Изобретение относится к обработке металлов давлением и может быть использовано для планетарного накатывания резьб и профилей преимущественно на роторных линиях.
Известно устройство роторного типа для накатывания наружной резьбы, в котором резьба на заготовке накатывается между вращающимся накатным роликом технологического ротора и неподвижным накатным сектором. Подача заготовки в зону накатывания осуществляется питателем барабанного типа (транспортным ротором).
Недостатком устройства является потеря угловой ориентации заготовки из-за ее скольжения при накатке (заготовка отстает по углу), поэтому при ее выходе из зоны накатывания невозможно передать заготовку ориентированно по шагу из технологического ротора накатывания транспортным ротором в другой технологический ротор для обработки другой резьбы на этой же заготовке или любой другой технологической операции, что не позволяет данное устройство применять в автоматических роторных линиях, что сужает технологические возможности оборудования.
Известно также устройство роторного типа для накатывания резьбы, в котором резьба на заготовке накатывается между вращающимся накатным роликом технологического ротора и неподвижным накатным сектором. Соосно ролику установлен барабан, имеющий приемные гнезда для поддержки длинномерной заготовки.
Недостатком устройства является повышенное скольжение заготовки между накатным роликом и накатным сектором, ввиду принудительного перемещения заготовки приемным гнездом барабана, что ухудшает качество резьбы и снижает срок службы накатного инструмента.
Целью изобретения является расширение технологических возможностей путем обеспечения постоянства угловой ориентации обрабатываемой детали как на входе технологического ротора, так и на выходе при сохранении высокой производительности, возможности встраивания линии в многооперационную автоматическую роторную линию, повышение надежности работы при передаче деталей из ротора в ротор без нарушения углового положения детали и без ухудшения качества.
