Изобретение относится к измерительной технике и может найти применение при поверке многокомандных приборов активного , применяемых, например, на шлифов зльных станках.
Известен способ поверки приборов активного контроля, при котором по размеру, со.ответс твующему определённому показанию MSN ерителя, настраивают на срабатывание одну из команд прибора, после чего проводят заданное число арретирующих движений, периодически отводя и подводя измерит зльные наконечники поверяемого прибора и измерителя, при этом подвод измерительных наконечников осуществляют до срабатывания настроенной команды, фиксируя в моменты ее срабатывания показания измерителя, а погрешность срабатывания определяют как разность максимального и минимального показаний измерителя.
Недостатком данного способа является низкая производительность, так как при ар- ретировании требуется постоянная фиксация показаний измерителя для последующего вычисления погрешности срабатывания, а это занимает много времени и не позволяет осуществлять арретиро- вание с высокой скоростью:
Наиболее близким по техническому существу и достигаемому положительному эф- фекту является способ поверки многркомандных приборов активного контроля, заключающийся в том, что по образцовым размерам настраивает прибор на срабатывание, причем размер настройки каждой последующей команды меньше или больше размера настройки предшествующей команды нэ шаг, проводят заданное число арретироеаний, определяют команду, которая в процессе арретирования не сработала ни разу, и команду, число срабатывах| О
со
ю о
ний которой соответствует числу циклов арретирования, и определяют погрешность срабатывания.
Недостатком этого способа является необходимость проведения после каждого изменения размера заданного числа циклов арретирования, общее число которых достигает больших величин, поэтому проведение такой поверки занимает много времени, что понижает производительность и снижает точность измерений ввиду возможности накопления ошибок позиционирования в процессе выполнения арретирующих циклов.
Цель изобретения-повышение производительности и точности поверки.
Указанная цель достигается тем, что в способе поверки многокомандных приборов активного контроля, заключающемся в том, что по образцовым размерам настраивают прибор на срабатывание, причем размер настройки каждой последующей команды меньше или больше размера настройки предшествующей команды на шаг, проводят заданное число аррётйрований, определяют команду, которая в процессе арретирования не сработала ни разу, и команду, число срабатываний которой соответствует числу циклов; аррётирЬванйя, и определяют погрешность срабатывания, перед арретйровэнйем настраивают последовательно нечетное число команд прибора на срабатывание, заданное число аррётйрований проводят при установке перед измерительным наконечником прибора образцового размера, соответствующего средней команде при одновременном определении команды, которая в процессе арретирования не сработала ни разу, и команды, число срабатываний которой соответствует числу циклов аррётйрований, а погрешность срабатывания определяют как полуразностьнаиболее близко расположенных друг к другу размеров настройки на срабатывание этих команд.
При этом в случае известности плотности распрёдёЖйия контролируемого параметра (размера) f(z) и плотности распределения погрешности измерений ftj(e) определяют достоверность результатов активного контроля из следующего выражения
