1
Изобретение относится к области обработки металлов давлением и может быть использовано при поперечно-винтовой прокатке резьбовых изделий на резьбонакатных станках.
Известен профиленакатной станок, содержащий смонтированные на станине приводные подвижную и неоодвижную головки шпинделей с накатными роликами и опорный нож с клином.
В известном станке опорный нож в процессе накатывания остается неподвижным, что вызывает повышенный износ опорной поверхности ножа в результате изменения положения оси заготовки.
Уменьшение износа ножа и повышение качества накатываемых изделий обеспечивается за счет того, что предлагаемый станок снабжен регулируемым упором, смонтированным на подвижной головке шпинделя и взаимодействующим с клином, наклонная поверхность которого сопряжена с основанием опорного ножа.
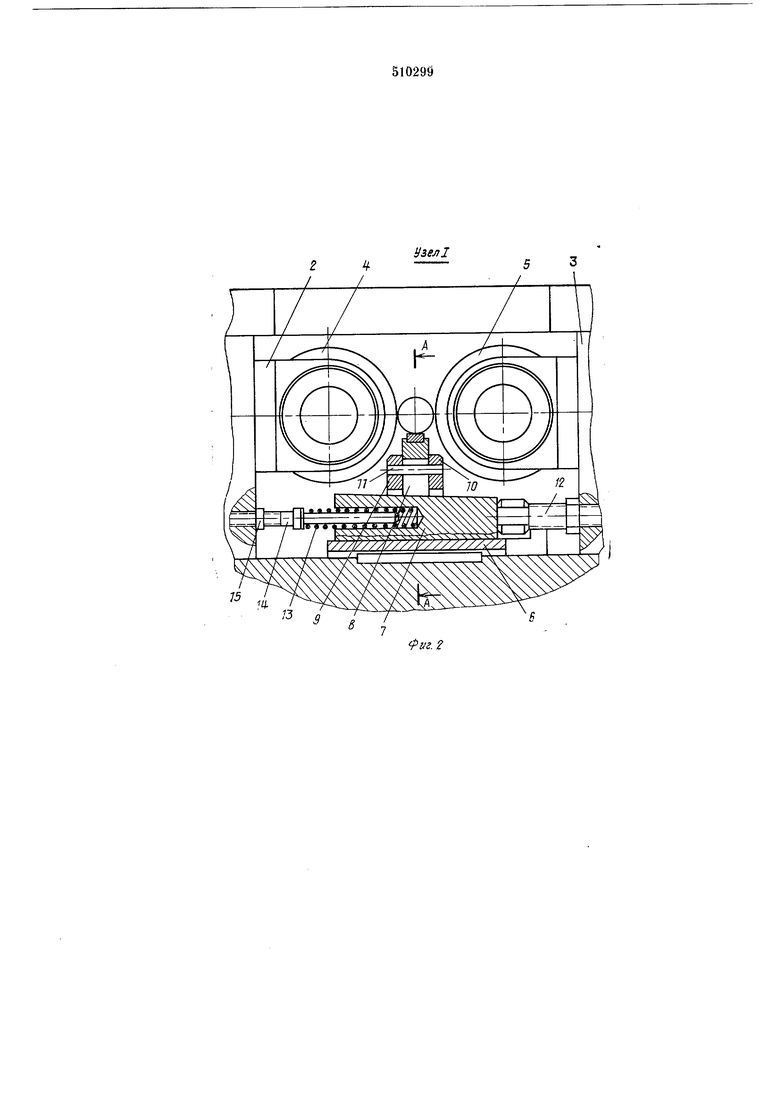
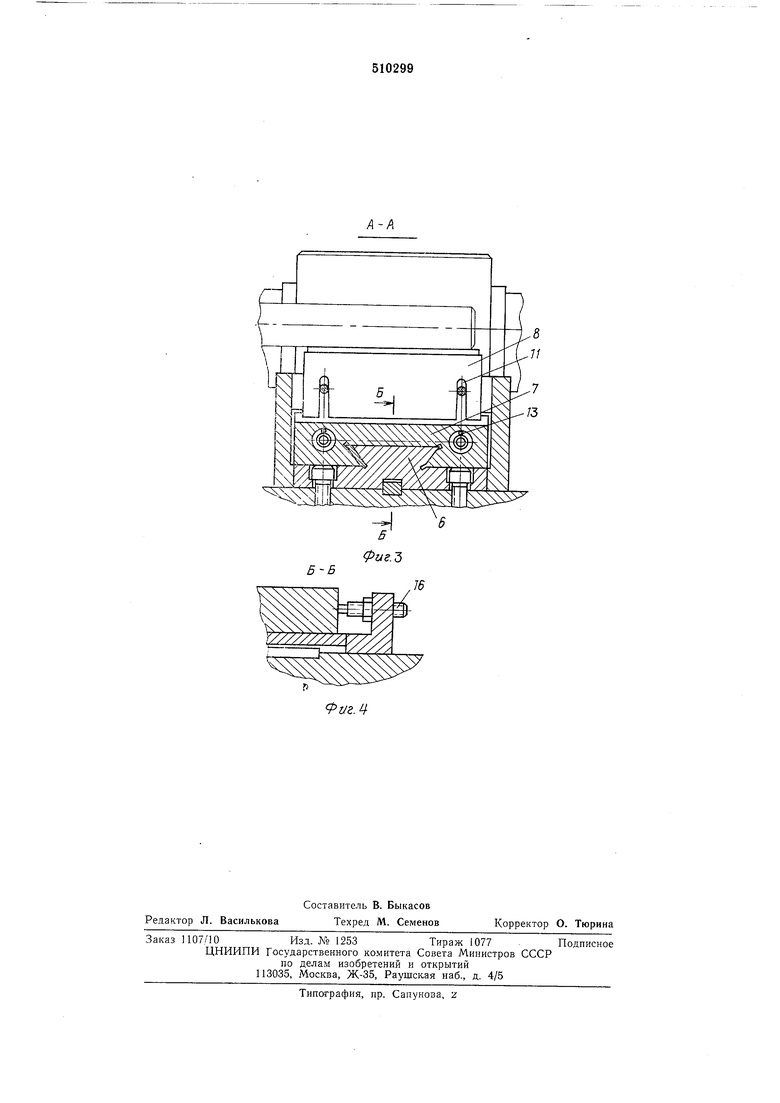
На фиг. 1 Изображен предлагаемый стано«, общий вид; «а фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез по А - А на фиг. 2; на фиг. 4-разрез до Б-Б на фиг. 3.
На Станине 1 профиленакатного станка крепятся неподвижная 2 и подвижная 3 головки.
на шпинделях которых закреплены накатные ролики 4 и 5.
Между двумя шпинделями на станине расположено приспособление для установки накатываемой заготовки, состоящее из направляющих 6, по которым перемешается клин 7. На наклонной пов ерхности клина 7 установлен опорный нож 8, положение которого в вертикальной плоскости зависит от величины хода клина.
От перемещений в боковом направлении нож удерживается планками 9 и 10, жестко связанными с направляющими 6. От перемещения в осевом направлении нож удерживается двумя штифтами 11. Перемещение клина 7 осуществляется регулируемыми упорами 12, а возврат в исходное положение пружинами 13. Усилие сжатия пружины регулируется положением оси il4, которая столорится гайкой 15. Исходное положение клина 7 определяется установочным винтом 16.
