Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |
| ЭЛЕКТРОЛИТ "ВИКТОРИЯ" | 1998 |
|
RU2143502C1 |
| ЭЛЕКТРОЛИТ-СУСПЕНЗИЯ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ НИКЕЛЬ-ФТОРОПЛАСТ | 1999 |
|
RU2155246C1 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ НИКЕЛЬ-ХРОМ | 2005 |
|
RU2292409C1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| Водный электролит никелирования | 1978 |
|
SU765404A1 |
| Электролит для осаждения комбинированных электрохимических покрытий на основе никеля | 1980 |
|
SU954530A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ НИКЕЛЬ - БОР | 1993 |
|
RU2124072C1 |
Использование: различные области машиностроения для повышения эксплуатаци- онной надежности узлов и деталей работающих в условиях трения. Сущность изобретения осаждение ведут струйным методом при плотности тока 45-100 А/дм2, температуре 30-40°С и скорости струи 50 см/с в электролите, содержащем г/л: сульфат никеля 220-300, борная кислота 25-30, сополимер метакриловой кислоты с П-ви- нилпирралидоном 1,5-5,8, 2 табл.
Изобретение относится к области гальваностегии, в частности к нанесению никелевых покрытий и может найти применение в различных областях машиностроения для повышения эксплуатационной надежности узлов и деталей механизмов, работающих в условиях трения, в частности, для повышения надежности работы уплотнительных элементов запорных узлов трубопроводной аппаратуры.
Известен способ нанесения гальванических, в частности никелевых покрытий на металлоизделия с целью придания их поверхности улучшенных физико-механических свойств 1.
Известный способ, однако, не обеспечивает необходимой износостойкости, коррозионной стойкости и адгезионной прочности получаемых покрытий.
Наиболее близким к изобретению является способ никелирования, осуществляемый в электролите на основе сульфата
никеля с добавками органических соединений 2, который также не позволяет наносить покрытия с требуемым комплексом физико-механических свойств.
Цель изобретения - повышение износостойкости, коррозионной стойкости и адгезионной прочности покрытий.
Осаждение ведут струйным методом при плотности тока 45-100 А/дм2, температуре 30-40°С и скорости струи 50 см/сек в электролите содержащем, г/л: сульфат никеля 220-300, борная кислота 25-30, сополимер метакриловой кислоты с N-винил- пирролидоном (МКВП) 1,5-5,8.
Пример 1. Электрохимические покрытия наносили на образцы (чугун и сталь СТ35), имеющие форму цилиндра диаметром 25 мм и высотой 10 мм, а также на уплотнительные поверхности корпуса и клина задвижки Ду 50. Перед нанесением покрытия образцы подвергали механической обработке лезвийным инструментом.
О
XI
4
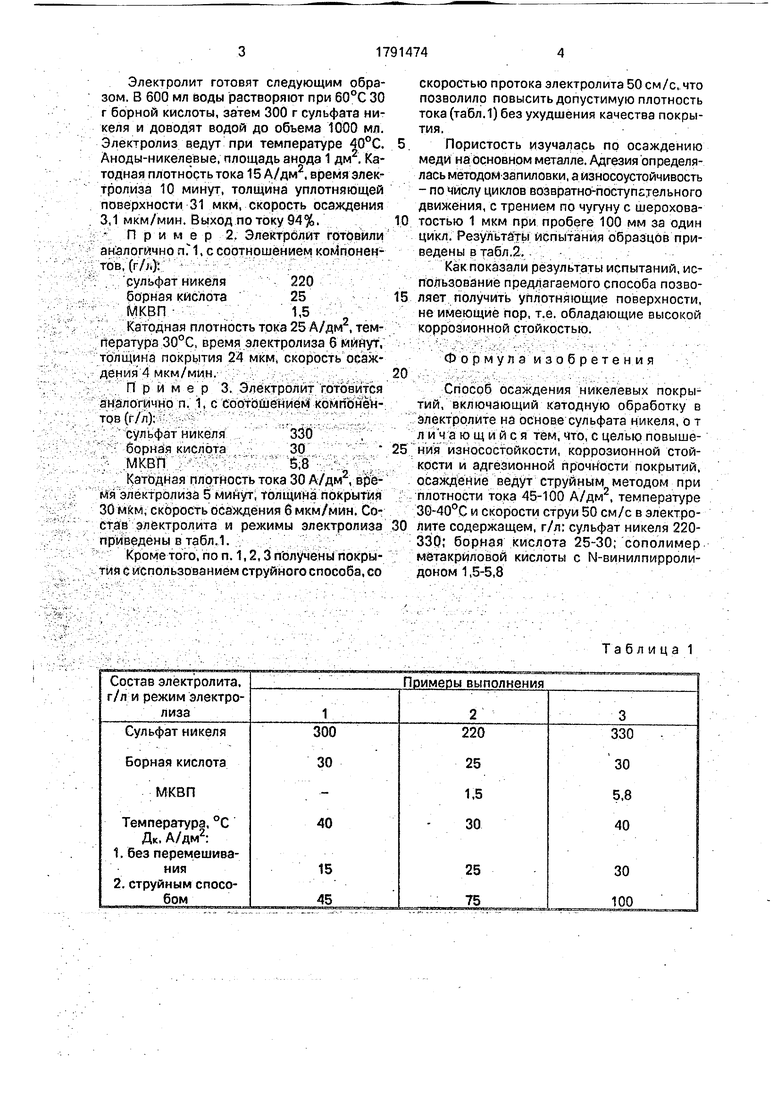
Электролит готовят следующим образом. В 600 мл воды растворяют при 60°С 30 г борной кислоты, затем 300 г сульфата никеля и доводят водой до объема 1000 мл. Электролиз ведут при температуре 40°С. Аноды-никелевые, площадь анода 1 дм .Катодная плотность тока 15 А/дм2, время электролиза 10 минут, толщина уплотняющей поверхности 31 мкм, скорость осаждения 3,1 мкм/мин. Выход по току 94%.
