Изобретение относится к области станкостроения, в частности к конструкциям устройств для изготовления и восстановления способом пластической деформации (накаткой) резьбовых алмазных роликов для правки резьбонарезных шлифовальных кругов, и может быть использовано на заводах машиностроения и инструментального производства.
Известно устройство для восстановления правящих резьбовых алмазных роликов, содержащее станину, на которой установлены два вращающихся накатных ролика, установочный нож, на котором установлен шпиндельный узел, причем ось узла расположена ниже осей накатных роликов.
Недостатком известной конструкции является невысокое качество обработки из- за невозможности получения полного профиля кольцевой резьбы на поверхности правящего алмазного ролика.
Известно также устройство для изготовления или восстановления резьбовых алмазных роликов (прототип), содержащее станину, на которой установлены два вращающихся накатных ролика, установочный нож со ступенчатой опорной поверхностью, шпиндельный узел, размещенный на установочном ноже, причем ось шпиндельного узла расположена ниже осей накатных роликов на 1-2 мм, скобу П-образной формы, цапфы, передний подвижный и задний упорные центры для крепления в них шпиндельного узла, при этом скоба закреплена на установочном ноже посредством цапф с возможностью поворота вокруг их общей геометрической оси, передний упорный и задний подвижный центры расположены в
XI
О
О О 00
вертикальных стойках скс.бы оппозитно доуг другу, а в станине выполнен паз для перемещений установочного ножа вдоль оси накатных роликов, при этом опорная поверхность установочного ножа выполне- на цилиндрической выпуклой формы,
Недостаток такого устройства заключается в том, что оно не обеспечивает высокого качества обработки, т.к. на вершинах кольцевой резьбы алмазного ролика обра- зуются складки с рыхлой поверхностью, что ведет при его эксплуатации к преждевременному износу (выпаданию алмазных зерен).