Р 70 ta e f(№ (e)de jejo 4
leK(b-a)
+ /a b 7J I f(z)dzMe)d e . (1)
. le U (b-a)
где a,b - значения нижней и верхней границы поля контроля допуска на измеряемый параметр z e - погрешность измерения.
Для случая, когда неизвестны плотно- сти распределения контролируемого размера, достоверность результатов активного контроля определяют из следующего соот- ношения
РЈ - Ф((2 - a)/Qa) + 1 - Ф ((b - z)/Qb)D, (2)
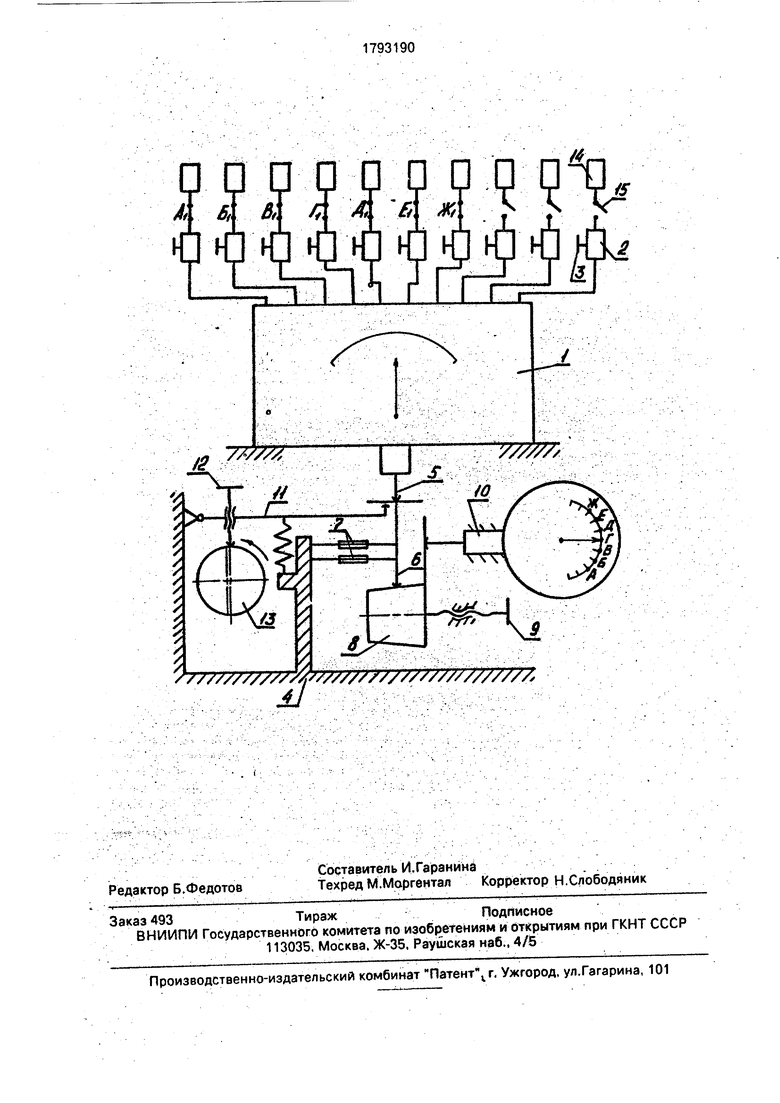
где Qa и Оь - значения дисперсии измерителя в точках а и b соответственно; Ф (..) интеграл вероятности. На чертеже схематично показан пример устройства, с помощью которого осуществляется предлагаемый способ.
Поверя емый прибор 1 активного контроля, имеющий пороговые элементы 2, на
страиваемые на выдачу команды с помощью
регулирующих уставок 3, крепится на основании 4. С измерительным наконечником 5 прибора 1 через посредство толкателя 6, подвешенного на основании 4 с помощью
плоских пружин 7, взаимодействует конус 8, Перемещаемый в осевом направлении винтом 9, Шкала измерителя 10 образцового размера, взаимодействующего с торцом конуса 8, проградуирована с учетом передаточного отношения, вносимого конусом 8,и служит для определения положения измерительного наконечника 5.
Подпружиненный рычаг 11 контактирует через регулировочный винт 12 с эксцентриком 13, связанным с приводом вращения (не показан), и имеет возможность взаимодействия с помощью толкателя 6 с измерительным наконечником 5. Для подсчета числа срабатываний команд служат счетчикй 14, подключаемые к соответствующим пороговым элементам 2 с помощью выключателей 15.
Предлагаемый способ осуществляют следующим образом.
Перемещая конус 8 с помощью винта 9 в направлении к толкателю б, поднимают толкатель б и вместе с ним измерительный наконечник 5, следя за показаниями стрелки измерителя 10 образцового размера и
выставляя ее, например, на точку А шкалы измерителя t.Q. При этом образцовом размере, соответствующем положению стрелки измерителя ТО в точке А, настраивают с помощью регулятора 3 один из пороговых элементов 2 на выдачу команды А1. После этого вращением винта 9 увеличивают воздействующий на измерительный наконечник 5 размерна шаг, соответствующий цене деления измерителя 10 образцового размера,
например, равный 0.5 мкм. т.е. стрелку из- мериеля 10 переводят в точку Б. Затем настэаивают второй пороговый элемент 2 на выдачу команды Б1 по образцовому размеру э. Таким же образом, последовательно смещая стрелку измерителя 10 на шаг, равный его цене деления, переводят стрелку измерителя 10 в точки В, Г, Д, Е и Ж и при каж;ом образцовом размере, соответствующе и одной из этих точек, настраивают со- ответственно третий, четвертый, пятый, шестой и седьмой пороговые элементы на выдачу одной из команд Б1, П, Д1, и Е1 или Ж1 оответственно. Число настраиваемых порочэвых элементов должно быть нечет- ным, но может быть и отличным от указанного в данном примере числа, это число в данн зм случае определяется величиной цены деления измерителя 10. Далее к настро- енним на выдачу команд пороговым элем жтам 2 подключают соответствующие счетчики 14, а перед измерительным наконечником 5 устанавливают образцовый размер настройки средней команды, т.е. вращением винта 9 добиваются установки стре/ ки измерителя 10 в точку Г.
I осле этого включают привод эксцентрика 13, сообщая ему заданное число пово- рото, соответствующее заданному числу арретирования измерительного наконечни- ка 5 привода 1 активного контроля. В процессе вращения эксцентрика 13 поднимается и опускается подпружиненный к нему рычаг 11, воздействующий на толкатель б и, следовательно, на измерительный наконечник 5. В процессе позиционирования наког нечник 5 циклическм отводится от образцового размера Г и вновь подводится к нему. Подключенные к настроенным пороговым элементам 2 счетчики 14 подсчитывают число срабатывания команд А1. Б1. В1, П, Д1, Е1 иЖ1. Если, например, стопроцентное срабатывание, соответствующее числу проведенных циклов арретирования, наблюдалось у команд А1 и Б1, команды Е1 и Ж1 не сработали ни разу, то погрешность срабатывания будет определяться как полуразность наиболее близко расположенных друг к другу размеров настройки на срабатывание команд: не сработавшей ни разу и достигшей стопроцентного срабатывания, т.е. размеров Е и Б, что при цене деления измерителя 10, равной 0,5 мкм, составит+1 мкм.
Таким образом, предлагаемое техническое решение по сравнению с базовым объектом, в качестве которого принят прототип, требует проведения всего одного заданного числа циклов арретирования, что повышает производительность процесса НЗверки, одновременно повышая достоверность получаемых результатов активного контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для проверки приборов активного контроля | 1981 |
|
SU972217A1 |
| Способ настройки устройства активного контроля | 1980 |
|
SU984841A1 |
| Измерительная головка для контроля деталей | 1974 |
|
SU568537A1 |
| Стенд для поверки приборов активного контроля | 1973 |
|
SU448943A1 |
| Стенд для проверки приборов активного контроля | 1977 |
|
SU677902A1 |
| Измерительная головка для активного контроля | 1980 |
|
SU892208A1 |
| СПОСОБ ПРОВЕРКИ ДИНАМИЧЕСКОЙ ТОЧНОСТИ СИСТЕМ АКТИВНОГО КОНТРОЛЯ | 1973 |
|
SU387820A1 |
| Устройство для автоматической поверки стрелочных приборов | 1991 |
|
SU1800262A1 |
| Компаратор для поверки плоскопараллельных концевых мер длины | 2021 |
|
RU2767709C1 |
| Прибор активного контроля для шлифования деталей с прерывистыми поверхностями | 1987 |
|
SU1440680A1 |
Изобретение относится к измерительной технике и может найти применение при поверке многокомандных приборов активного контроля, применяемых, например, на шлифовальных станках. Цель изобретения - повышение производительности и точности активного контроля. Настройку нечетного числа команд прибора на срабатывание осуществляют по соответствующим им образ- цовум размерам, причем размер настройки каждой последующей команды больше размера настройки предшествующей команды на шаг, определяемый ценой деления изме .рителя образцового размера. Арретирова- ние приводят при установке перед измерительным наконечником прибора размера наитройки средней команды, определяют команду, которая в процессе .арретирования не сработала ни разу, и команду, число срабгтываний которой соответствовало числу циклов арретирования, и выявляют погрешность срабатывания как полуразность размеров настройки на срабатывание этих команд. 1 ил. «/1 С
эрмула изобретения
особ поверки многокомандных при- жтивного контроля, заключающийся то по образцовым размерам настра- трибор на срабатывание, причем раз- астройки каждой последующей ы меньше или больше размера на- л предшествующей команды на за- л шаг, проводят заданное число эовэний, определяют команду, кото- зоцессе арретирования не сработала , и команду, число срабатываний ко- оответствует числу циклов арретиро- и определяют погрешность лвания, отличающийся тем, что,
с целью повышения производительности и точности поверки, перед арретированием настраивают последовательно нечетное число команд прибора на срабатывание, заданное число арретйрований проводят при установке перед измерительным наконечником прибора образцового размера, соответствующего средней команде при одновременном определении команды, которая в процессе арретирования не сработала ни разу, и командй, чцсло срабатываний которой соответствует числу циклов арретйрований, а погрешность срабатывания определяют как полуразность наиболее близко расположенных друг к другу размеров настройки на срабатывание этих команд.
///// /////Л //////////////////////Л
SS ffl
±1
| Акр-ивный контроль | |||
| Справочное пособие/Люд ред | |||
| Е.И.Педь | |||
| М.: Машиностроение, 1971, с | |||
| Способ искусственного получения акустического резонанса | 1922 |
|
SU334A1 |
| Тоже, с | |||
| 336-339.r, | |||
