Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания кольцевых профильных канавок н полых заготовках роликами,
Известно устройство, содержащее станину, установленные в подвижной и неподвижной бабках два накатных ролика и опоры, при этом одна из опор выполнена в виде двухплечего рычага, подпружиненного плунжером 1J.
Недостатком данного устройства является то, что оно не обеспечивает обработку изделий малого диаметра.
Известно устройство для накатывания профильных канавок, содержащее станину, в которойраэмемены расположенные в корпусах опоры и силовой механизм, несущий накатные ролики, один из которых установлен с возможностью осевого перемещения в направлении второго -Т.
Недостатком известного устройства является также то, что оно не обеспечивает обработку изделий малого ди.аметра.
Цель изобретения - рас1шрение диапазона типоразмеров обрабатываемых изделий.
Цель достигается тем, что устроит ство для накатывания профильных канавок, .содержащее станину, в которой 5 размещены расп оложенные в корпусах опоры и силовой механизм, несущий накатные ролики, один из которых установлен с возможностью осевого перемещения в направлении второго, снабжено Q механизмом радиального перемещения одной из опор, связанным с силовым механизмом, причем вторая опора и второй накатной ролик установлены в станине неподвижно.
А механизм радиального перемеще15ния одной из опор выполнен в виде вилки, закрепленной на силово механизме, и марнирной тяги, один конец которой связан с вилкой, а другой с корпусогл опоры.
20
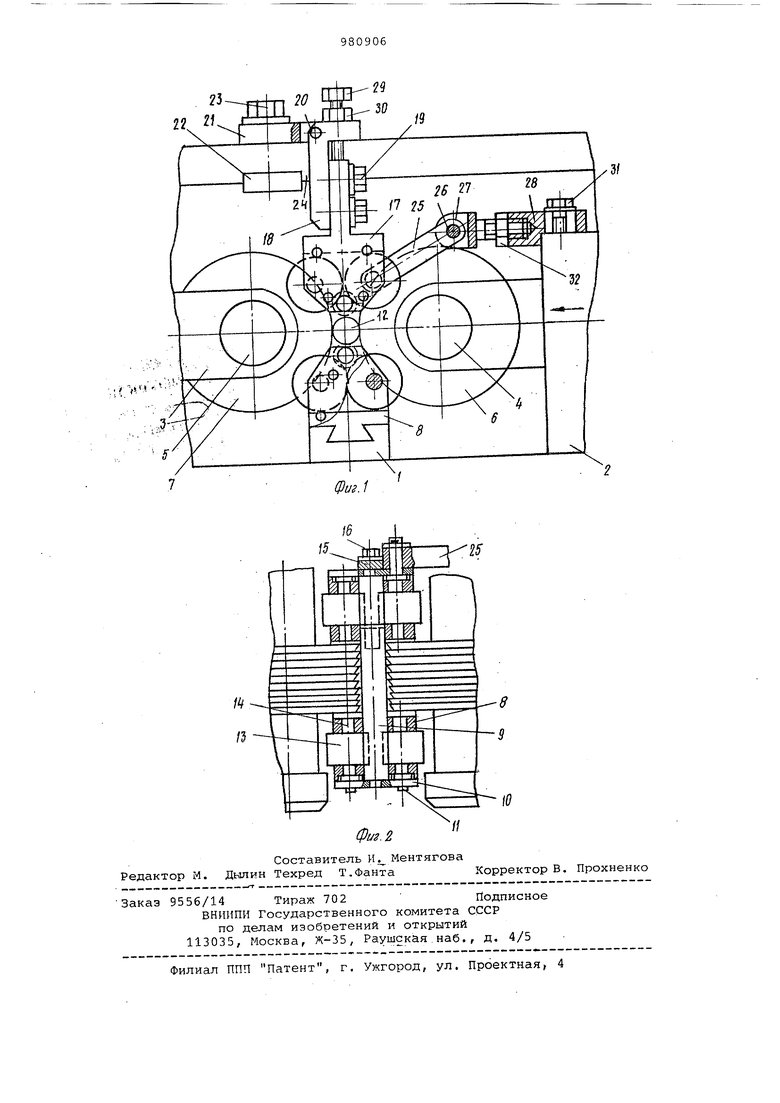
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство устанавливается на двухроликовый резьбонакатной станок, который имеет станину 1, подвижную 2 и неподвижную 3 шпиндельные бабки. На 1тинделях 4 и 5 подвижной и неподвижной бабок расположены накатные ролики 6 и 7 Г Корпус нижней опоры Р
30 устанавливается на станине 1 -станка. При этом горизонтальная линия центр опорного ролика 9, прикрепленного к корпусу 8 фланцами 10 винтами 11, должна находиться ниже линии центро накатных роликов 6 и 7 на величину, равную или превьшающую полусугму ди аметра заготовки 12 и ролика 9. Рас стояние мехсду вертикальной линией центра ролика 9 и вершиной профилиру ,ющей нити накатного ролика 7,расположе ной на-линии центров накатных роликов 7 и 6,1 должно соответствовать примерно- половине диаметра заготовки 12,-В связи с тем, что диаметр ролика 9 может незначительно превышать диаметр заготовки 12 с целью обеспечения его местности, он устанавливается на две пары роликов 13 болыаего д;иаметра. Эти ролики 13 расположены в пазах корпуса 8 на ос 14. При этом две пары роликов 13 на ходятся на одной линии центров и установлены перед нажимньми роликами 6 и 7, а две другие пары - за ни ми. Осевое перемещение осей 14,, на которых расположены ролики большего диаметра 13, устраняется фланцами 10 Для установки заготовки на заданную длину под накатку служит упор 15, который соединен с корпусом 8 винтами 16 . Корпус верхней подвижной,опоры 17 соединен с Г-образной планкой 18 вин тами 19 и шарнирно штифтом 20 установлен в паз крепежной планки 21. Планка 21 прижимной планкой 22 болтами 23 крепится к траверсам 24, рас положенHbTt-1 на станине станка 1. Корпус опоры 17 Т- образный вид, в пазах которого так же, как в нижней опоре, аналогичным образом расположены ролики 9 и 13. Кроме того, корпус 17 верхней подвижной опоры, в частности ось 14 одного из роликов 13, связана шарнирно с одним кон цом тяги 25. А другой конец тяги 25 также шарнирно штифтом 26 связан с вилкой 27 и кронштейном 28, закреп ленным на подвижной 2 шпиндельной . бабке станка. .