Поставленная цель достигается тем, что в роторной линии для накатывания резьбы или профилей, содержащей технологический ротор, имеющий вращающийся накатный ролик и соосно ему барабан с приемниками для деталей, неподвижный накатной сектор и транспортные роторы, барабан технологического ротора выполнен с кольцевым пазом, в котором установлены приемники с возможностью свободного перемещения по упомянутому пазу барабана в зоне накатки и возврата в исходное согласованное по углу с транспортным ротором положение от неподвижного охватывающего технологический ротор копира через систему двуплечих рычагов, при этом рычаги смонтированы на технологическом роторе с возможностью регулировки положения приемника относительно транспортных роторов.
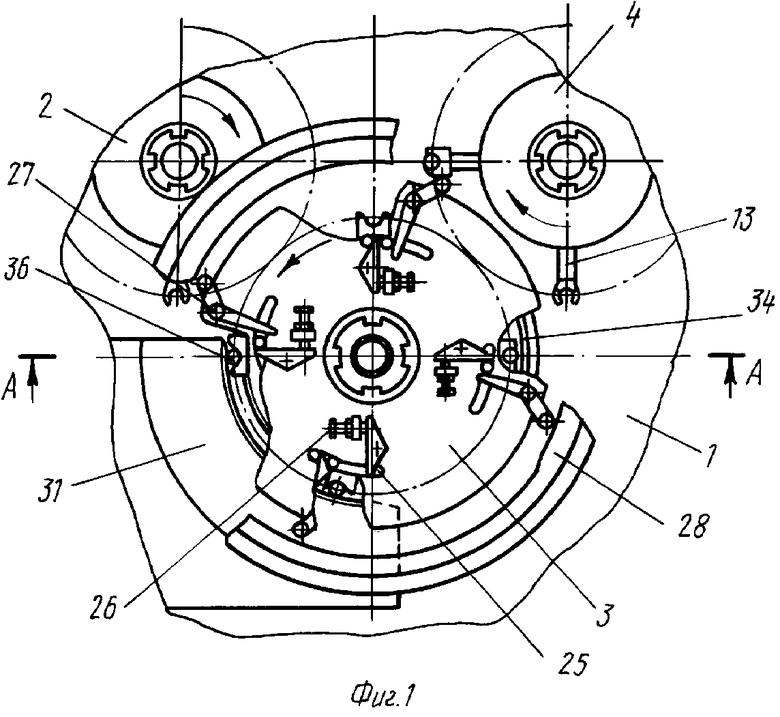
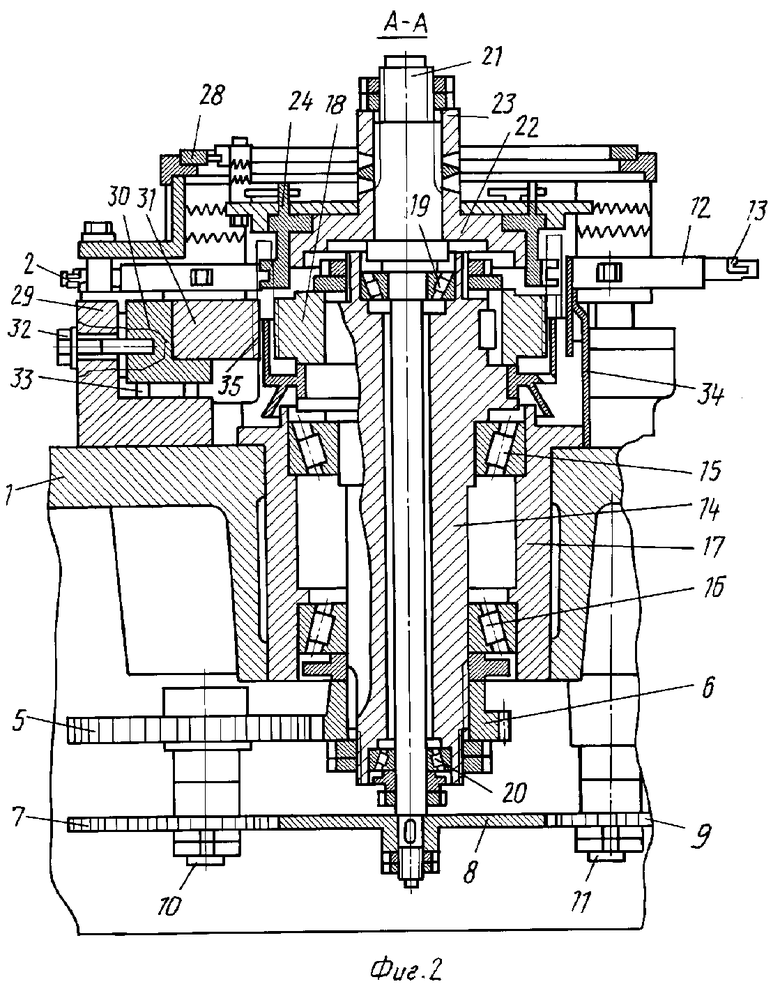
На фиг. 1 изображена роторная линия, вид сверху; на фиг.2 - разрез А-А на фиг.1.
Роторная линия для накатывания резьб или профилей содержит станину 1, на которой установлены транспортный ротор загрузки 2, технологический ротор накатывания 3, транспортный ротор выдачи 4, кинематически связанные между собой в нижней части цилиндрическими зубчатыми колесами 5,6,7,8 и 9, вращение которым передается от привода линии (не показан). Транспортные роторы 2 и 4 на верхнем конце валов 10 и 11 имеют барабан 12 с гнездами под равномерно расположенные захватные органы 13. Технологический ротор 3 имеет полый вал 14, который посредством подшипниковых опор 15 и 16 зафиксирован в станине 1 через стакан 17. В верхней части вала 14 жестко закреплен накатной ролик 18. В полости вала 14 на подшипниках 19 и 20 установлен вал 21 вращения барабана 22. Барабан 22 зафиксирован на валу 21 через зубчатую регулировочную муфту 23. Барабан 22 имеет кольцевой паз и в нем по периметру равнорасположены приемники 24, с возможностью регулировки относительно транспортных роторов и имеющие фиксацию посредством качающихся двуплечих рычагов 25, упорных винтов 26, поворотных рычагов 27 и копира 28, охватывающего технологический ротор. На станине 1 жестко установлен кронштейн 29 крепления колодки 30 с инструментом - накатным сектором 31. Кронштейн 29 имеет натяжные 32 и упорные 33 винты фиксации сектора 31. На станине 1 по радиусу ротора 3 после накатного сектора 31 установлен охват 34. Между сектором 31 и роликом 18 установлен кольцевой упор 35 для осевой ориентации обрабатываемой заготовки 36.