Цель изобретения повышение качест- ва обработки.
Указанная цель достигается тем, что устройство для изготовления или восстановления резьбовых алмазных роликов, содержащее станину, на которой установ- лены два вращающихся накатных ролика, установочный нож с возможностью перемещения вдоль беи роликов в пазу, выполнен- нс-м в станине, шпиндельный узел, размещенный и удерживаемый на устано- вочном ноже механизмом, закрепленным на ноже посредством цапф с возможностью поворота вокруг их общей геометрической оси, причём ось: шпиндельного узла расположена ниже осей накатных роликов, на 1-2 мм, снабжено смонтированным с возможностью подачи в вертикальном направлении дополнительным вращающимся накатным роликом, ось которого параллельна оси шпинделя и смещена в сторону отно- сительно оси установочного, ножа на 2-5 мм в сторону накатного ролика, причем угол у вершины профиля кольцевой резьбы дополнительного ролика меньше на 2-3°, а высота на 1/4 больше его номинальных параметров.
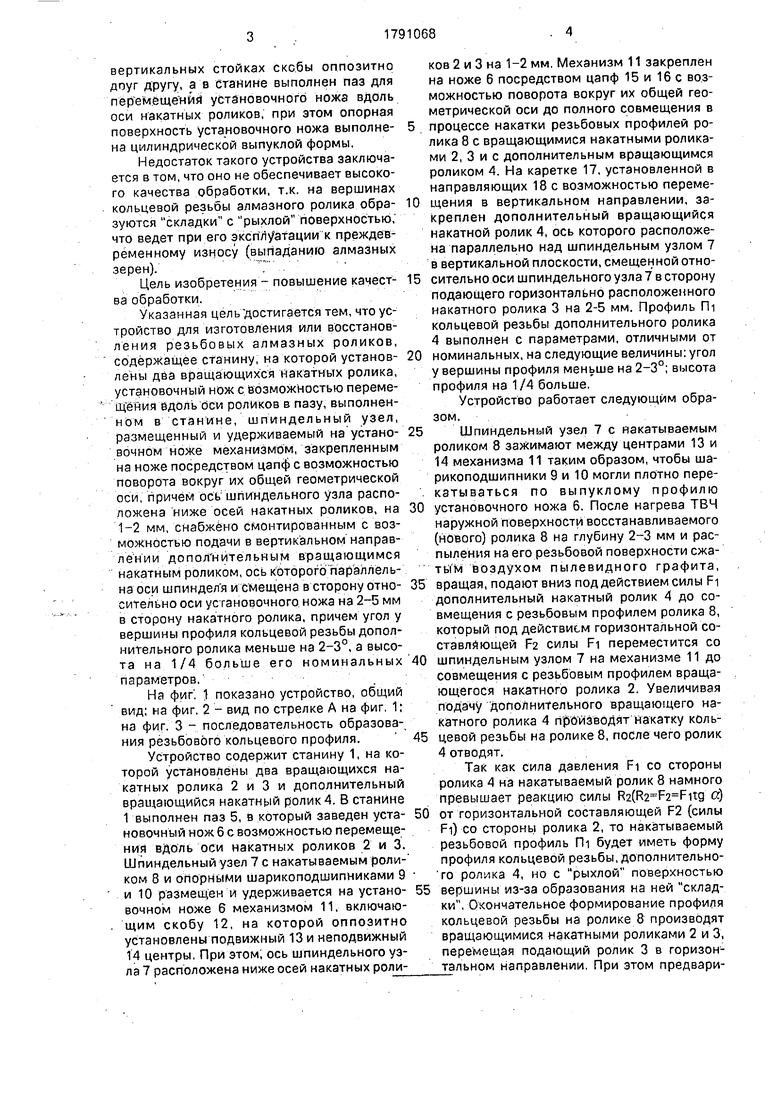
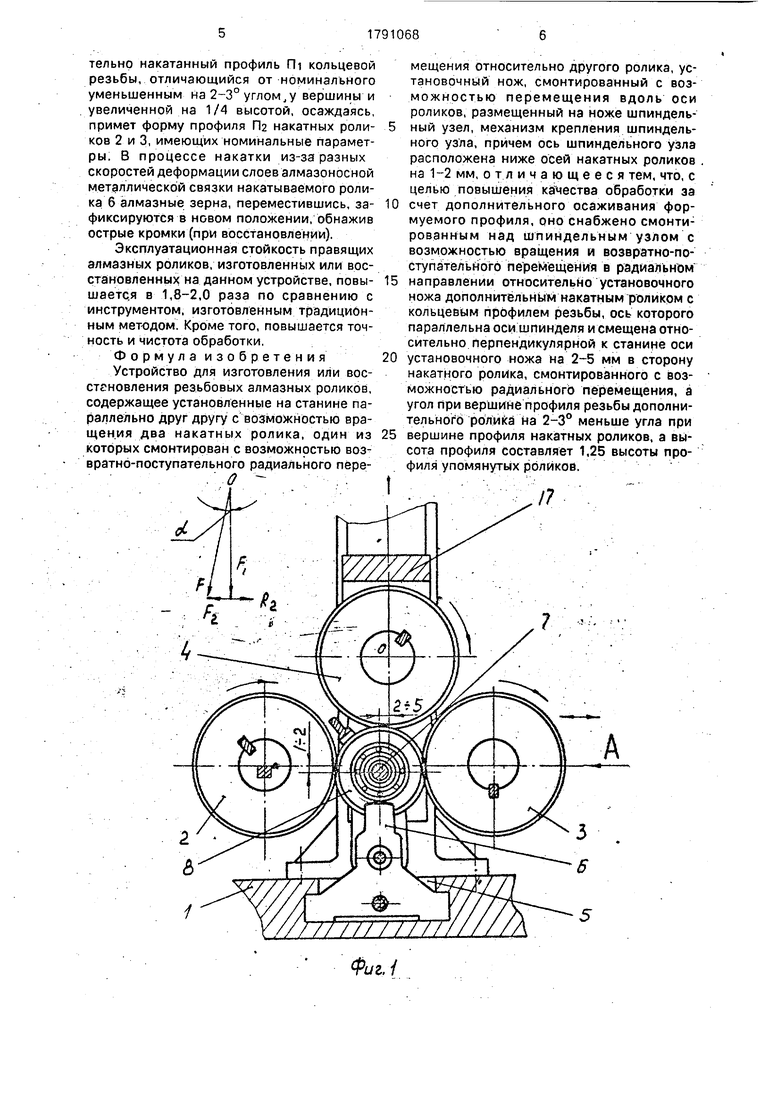
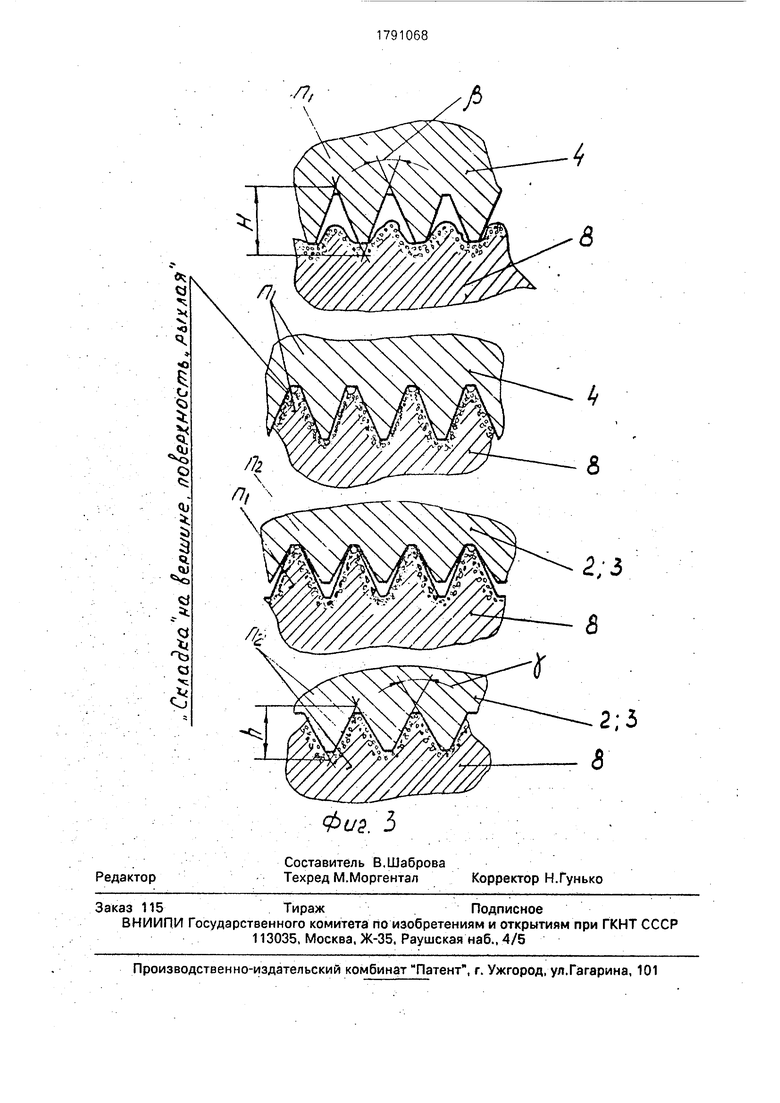
На фиг . 1 показано устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг, 1; на фиг. 3 - последовательность образования резьбового кольцевого профиля.
Устройство содержит станину 1, на которой установлены два вращающихся накатных ролика 2 и 3 и дополнительный вращающийся накатнуй ролик 4. В станине 1 выполнен паз 5, в который заведен уста- новочный нож 6 с возможностью перемещения вдоль оси накатных роликов 2 и 3. Шпиндельный узел 7 с накатываемым роликом 8 и опорными шарикоподшипниками 9 и 10 размещен и удерживается на устано- вочном ноже 6 механизмом 11, включающим скобу 12, на которой оппозитно