Во время работы станка производится накатывание профиля на заготовке при помощи роликов 4 и 5.
При этом подвижная головка 3 перемещается Б направлении заготовки, вместе с ней перемещается и регулируемый упор 12, который, воздействуя на подпружиненный клин 7, смещает его влево. При этом установленный на наклонную поверхность клина 7 опорный нож 8 опускается на величину компенсирующего увеличения диаметра -накатываемой заготовки таким образом, что положение оси заготовок все время совпадает с осью накатных роликов. Когда клин 7 доходит до винта 16, процесс накатки заканчивается. После этого подвижная головка 3 возвращается в исходное положение, вместе с ней пружинами 13 возвращаются клин 7 с опорным ножом 8. Далее процесс повторяется. 4 Формула изобретения Профиленакатной станок, содержащий смоитированные на станине приводные подвижную и неподвижную головки щпиндел-ей с накатными роликами и опорный нож с клином, отличающимися тем, что, ,с щелью уменьшения износа ножа и повышения качества накатываемых изделий, он снабжен регулируемым упором, смонтированным на подвижной головке щщинделя и взаимодействующйм с клином, при этом наклонная поверхность клина сопряжена с основанием опорного ножа.

| название | год | авторы | номер документа |
|---|---|---|---|
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| ПРОФИЛЕНАКАТНЫЙ СТАНОК | 2004 |
|
RU2243055C1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО К ПРОФИЛЕНАКАТНОМУ СТАНКУ | 2002 |
|
RU2240889C2 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Профиленакатной станок | 1978 |
|
SU806216A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Накатный станок | 1980 |
|
SU996020A1 |
CZI
CD
75
f/i
/3
Узел
фцг.Ъ