П р и м е р 2, Электролит готовили аналогично п. 1, с соотношением коМпоненТОВ, ( V-;-:-: -: ;. /: ::С ...-. i :
. V сульфат никеля220 борная кислота 25
;; ддквп -.. LS :;, .
- Катодная плотность тока 25 А/дм , тем; г ература 300С, время электролиза 6 минут,
толщина покрытия 24 мкм, скорость осаждения 4: мкм/ммн.- : ...;/ :-,; -Г,,:ч П р и м е р 3. Электролит готовится Аналогично п, ,1, с с дтойенйёй компоне -;
тов (г7л);-.1(. ; :iV.. :T; ,
::/ Ъульфат никёля ;. зЗО ., борна я кислота л 30
.;.s ;мквгг т Ф 7--- -: -Q;../
Катодная плотность тока 30 А/дм , врё- Ш электролиза Бi Мнут; толщина покрытий 30 мим, скбрость осаждения б мкм/мин. Со- стдв электролита и режимы электролиза приведены в та б л, 1. ; ,...;. ;: .
Кроме того, по п. 1,2,3 п олучены покрытия с использованием струйного способа, со
скоростью протока электролита 50 см/с, что позволило повысить допустимую плотность тока (табл.1) без ухудшения качества покрытия..
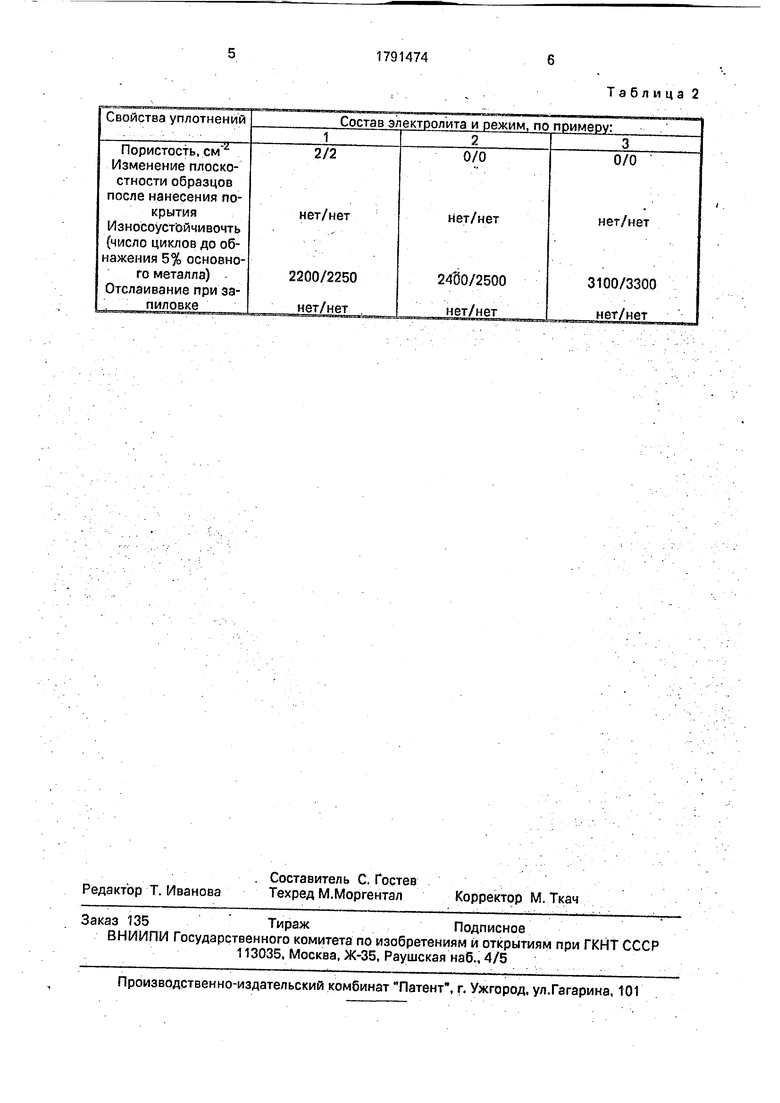
Пористость изучалась по осаждению меди на основном металле. Адгезия определялась методом запиловки, а износоустойчивость - по числу циклов возвратно-поступгтельного движения, с трением по чугуну с шероховатостью 1 мкм при пробеге 100 мм за один цикл. Результаты испытания образцов приведены рiтабл.2:. .. -....: .
Как показали результаты испытаний, использование предлагаемого способа позволяет получить уплотняющие поверхности, не имеющие пор, т.е. обладающие высокой коррозионной стойкостью.
Ф о р м у л а и з о б р е те н и я
с,,.-.,.,.:-: ;. :.:.Л ;;-..- . Способ осаждения никелевых покрытий, включающий катодную обработку в электролите на основе сульфата никеля, о т л и ч a to щ и и с я тем, что, с целью повыше- ния износостойкости, коррозионной стойкости и адгезионной прочности пок зытий, осаждение ведут струйным методом при плотности тока 45-100 А/дм2, температуре 30-40°С и скорости струи 50 см/с в электро- лите содержащем, г/л: сульфат никеля 220- 330; борная кислота 25-30; сополимер метакриловой кислоты с N-винилпирроли- доном 1,5-5,8
Та блица 1
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н.Т.Кудрявцев, Электролитические покрытия металлами | |||
| М.: Химия, 1979, с/7-8 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электролит никелирования | 1988 |
|
SU1544843A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
