Изобретение относится к способам изготовления жестких секций обмотки статора из провода прямоугольного сечения и может быть использовано в электромашиностроении..
Известен спбсоб изготовления катушки статора электрических машин, заключающийся в получении заготовки путем намотки провода на шаблон, имеющий форму вытянутого эллипса, с последующими растяжкой заготовки, сформированной в лодочку, и опрессовкой формуемой секции.
Известен также способ изготовления жестких катущек электрических машин, заключающийся в намотке провода на шаблон, углы между сторонами которого соответствуют углам между пазовой и лобовой частями катушки, последующей растяжке пазовых частей катушки с одновременным отгибом ее лобовых частей.
Однако при указанных способах производительность труда не высока, т.к. процесс изготовления расчленен на ряд непосредственно не связанных между собой операций, выполняемых последовательно одна за другой и требующих вспомогательных промежуточных операций, отрицательно влияющих также и на качество изготовляемых катушек.
Наиболее близк/м к предлагаемому способу по технической сущности является способ изготовления жестких катушек электрических машин, осуществляемый посредством устройства для изготовления указанных катушек, заключающийся в намотке провода на шаблон, на поверхности
VJ
Ю Ю
которого выполнены элементы направления укладки провода в виде паза по форме изготовляемой катушки в которой размещается направляющий провод элемент в виде гибкого прижима витков, выполённый
-. -.эйзйлявяр. -.,.-: .,-. . .. .- -..:- . . из соединенных между собой роликов или антифрикционной1 ,га в стенках Паза выполнены спй ральШе навк:, пй:с:р%Дством которыхдбеСп йи:|аш постоянное прижатие прижимаTt TKain, намотку осуществляют nyteNi вращения.шаблона вокруг центральной оси пространственной фигуры паза, причем указаннай ось перпен- ДШулярна ттлоскрсти намотки- а Для посто- янного совпадения паза с намоточным проводом шаблон соответственно сворачивают на необходимый угол в ту и другую сторону вокруг оси, перпендикулярной оси вращения шаблона и также проходящей через центр пространственной фигуры па-
за ;й5 й :й; Г.. :.:..;:;л - . .. . ; Указанный способ имеет следующие су- щественныё недостатки. Шаблон, при пбмо- чци/которого осуществляют способ, конструктивно Сложен, поскольку он снаб- жен спиральными канавками в стенках паза и сложными элементами разъёма шаблона для обеспечения снятия намотанной катушки с шаблона: А так как для каждого типо размера катушек требуется только ему соответствующий шаблон, то конструктивная сложности шаблона усложняет технологию осуществления способа в целом. Кррме того, указанный способ неизбежно вызывает необходимость дополнительной опера- ции, не имеющей .прямого отношения к Изготовлению катушки: ввода (и вывода) направляющих (опорных) элёментое прижима (например, осей роликов) я спиральные канавки вi стенках паза, что также усложняет способ и снижает производительность. Но самым существенным недостатком указанного способа является то, что вращение шаблона осуществляют вокруг его центральной оси, а повороты шаблона - вокруг оси, перпендикулярной первой и проходящей также через центр шаблона, что вызывает необходимость принудительного перемещения прижима | плоскбсти вращения шаблона на; величину, не менее полови- ны Длины формуемой катушки, и в плоскости поворачивания шаблона.на величину перемещения головрчной части шаблона в указанной плоскости. Эти обстоятельства усложняют осуществление способа из-за усложнения средств его осуществления иотрйцйтельно влияют на качество изготовляемой катушки за счет снижения точности ее пространственной геометрии по указанным причинам.
Целью изобретения является повышение качества Изготовления секции за счет повышения точности и упрощенияi технологии ф6рййванйя; ;;.,
11оста%л нйя цёль; ; j|6bTi/iraetcW. тем, чТб; соптасн0 способу жёстких секций Щ Ь Ш шё зщегб я в намОтке прб ебда на1;повё;рхно- сти кЬтброгб Шемёйть направ- ленйя :укЛа) прЬстра нётвеКЙои рм р йй с% кц с 6Д- новременнбйпрйкаткбй укладываемого провода, (нрвзанщ сформированной секций и снятий ее с; шаб/ioWa; гтровода по участкам шаблона, (io-отвё ствующйм пазовым ил обЬвым а;ет1 й сёкцйи, производят путем перемещения шаблона совместно с подаваемым проводом, начальный конец которогб, соответству рщий рдному из выводных концов секций, закреп лён на шабло- не; вдоль ййправлёнй i укпадки по направлению пода4й и в плоскости подава- емого Провода; с сбответствуйЩим направлению укладки поворачиванием шаблона в указаннсэй плоскости относительно нёпод- вижног6йаправ/1яюш,ёго провод элемента, подпружиненногб в сторону шаблона, а формирование гол обок секции осуществляют путем вращения шаблона на 180° вокруг центральной оси окружности цилиндрической поверхности шаблона на его голово- ЧнЫх частях, причем закрепление на шаблоне начального конца проёбДа осуществляют, например, путём его изгибания по цилиндрической поверхности гЬловочнрй части шаблона. ;;: ; : ; . ;; :, :--;.. V- :..:
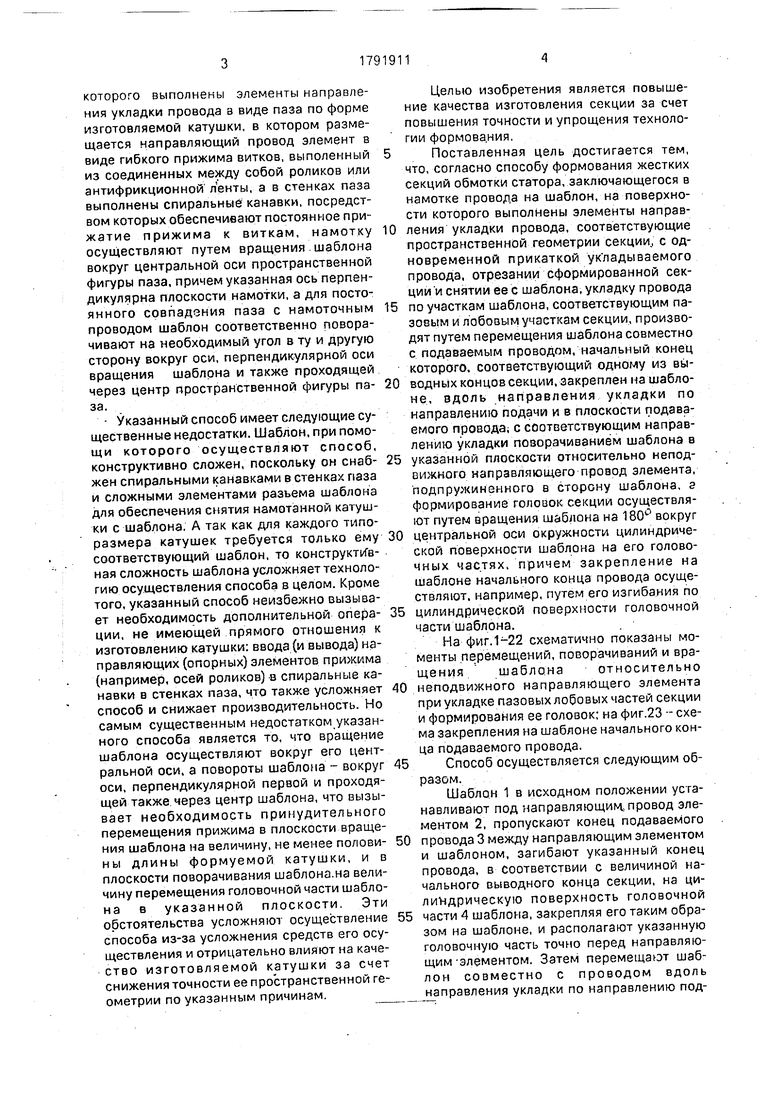
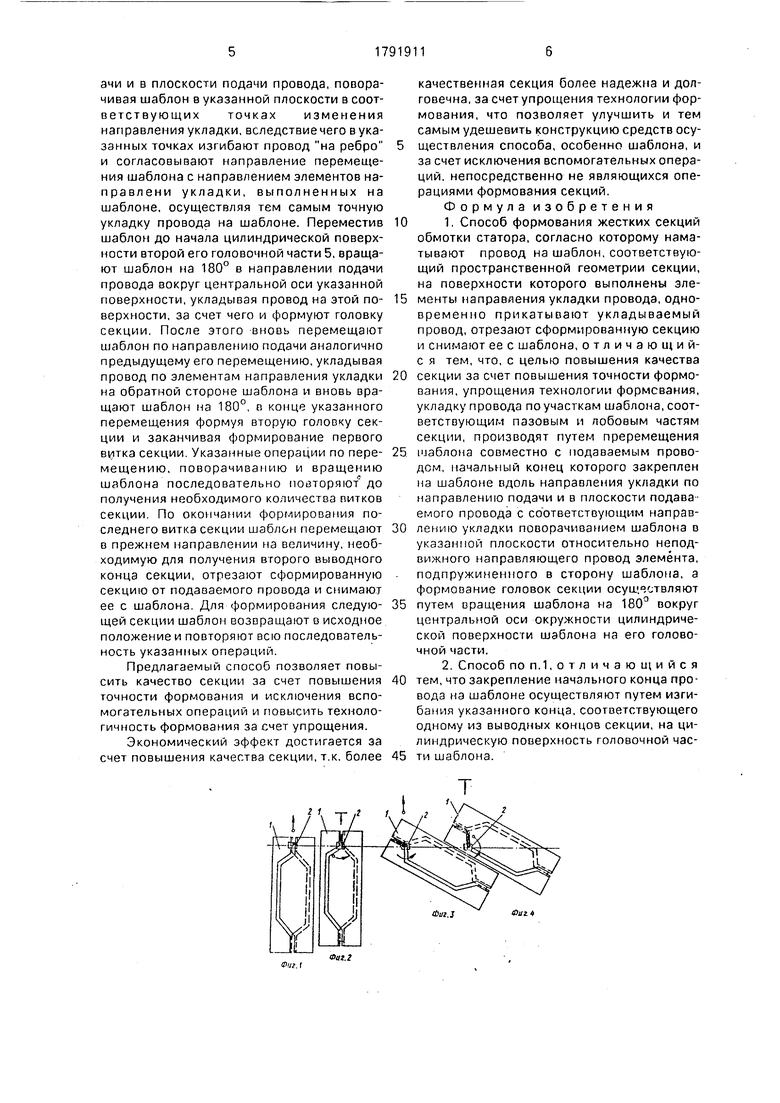
На фиг.1-22 схематично показаны моменты перемещений, пбвор ачйваний и вращения шаблона относительно неподвижного направляющего элемента при укладке пазовых лобовых частей секции и формирования ее головок; на фиг.23 -схема закрепления на шаблоне начального конца лодаваемото провода.
Способ осуществляется следующим об- разом. .-s:. , : :: : ;:/г - . . - . - Шаблон 1 в исходном положении устанавливают под направляющий провод эле- ментом 2, пропускают конец подаваемого провода 3 между направляющим элементом и шаблоном, загибают указанный конец провода, в Соответствии с величиной начального выводного конца секции, на ци- Лй йдрйчёекую повёр нрсТь головочной части 4 шаблона, закрепляя его таким образом на шаблоне, и располагают указанную голбабчную часть точно перед направляющим-элементом. Затем перемещают шаблон совместно с проводом вдоль направления укладки по направлению подачи и в плоскости подачи провода, поворачивая шаблон в указанной плоскости в соот- ветствующих точках изменения направления укладки, вследствие чего в указанных точках изгибают провод на ребро и согласовывают направление перемещения шаблона с направлением элементов на- правлени укладки, выполненных на шаблоне, осуществляя тем самым точную укладку провода на шаблоне. Переместив шаблон до начала цилиндрической поверхности второй его головочной части 5, вращают шаблон на. 180° в направлении подачи провода вокруг центральной оси указанной поверхности, укладывая провод на этой по- верхности, за счет чего и формуют головку секции. После этого -вновь перемещают шаблон по направлению подачи аналогично предыдущему его перемещению, укладывая провод по элементам направления укладки на обратной стороне шаблона и вновь вращают шаблон на 180°, в конце указанного перемещения формуя вторую головку секции и заканчивая формирование первого витка секции. Указанные операции по пере- мещению, поворачиванию и вращению шаблона последовательно повторяют до получения необходимого количества витков секции. По окончании формирования последнего витка секции шаблон перемещают в прежнем направлении на величину, необходимую для получения второго выводного конца секции, отрезают сформированную секцию от подаваемого провода и снимают ее с шаблона. Для формирования следую- щей секции шаблон возвращают в исходное положение и повторяют всю последовательность указанных операций.