Роторная линия работает следующим образом.
Из питателя (не показан) заготовка 36 забирается захватным органом 13 транспортного ротора загрузки 2, из которого передается в приемник 24 барабана 22 технологического ротора накатывания 3 и ориентируется в осевом направлении на упоре 35. При вводе заготовки 36 в заборную часть накатного сектора 31, приемник 24, ранее зафиксированный рычагами 25 и 27, освобождается за счет вывода рычага 27 из контакта с копиром 28 и при дальнейшем вращении технологического ротора 3 происходит накатывание резьбы. В результате незначительного расхождения между теоретической и действительной угловыми скоростями движения заготовки 36 вокруг оси ролика 18 за время накатки, заготовка 36 отстает от своего исходного, согласованного с транспортными роторами, положения и увлекая собой приемник 24, перемещающийся по кольцевому пазу барабана 22. Барабан 22, вращаясь вокруг общей оси технологического ротора 3, движется со скоростью, вдвое меньшей, чем скорость накатного ролика 18, т.е. примерно со скоростью движения заготовки 36 во время накатывания на ней резьбы (без учета скольжения заготовки, дополнительно уменьшающая скорость движения заготовки). После выхода заготовки 36 из зоны накатки приемник 24 с заготовкой возвращается рычагом 27 в исходное положение до упора в рычаг 25. Затем заготовка 36 захватывается транспортным ротором 4 и согласованно по шагу передается в следующий технологический ротор (не показан) для выполнения другой операции или в лоток выгрузки (не показан). Предлагаемая роторная линия позволяет производить накатку резьб или профилей как с одной стороны детали, так и с другой, причем разного диаметра и профиля, а также возможно встраивание линии в единую многороторную линию с выполнением других технологических операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы | 1988 |
|
SU1599150A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ОРИЕНТАЦИИ ИЗДЕЛИЙ С БУРТОМ | 1991 |
|
RU2021144C1 |
| Устройство для накатывания резьб на пустотелых заготовках | 1988 |
|
SU1655638A1 |
| Загрузочный ротор | 1990 |
|
SU1745508A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Устройство для подчеканки баллонов с жидким газом | 1990 |
|
SU1774119A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОРПУСОВ ЖИДКОКРИСТАЛЛИЧЕСКИХ ИНДИКАТОРОВ | 1992 |
|
RU2054838C1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
Использование: обработка металлов давлением, планетарное накатывание резьб и профилей преимущественно на роторных линиях. Сущность изобретения: роторная линия для накатывания резьб или профилей содержит станину, на которой установлены транспортный ротор загрузки, технологический ротор накатывания, транспортный ротор выдачи. Технологический ротор имеет полый вал, в верхней части которого закреплен накатный ролик. В полости вала установлен вал вращения барабана, имеющего кольцевой паз с расположенными в нем подвижными от рычагов приемниками, приводящимися в исходное положение через упомянутые рычаги от копира. 2 ил.
РОТОРНАЯ ЛИНИЯ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБ ИЛИ ПРОФИЛЕЙ, содержащая установленные на станине и кинематически связанные между собой технологический ротор, включающий смонтированный с возможностью вращения накатной ролик, неподвижный накатной сектор и соосно установленный с роликом барабан, несущий приемники для обрабатываемых заготовок, и транспортные роторы, отличающаяся тем, что, с целью расширения технологических возможностей путем угловой ориентации заготовок и повышения надежности, она снабжена охватывающим технологический ротор копиром, размещенным на станине между накатным сектором и накатным роликом кольцевым упором для осевой ориентации обрабатываемой заготовки, смонтированной на технологическом роторе системой попарно расположенных двуплечих рычагов для регулирования положения приемников относительно транспортных роторов, при этом один из рычагов каждой пары смонтирован с возможностью качательного движения, а другой - с возможностью поворота, а на барабане технологического ротора выполнен кольцевой паз, в котором равномерно по его периметру установлены приемники.
| Устройство для накатывания резьбы | 1976 |
|
SU647046A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
