение данной задачи обеспечивает повышение качества колес за счет исключения пленообразования на ободе колес в процессе его раскатки по диаметру.
Данный способ включает следующие операции: осадку и формовку колесной заготовки, прокатку колеса, в процессе которой ведут осадку обода по ширине с предварительной прокаткой реборды и раскатку обода и диска по диаметру, последующую полировку обода в фиксированном положении нажимных валков и формообразование базового технологического пояска, при этом отличием данного способа от известного является то, что формообразование базового технологического пояска начинают одновременно с началом раскатки обода и диска по диаметру, при этом фиксацию нажимных валков осуществляют через 1-1,5 с после начала полировки обода.
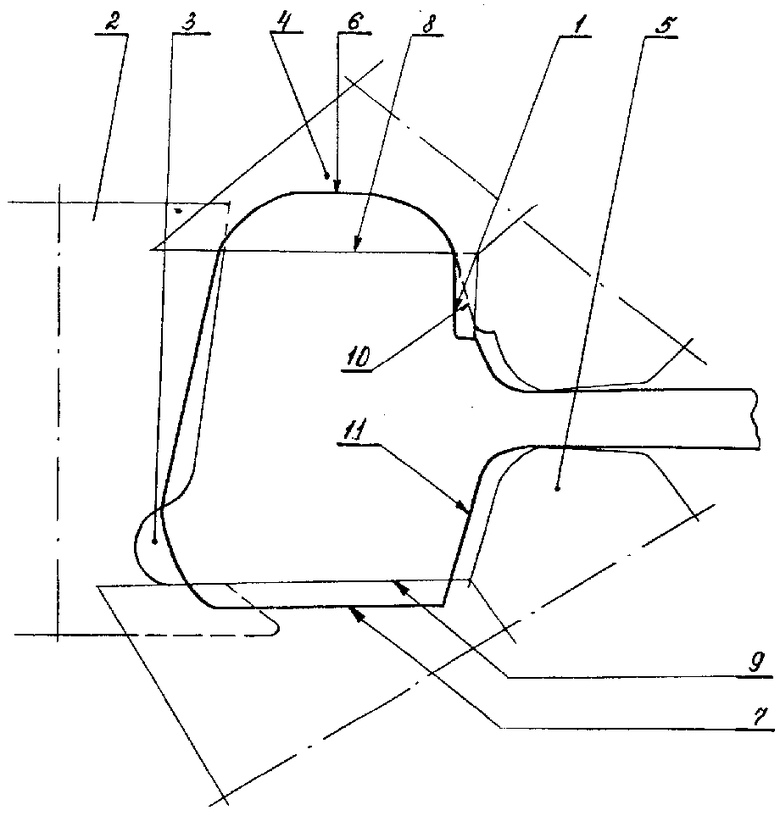
На чертеже показаны отформованная заготовка с базовым технологическими пояском на ободе (профиль показан толстой линией) и заготовка после осадки обода по ширине на стане и выкатки гребня, т. е. перед раскаткой обода по диаметру (профиль показан тонкой линией).
Формовку заготовки с формообразованием базового технологического пояска 1 на внутренней поверхности обода осуществляют в три этапа: на первом этапе прокатывается нажимными 2 и коренными валками гребень 3 колеса при одновременной осадке обода по ширине, происходит обжатие боковых поверхностей 6 и 7 начальными конусами 8 и 9 наклонных валков 4 и 5. При этом на колесопрокатный стан подается заготовка с равномерными уклонами внутренней поверхности 10 и 11 обода без предварительно оформленного базового пояска. На втором этапе наклонными и нажимными валками обод и диск раскатывается по диаметру с одновременным выполнением базового технологического пояска. На третьем этапе в процессе полуправки фиксируют (прекращают линейное перемещение) наклонные валки, а нажимные фиксируют по прошествии 1. . . 1,5 с после начала этапа полировки. При этом технологический поясок выполняют окончательной требуемой формы и размерами. Фиксация нажимных валков в пределах 1-1,5 с после начала полировки обусловлена тем, что дополнительное обжатие внутренней поверхности обода и выравнивание этих обжатий необходимо минимум за один оборот заготовки, а обороты заготовки в стане соответствуют пределу 1-1,5 с.