Настройка верхней опоры 17 для накатывания одного из типоразмеров полых деталей малого диаметра осуществляется следующим образом. Заготовка-эталон 12 устанавливается между опорным роликом 9 нижней опоры 8 и.накатным роликом 7. Накатной ролик б подводится подвижной шпиндельной бабкой до соприкосновения с заготовкой 12. Центр опорного ролика 9 верх ней подвижной опоры 17 совмещается с вертикальной линией центров заготовки-эталона 12 и ролика 9 нижней опоры 8 путем перемещения крепежной 21 и прижимной 22 планок относительно траверс 24 станка. После чего крепежная 21 и прижимная 22 планки стягиваются болтами -23, Затем корпус верхней опоры 17 опускается относительно Г-образной планки 18 до соприкосновения ролика 8 с заготовкойэталоном 12 и закрепляется болтами 19. Для предотвращения перемещения корпуса 17 относительно Г-образной планки 18 в результате действия отжимающих сил в ней установлен болт 29, который служит как упор. Для устранения самовьшинчивания болта 29 предназначена контргайка 30. Конец тяги 25 устанавливается шарнирно штифтом 25 в вилку 27. Для совпадения отверстии тяги 25 и вилки 27 последняя может перемещаться совместно с крон-, штейном 28 относительно болта 31. Для у странения самовывинчивания вилки 27 из кронштейна 28 служит контргайка 32. i После настройки верхней опоры 17 для накатывания одного из типоразмеров деталей подвижная бабка 2 с рабочим роликом 6 отводится в крайнее левое положение, а корпус 17 верхней опоры выводится из рабочего положения путем его поворота относительно штифта 20 тягой 25. . Предлагаемое устройство работает .следующим образом. В всходящем положении подвижная шпиндельная бабка 2 отведена в крайнее левое положение.. Корпус верхней опоры 17 выведен тягой 25 из рабочего положения путем его повброта от- . носительно штифта 20. Заготовка 12 устанавливается между роликом 9 нижней опоры 8 и накатным роликом 7. Одновременно с рабочим ходом подвижной шпиндельной бабки 2 вращающийся Накатной ролик 7 а также верхняя опора 17 подводятся к накатьшаемой заготовке 12. При радиальном внедрении профильных ниток вращающихся накатных роликов б и 7 в заготовку 12 ей также придается вращение от инструмента за счет возникающих при этом сил трения, а ролики 9 верхней 17 и нижней 8 опор препятствуют ее деформации от приложенных к ней радиальных сил накатывания. Накатываемая заготовка 12 при этом не деформируется, а следовательно, не нарушается контакт между профилирующими нитками рабочих роликов 6 и 7 с м&талпом накатываемой детали 12, что и обеспечивает возможность накатывания кольцевых профильных канавок на полых деталях малого диаметра. Ролики 9 верхней 17 и нижней В опор вращаются вместе с заготовкой 12. Вращение роликам 9 от заготовки 12 передается силами трения, вызванными действием на них нормальных сил, препятствующих деформации накатываемой детали. Так как вращающиеся ролики 9 установлены на две опоры роликов большего дийметра 13, последние тоже
вращаются силами трения от нормального Давления, создаваемого между этими роликами. Вращение роликов 9 и 13 обеспечивает их равномерный износ по опорным диаметрам и тем самым повышает в целом срок службы верхней 17 и нижней 8 опор. Кроме того, попарно установленные ролики больше го диаметра 13 по концам роликов 9 предотвращают срез его участков меньшего диаметра, находяпихся во фланцах 10 верхней 17 и нижней 8 xjnbp, от действия нормальных сил, препятствующих деформации заготовки 12. После окончания процесса накатывания шпиндельная бабка 2 с рабочим роликом 6 .ртводя ся в исходное положение, а верхняя опора 17 выводится из рабочей зоны. Обрабатываемая деталь 12 вынимается из зоны накатывания. Следующий цикл обработки детали повторяется аналогично.