установлены подвижный 13 и неподвижный 14 центры, При этом; ось шпиндельного узла 7 расположена ниже осей накатных роликов 2 и 3 на 1-2 мм. Механизм 11 закреплен на ноже 6 посредством цапф 15 и 16с возможностью поворота вокруг их общей геометрической оси до полного совмещения в процессе накатки резьбовых профилей ролика 8 с вращающимися накатными роликами 2, 3 и с дополнительным вращающимся роликом 4. На каретке 17, установленной в направляющих 18 с возможностью перемещения в вертикальном направлении, закреплен дополнительный вращающийся накатной ролик 4, ось которого расположена параллельно над шпиндельным узлом 7 в вертикальной плоскости, смещенной относительно оси шпиндельного узла 7 в сторону подающего горизонтально расположенного накатного ролика 3 на 2-5 мм. Профиль П-i кольцевой резьбы дополнительного ролика 4 выполнен с параметрами, отличными от номинальных, на следующие величины: угол у вершины профиля меньше на 2-3°; высота профиля на 1/4 больше.
Устройство работает следующим образом.
Шпиндельный узел 7 с накатываемым роликом 8 зажимают между центрами 13 и 14 механизма 11 таким образом, чтобы шарикоподшипники 9 и 10 могли плотно перекатываться по выпуклому профилю установочного ножа 6. После нагрева ТВЧ наружной поверхности восстанавливаемого (нового) ролика 8 на глубину 2-3 мм и распыления на его резьбовой поверхности сжа- тьТм воздухом пылевидного графита, вращая, подают вниз под действием силы FI дополнительный накатный ролик 4 до совмещения с резьбовым профилем ролика 8, который под действием горизонтальной составляющей F2 силы FI переместится со шпиндельным узлом 7 на механизме 11 до совмещения с резьбовым профилем вращающегося накатного ролика 2. Увеличивая подачу дополнительного вращающего накатного ролика 4 производят накатку кольцевой резьбы на ролике 8, после чего ролик 4 отводят.
Так как сила давления FI со стороны ролика 4 на накатываемый ролик 8 намного превышает реакцию силы R2( a) от горизонтальной составляющей F2 (силы FI) со стороны ролика 2, то накатываемый резьбовой профиль Пт будет иметь форму профиля кольцевой резьбы,дополнительного ролика 4, но с рыхлой поверхностью вершины из-за образования на ней складки. Окончательное формирование профиля кольцевой резьбы на ролике 8 производят вращающимися накатными роликами 2 и 3, перемещая подающий ролик 3 в горизон- тальном направлении, При этом предварительнр накатанный профиль fli кольцевой резьбы, отличающийся от номинального уменьшенным на 2-3° углом,у вершины и увеличенной на 1/4 высотой, осаждаясь, примет форму профиля Пг накатных роли- ков 2 и 3, имеющих номинальные параметры. В процессе накатки из-за разных скоростей деформации слоев алмазоносной металлической связки накатываемого ролика 6 алмазные зерна, переместившись, за- фиксируются в новом положении, обнажив острые кромки (при восстановлении).
Эксплуатационная стойкость правящих алмазных роликов, изготовленных или восстановленных на данном устройстве, повы- шаетс.я в 1,8-2,0 раза по сравнению с инструментом, изготовленным традиционным методом. Кроме того, повышается точность и чистота обработки,
Фор мула изобретения Устройство для изготовления или восстановления резьбовых алмазных роликов, содержащее установленные на станине параллельно друг другу с возможностью вращения два накатных ролика, один из которых смонтирован с возможностью возвратно-поступательного радиального пёре- . О - .
мещения относительно другого ролика, установочный нож, смонтированный с возможностью перемещения вдоль оси роликов, размещенный на ноже шпиндельный узел, механизм крепления шпиндельного узла, причем ось шпиндельного узла расположена ниже осей накатных роликов на 1-2 мм, отличающееся тем, что, с целью повышения качества обработки за счет дополнительного осаживания формуемого профиля, оно снабжено смонти: рованным над шпиндельным узлом с возможностью вращения и возвратно-поступательного перемещения в радиальном направлении относительно установочного ножа дополнительным накатным роликом с кольцевым профилем резьбы, ось которого параллельна оси шпинделя и смещена относительно перпендикулярной к станине оси установочного ножа на 2-5 мм в сторону накатного ролика, смонтированного с возможностью радиального перемещения, а угол при вершине профиля резьбы дополнительной ролика на 2-3° меньше угла при вершине профиля накатных роликов, а высота профиля Составляет 1,25 высоты профиля упомянутых роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления правящих резьбовых алмазных роликов | 1980 |
|
SU1022805A1 |
| Устройство для изготовления или восстановления резьбовых алмазных роликов | 1983 |
|
SU1207597A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Профиленакатной станок | 1974 |
|
SU510299A1 |
| Универсальное приспособление для установки заготовок к профиленакатному станку | 1980 |
|
SU887055A1 |
| РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ | 1991 |
|
RU2019353C1 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| Устройство для накатывания профильных канавок | 1980 |
|
SU980906A1 |
Использование: изготовление и восстановление накаткой резьбовых алмазных роликов. Сущность изобретения: устройство содержит два накатных ролика с профилем резьбы, имеющим номинальные параметры. Один из роликов смонтирован с возможностью радиального перемещения в направлении к другому ролику. Шпиндельный узел размещен на установочном ноже. В устройство введен дополнительный накатный ролик с кольцевым профилем резьбы. Дополнительный ролик смонтирован над шпиндельным узлом с возможностью вращения радиального перемещения. Ось дополнительного ролика смещена относительно перпендикулярной к станине оси ножа на 2-5 мм в направлении накатного ролика, имеющего возможность радиального перемещения. Угол при вершине резьбового профиля дополнительного ролика на 2-3° меньше соответствующего угла профиля накатных роликов. Высота профиля дополнительного ролика составляет 1,25 высоты профиля накатных роликов. 3 ил. Чв Ё
Фиг, /
/6/ ft 10 фиг.2
9 1
| Устройство для изготовления или восстановления резьбовых алмазных роликов | 1983 |
|
SU1207597A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
