Изобретение относится к обработке металлов давлением, в частности к высадке головок разной формы на стержневых заготовках.
Известен штамп для изготовления деталей с фланцами, содержащий пуансон и матрицу со свободно установленным в ней кольцевым вкладышем, который снабжен механизмом перемещения кольцевого вкладыша вдоль оси матрицы в процессе формообразования (SU 261153, 28.10.1968, В 21 J 5/08).
Известен штамп для образования деталей с фланцами, содержащий верхний корпус с размещенными в нем секциями высадочных ползушек, нижний корпус с размещенными в нем с возможностью поступательного перемещения вдоль оси высадки нижними секциями высадочных ползушек, ограничиваемых регулируемыми упорами, привод раскрытия верхних секций ползушек и механизм раскрытия нижних секций ползушек, связанный с выталкивателем пресса, клиновый элемент для зажима и встречного перемещения верхних и нижних секций ползушек, при этом нижние секции высадочных ползушек снабжены дополнительными регулируемыми упорами и съемными штангами, при этом упоры закреплены на штангах, а штанги закреплены на ползушках, механизм раскрытия нижних ползушек выполнен в виде системы рычагов и вилок, установленной в сквозных продольных пазах, выполненных в нижнем корпусе штампа (SU 1792782 А1, 07.02.1993, В 21 J 5/08).
Наиболее близким по технической сущности и достигаемому эффекту является известный штамп для радиального выдавливания, состоящий из станины, обоймы-матрицы и пуансона (SU 125726, 03.03.1960, В 21 J 5/08). Штамп служит для получения головок на стержневых заготовках.
Недостатком известного штампа является невозможность получения головок разной формы и связанные с этим низкие технологические возможности.
Задачей изобретения является повышение технологических возможностей за счет получения головок разной формы на стержнях методом управляемого радиального выдавливания, а также облегчение сборки и разборки штампа.
Для этого штамп для радиального выдавливания, содержащий станину, обойму-матрицу и пуансон, снабжается направляющей, закрепленной на обойме-матрице, станина выполняется с пазами для размещения в них упомянутой направляющей обоймы-матрицы, которая установлена с возможностью управляемого перемещения вдоль своей оси посредством привода, соединенного с обоймой-матрицей посредством винтовой пары и червячного редуктора.
На фиг.1 изображен штамп для радиального выдавливания;
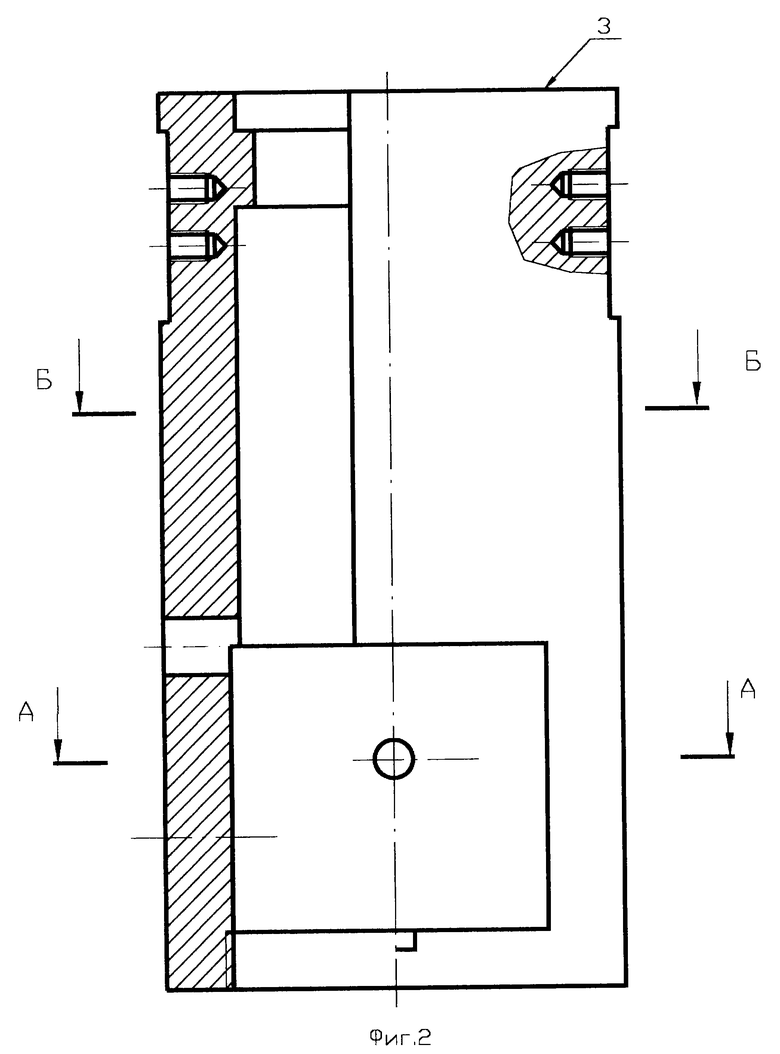
на фиг.2 - станина в разрезе;
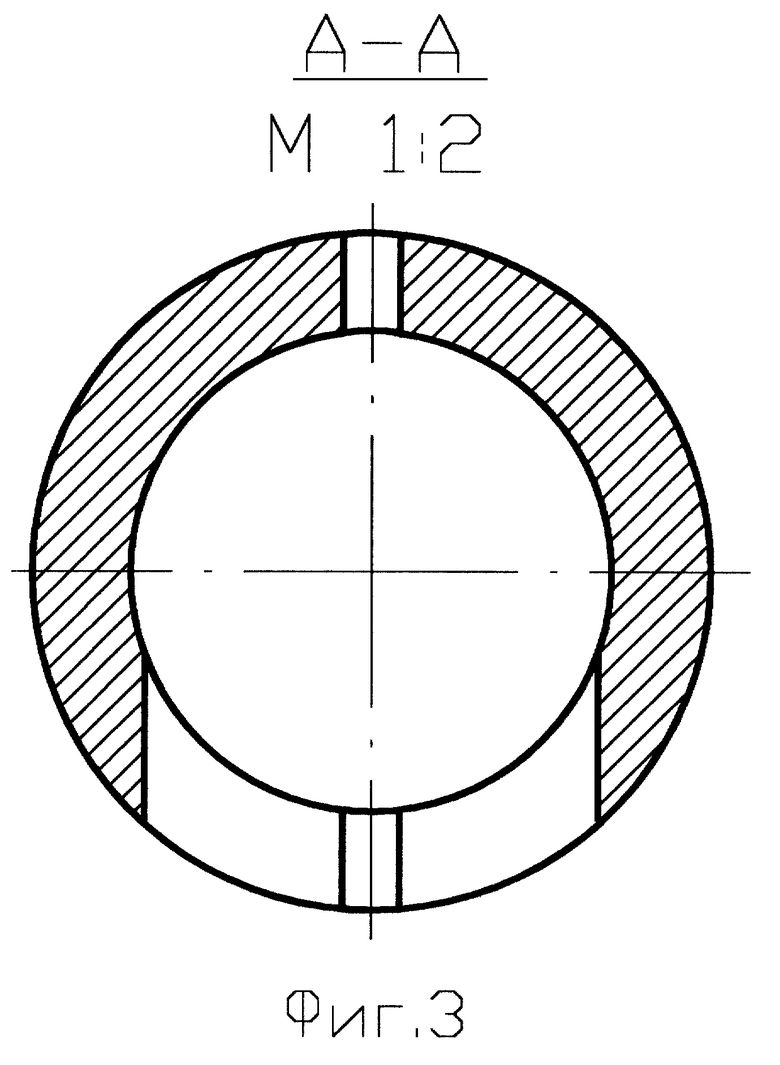
на фиг.3 - вид по А-А станины;
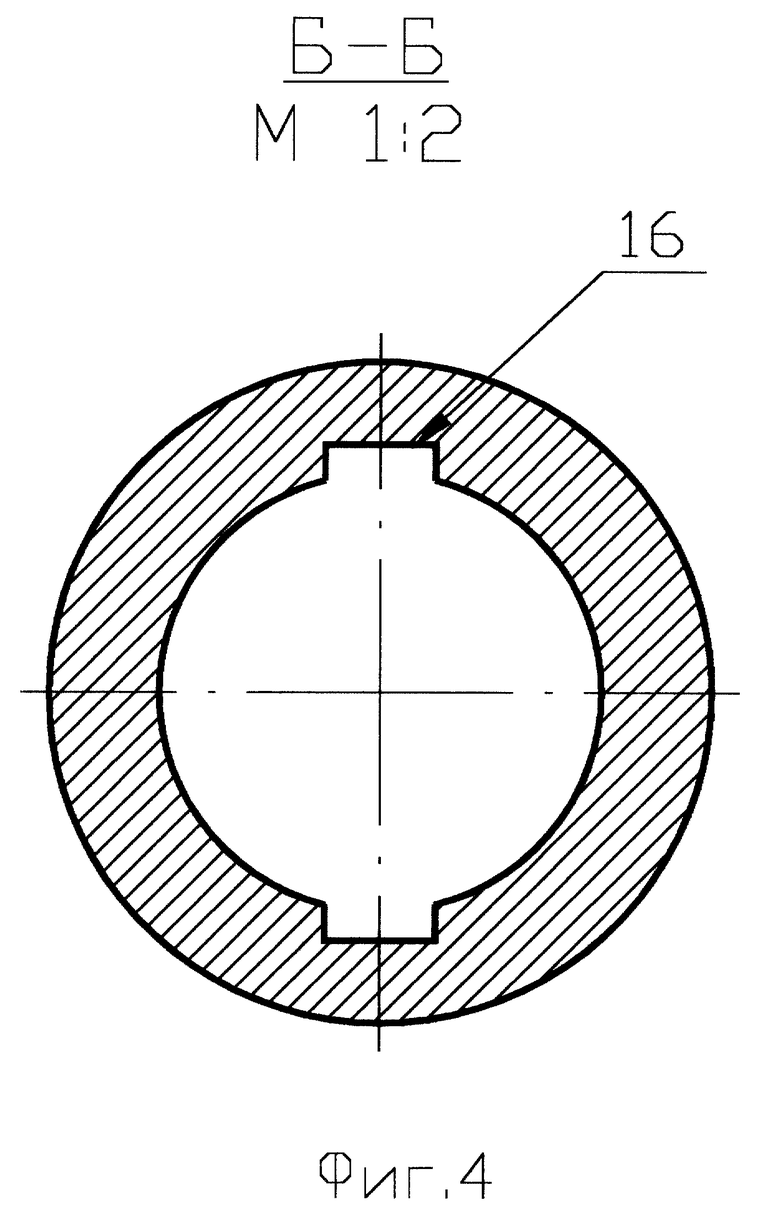
на фиг.4 - вид по Б-Б станины.
Штамп для осуществления радиального выдавливания состоит из плиты 1, дна 2, прикрепляемого к плите 1, на которой установлена станина 3, прикрепляемая ко дну 2 и к которой крепится изотермическая ванна 4, пуансона 5, сменной головки 6, штока 7, обоймы-матрицы 8, направляющей 9, закрепленной посредством шпонок 10 и гаек 11, упоров 12 и 13, скрепленных вместе, червячной передачи 14, 15. Обойма-матрица 8 и упор 12 образуют между собой винтовую пару. Сменная головка 6 установлена на обойме-матрице 8 посредством резьбового соединения. В станине 3 выполнены пазы 16.
Штамп работает следующим образом.
Цилиндрическая заготовка помещается до упора в дно 2 в обойму-матрицу 8, опущенную до соприкосновения с дном 2. Далее задается перемещение обоймы-матрицы для образования зазора для вытекания металла путем воздействия на червячную передачу, оказываемого посредством программно управляемого электродвигателя. Червячная передача воздействует на обойму-матрицу 8 через винтовую пару. Для избежания поворота обоймы-матрицы 8 вокруг своей оси обойма-матрица 8 связана с направляющей 9, двигающейся по пазам 16 в станине 3. После задания перемещения обоймы-матрицы 8 пресс программно осуществляет давление на пуансон 5 через шток 7. После достижения определенной степени выдавливания вновь осуществляется программное задание зазора путем перемещения обоймы-матрицы 8 и выдавливание осуществляется вновь и т.д.
Изобретение относится к обработке металлов давлением, в частности к высадке головок разной формы на стержневых заготовках. Штамп для радиального выдавливания содержит станину, выполненную с пазами, обойму-матрицу и пуансон. В пазах станины размещена направляющая, закрепленная на обойме-матрице, которая установлена с возможностью управляемого перемещения вдоль своей оси. Перемещение направляющей осуществляется посредством управляемого привода, соединенного с обоймой-матрицей посредством винтовой пары и червячного редуктора. В результате обеспечивается повышение технологических возможностей за счет получения головок разной формы на стержнях методом радиального выдавливания, а также облегчается сборка и разборка штампа. 4 ил.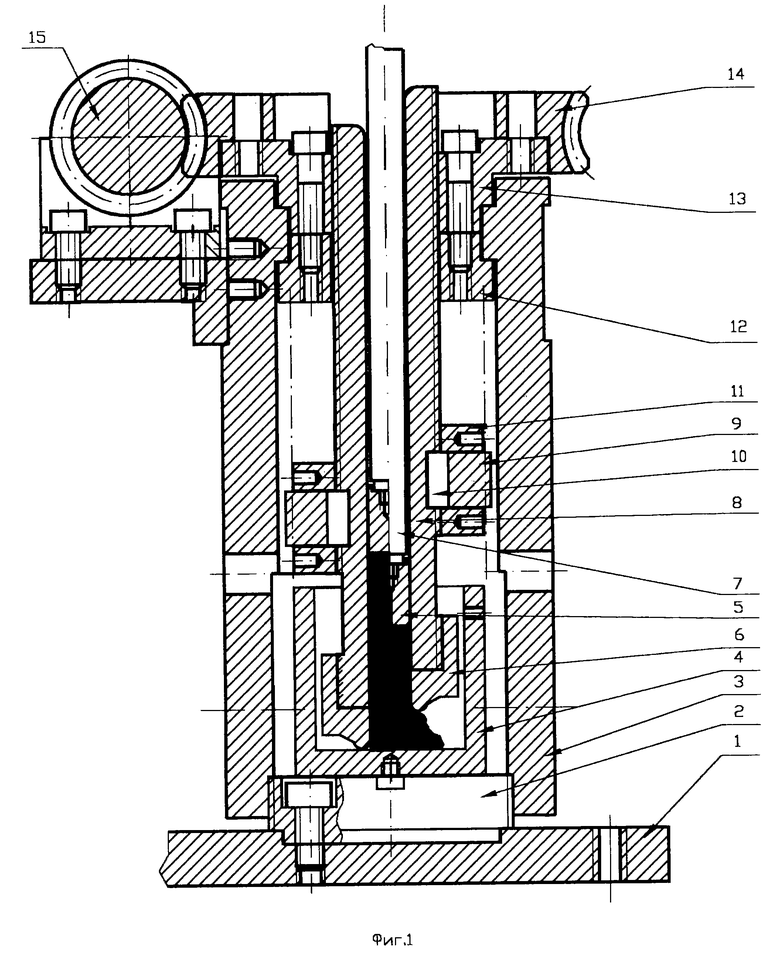
Штамп для радиального выдавливания, содержащий станину, обойму-матрицу и пуансон, отличающийся тем, что он снабжен направляющей, закрепленной на обойме-матрице, станина выполнена с пазами для размещения в них упомянутой направляющей обоймы-матрицы, которая установлена с возможностью управляемого перемещения вдоль своей оси посредством привода, соединенного с обоймой-матрицей посредством винтовой пары и червячного редуктора.
| Устройство для высадки головок на стержнях | 1958 |
|
SU125726A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| SU 761106, 07.09.1980 | |||
| Устройство для изготовления деталей выдавливанием | 1977 |
|
SU664737A1 |
| Штамп для холодного выдавливания деталей | 1989 |
|
SU1703239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Акустооптическое устройство для вычисления функции неопределенности сигналов | 1984 |
|
SU1228126A1 |
| US 4693107, 15.09.1987 | |||
| US 4274276, 23.06.1981. | |||