Предлагаемое устройство испытывают в производственных условиях при накатывании профильных канавок на трубках штанг высокого давления для автомобиля ЗИЛ-130. Производственные испытания данного устройства показывают, что трудоемкость получения профильных канавок на полых заготовках малого диаметра накатыванием в 2 раза нижеiпо сравнению с нарезанием. Устройство при испытаниях показывает надежную работу в эксплуатации и обеспечивает высокую степен точности по отклонению формы детали в поперечном сечении. Экономическая эффективность от внедрения предлагаемого устройство для накатывания полых деталей малого диаметра составляет 9900 р. в год.
5 Формула изобретения
1,Устройство для накатывания профильных канавок, содержащее станину, в которой разме1дены расположенные
10 в корпусах onojwa и силовой механизм несуфгй накатные ролики, один из которых установлен с возможностью осевого перемещения в направлении второго, отличающееся
15 тем, что, с целью расширения датапазона типоразмеров обрабатываемых изделий, оно снабжено механизмом радиалного, перемещения одной из опор, кинематически связанным с силовым механизмом, причем вторая опора и вто.рой накатной ролик закреплены в станине неподвижно.
2.Устройство по п. 1, о т л ичающееся тем, что механизм
25 радиального перемещения одной из опор выполнен в виде вилки, закрепленной на силовом механизме, и шарнирной тяги, один конец которой связан с вилкой, а другой - с корпусом 2Q опоры.
Источники информации, принятые во внимание при экспертизе
1. Авторркое свидетельство СССР 570439, кл. В 21 Н 3/02, 1977.
.2. Авторское свидетельство СССР 35 757238, кл. В 21 К 1/18, 10.04.78 (прототип).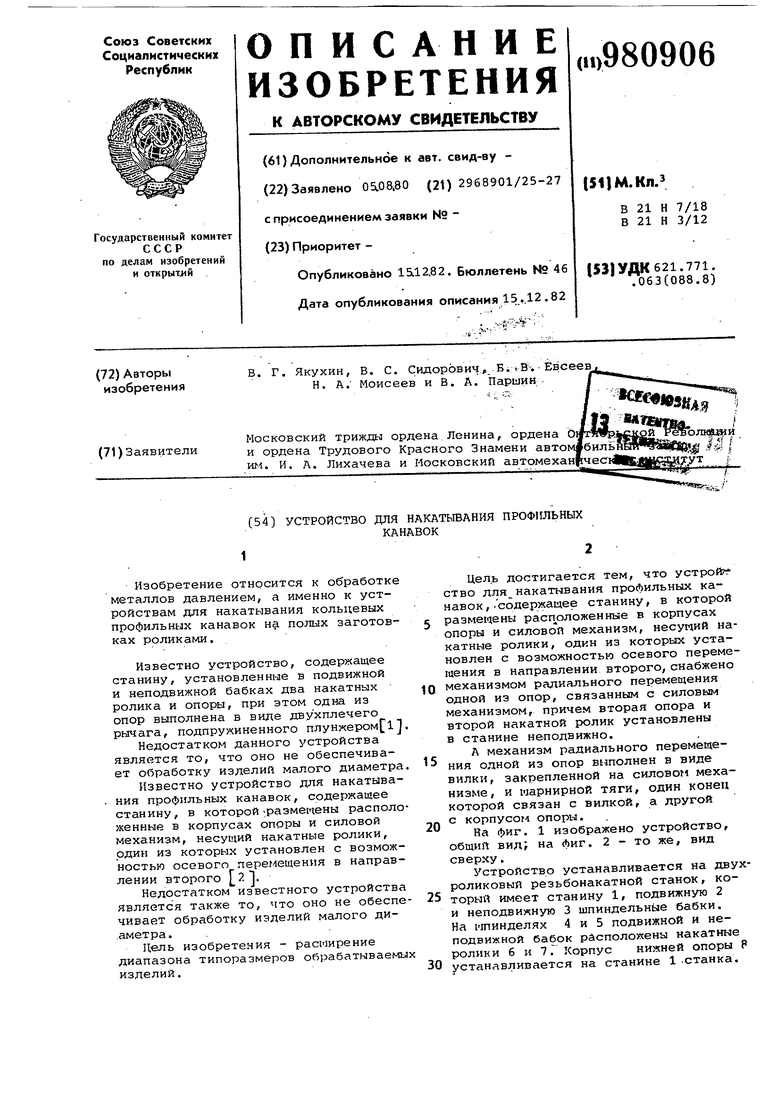
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Устройство для загрузки заготовок | 1988 |
|
SU1532167A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |