Известен автомат переменного тока, работающий со сварочными генераторами, имеющими круто- и пологопадающие внешние характеристики. В этом автомате также осуществлен принцип плавной регулировки скорости подачи присадочной проволоки, в зависимости от напряжения на дуге.
Известен также полуавтомат для электродуговой сварки в углекислом газе, в комплект которого входят источник постоянного тока с жесткой вольт-амперной характеристикой, держатель со сварочным шлангом, переносный механизм подачи присадочной проволоки, баллон с углекислым газом, газовый редуктор, влагоотделитель и электроподогреватель газа.
В описываемом полуавтомате для сварки плавящимся электродом в среде углекислого газа в схему питания дуги подключены якорные цепи двигателя подачи проволоки и дополнительного генератора.
Этим обеспечивается высокая чувствительность системы автоматического регулирования в условиях использования источников тока с крутопадающей, с нежесткой и пологопадающей характеристиками.
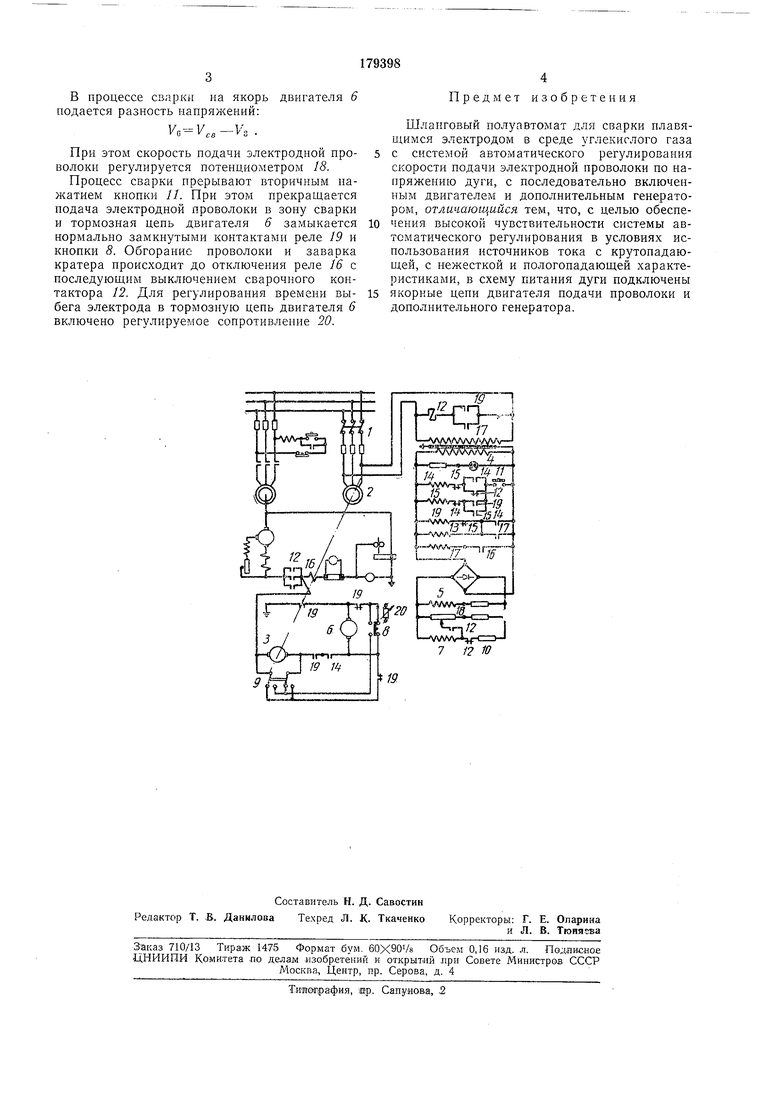
Схема описываемого полуавтомата приведена на прилагаемом чертеже.
хронного двигателя 2 и дополнительного генератора 3; одновременно загорается сигнальная лампа 4 и подается напряжение на обмотку 5 возбуждения двигателя 6 подачи электродной проволоки и обмотку 7 возбуждения дополнительного генератора 3.
На заправочных скоростях привод работает по системе генератор - двигатель. Нажатием
кнопки 8, расположенной на подающем механизме полуавтомата, включается двигатель 6. Реверсирование двигателя производится переключением тумблера 9, расположенного также на подающем механизме. Заправочная скорость двигателя 6 постоянна и определяется величиной сопротивления 10.
Нажатием кнопки // горелки включаются контактор 12 и электромагнитный клапан 13. При этом на горелку подается напрян ение и углекислый газ, а привод подготовляется к работе по системе встречного включения с помощью реле 14 и 15.
При касании конца электрода о свариваемое изделие включается реле 16 тока, которое своими контактами включает двигатель 6 подачи электродной проволоки и реле 17. После возбуждения сварочной дуги кнопка // горелВ процессе сварки на якорь двигателя 6 подается разность напряжений:
П,,-УЗ .
При этом скорость подачи электродной проволоки регулируется потенциометром /S.
Процесс сварки прерывают вторичным нажатием кнопки //. При этом прекращается подача электродной проволоки в зону сварки и тормозная цепь двигателя 6 замыкается нормально замкнутыми контактами реле 19 и кнопки 8. Обгораиис проволоки и заварка кратера происходит до отключения реле 16 с последующим выключением сварочного контактора 12. Для регулирования времени выбега электрода в тормозную цепь двигателя 6 включено регулируемое сопротивление 20.
Предмет изобретения
Шланговый полуавтомат для сварки плавящимся электродом в среде углекислого газа с системой автоматического регулирования скорости подачи электродной проволоки по напряжению дуги, с последовательно включенным двигателем и дополнительным генератором, отличающийся тем, что, с целью обеспечения высокой чувствительности системы автоматического регулирования в условиях использования источников тока с крутонадаюн ей, с нежесткой и пологопадающей характеристиками, в схему питания дуги подключены
якорные цепи двигателя подачи проволоки и дополнительного генератора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU274274A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1968 |
|
SU231047A1 |
| СПОСОБ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ | 1967 |
|
SU192314A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
-лллллДягт-J
7 / fO