Предлагаемый способ позволяет повысить качество секции за счет повышения точности формования и исключения вспомогательных операций и повысить технологичность формования за счет упрощения.
Экономический эффект достигается за счет повышения качества секции, т.к. более
качественная секция более надежна и долговечна, за счет упрощения технологии формования, что позволяет улучшить и тем самым удешевить конструкцию средств осуществления способа, особенно шаблона, и за счет исключения вспомогательных операций, непосредственно не являющихся операциями формования секций.
Формула изобретения
1. Способ формования жестких секций обмотки статора, согласно которому наматывают провод на шаблон, соответствующий пространственной геометрии секции, на поверхности которого выполнены элементы направления укладки провода, одновременно прикатывают укладываемый провод, отрезают сформированную секцию и снимают ее с шаблона, отличаю щи й- с я тем, что, с целью повышения качества секции за счет повышения точности формования, упрощения технологии формования, укладку провода по участкам шаблона, соответствующим пазовым и лобовым частям секции, производят путем преремещения шаблона совместно с подаваемым проводом, начальный конец которого закреплен на шаблоне вдоль направления укладки по направлению подачи и в плоскости подаваемого провода с соЪтветствующим направлению укладки поворачиванием шаблона в указанной плоскости относительно неподвижного направляющего провод элемента, подпружиненного в сторону шаблона, а формование головок секции осуществляют путем вращения шаблона на 180° вокруг центральной оси окружности цилиндрической поверхности шаблона на его головочной части.
2. Способ по п. 1,отличающийся тем, что закрепление начального конца провода на шаблоне осуществляют путем изгибания указанного конца, соответствующего одному из выводных концов секции, на цилиндрическую поверхность головочной части шаблона.
Фиг. 5
Фиг. 23 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Станок для намотки якорей | 1987 |
|
SU1494145A1 |
| Способ изготовления и укладки обмотки в пазы магнитопровода электрической машины | 1981 |
|
SU989690A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Обмотка статора высоковольтной двухполюсной машины | 1989 |
|
SU1721716A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |


Использование; в области электромашиностроения при изготовлении обмоток статора. Сущность изобретения: изобретение относится к способам изготовления жестких секций обмотки статора из провода прямоугольного сечения и может быть использовано в электромашиностроении. Формование секций заключается в намотке провода до необходимого количества витков на шаблон .1, на поверхности которого выполнены элементы направления укладки . провода, соответствующие пространственной геометрии секции, для чего конец подаваемого провода пропускают между прижимным направляющим элементом и шаблоном, закрепляют путем изгибания указанный конец на цилиндрической голо- сочной части шаблона, сам шаблон совмест- но с проводом перемещают под прижимным направляющим элементом вдоль направления уклрдкИ по нз ПравлёИй 6 г1ЪДаЧй и 8 плоскости подачи лровода,(Эрачивая шаблон в указанной плоскости вокруг соответствующих точек изменения направления укладки, за счет чего изгибают провод на ребро в указанных точках, а для формования головочных частей секций в соответствующий момент вращают шаблон на 180е в направлении подачи провода вокруг оси цилиндрической поверхноститоловочной части шаблона. 1 з.п.ф-лы, 23 ил.
| Способ изготовления катушек статора электрической машины | 1984 |
|
SU1256122A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для измерения удельного веса жидкостей под давлением | 1956 |
|
SU113489A1 |