Выполнены прокатки опытных партий колес диаметром 850 мм в колесопрокатном цехе НТМК, при этом закатов на внутренней поверхности обода не образуется, а технологический поясок удовлетворяет требованиям чертежа, т. е. принятая совокупность признаков является достаточной для достижения цели.
П р и м е р. В колесопрокатном цехе НТМК при изготовлении цельнокатаных железнодорожных колес диаметром 850 мм с базовым технологическим пояском на внутренней поверхности обода использовали исходные заготовки диаметром 550 мм и высотой 270 мм, массой 450 кг. Заготовки нагревали в кольцевой печи в течение 5 ч до 1280оС, на прессе усилием 3000 т. с. осаживали гладкими плитами на 30% высоты, осаживали в технологическом кольце до полного его заполнения металлом, осуществляли разгонку металла пуансоном, формировали обод и ступицу на прессе усилием 7000 т. с. На колесопрокатном стане на первом этапе нажимными и коренными валками прокатывали гребень и наклонными валками осаживали обод по ширине. При этом наплывов на внутренней поверхности обода не образовывалось из-за наличия до 19о уклона этой поверхности. На заключительном третьем этапе прокатки (полировке) фиксировали *прекращали линейное перемещение) наклонных валков, а нажимные валки фиксировали через 1,5 с после начала полировки. При этом в течение 1,5 с продолжалось выравнивание обжатий внутренней поверхности обода (зоны технологического пояска) средними конусами наклонных валков без раскатки колеса по диаметру, чем обеспечивалось получение пояска требуемой конфигурации. (56) Авторское свидетельство СССР N 497078, кл. В 21 Н 1/02, опублик. 1976.
Бибик Г. А. и др. Производство железнодорожных колес, М. : Металлургия, 1982, с. 115-116.
Авторское свидетельство СССР N 1516205, кл. В 21 Н 1/04, опублик. 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок изделий типа железнодорожных колес | 1989 |
|
SU1682021A1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПРИ ОСАДКЕ ЗАГОТОВОК | 1996 |
|
RU2105629C1 |
| Способ прокатки железнодорожных колес | 1978 |
|
SU721201A1 |
| Способ прокатки железнодорожных одноребордных колес малого диаметра | 1990 |
|
SU1779454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1992 |
|
RU2030947C1 |
| Способ прокатки железнодорожных колес | 1992 |
|
SU1831401A3 |
| Способ изготовления изделий типа колес | 1982 |
|
SU1016001A1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2039626C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению цельноштампокатаных железнодорожных колес путем горячей деформации штучных заготовок. Сущность изобретения: на первом этапе прокатывают гребень колеса при одновременной осадке обода по ширине. На втором этапе обод и диск раскатывается по диаметру с одновременным выполнением базового технологического пояска. На третьем этапе в процессе полуправки фиксируют наклонные валки, а нажимные фиксируют по прошествии 1 . . 1,5 с после начала этапа полировки. Данный способ обеспечивает исключение пленообразования на ободе колес в процессе его раскатки по диаметру, тем самым повышается качество колес. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС диаметром менее 950 мм, включающий осадку и формовку колесной заготовки, прокатку колеса, в процессе которой ведут осадку обода по ширине с предварительной прокаткой реборды и раскатку обода и диска по диаметру, последующую полировку обода при фиксированном положении нажимных валков и формообразование базового технологического пояска, отличающийся тем, что формообразование базового технологического пояска начинают одновременно с началом раскатки обода и диска по диаметру, при этом фиксацию нажимных валков осуществляют через 1 - 1,5 с после начала полировки обода.
