;О
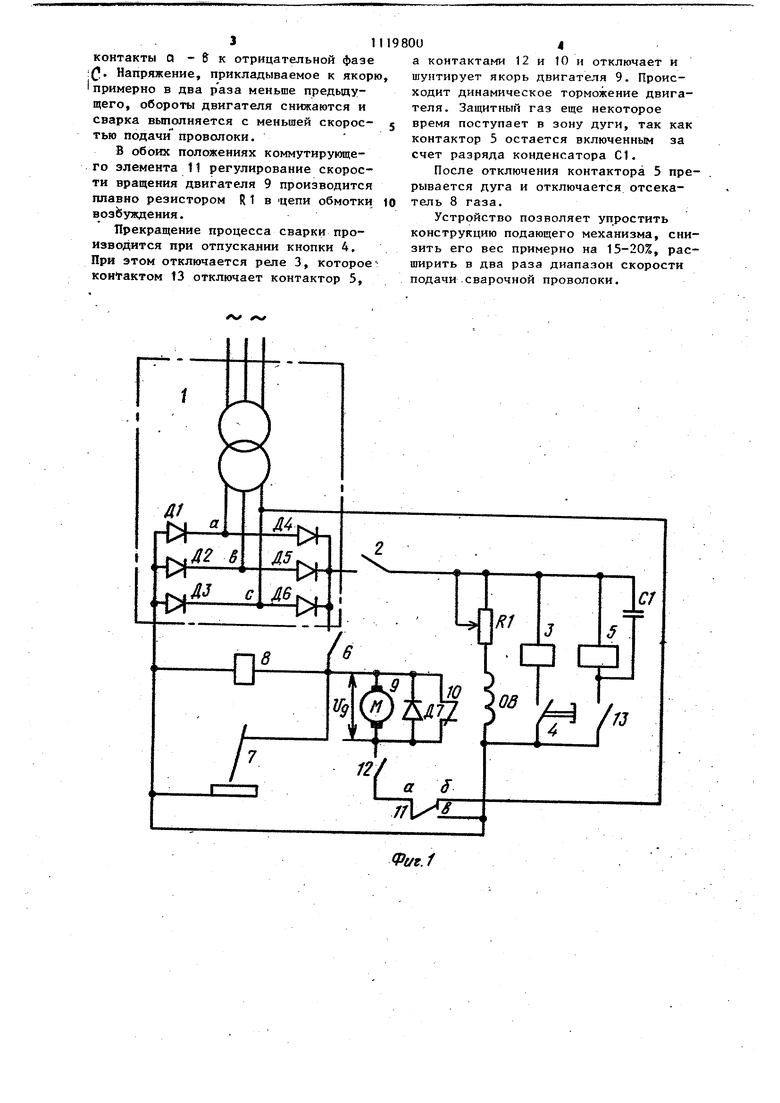
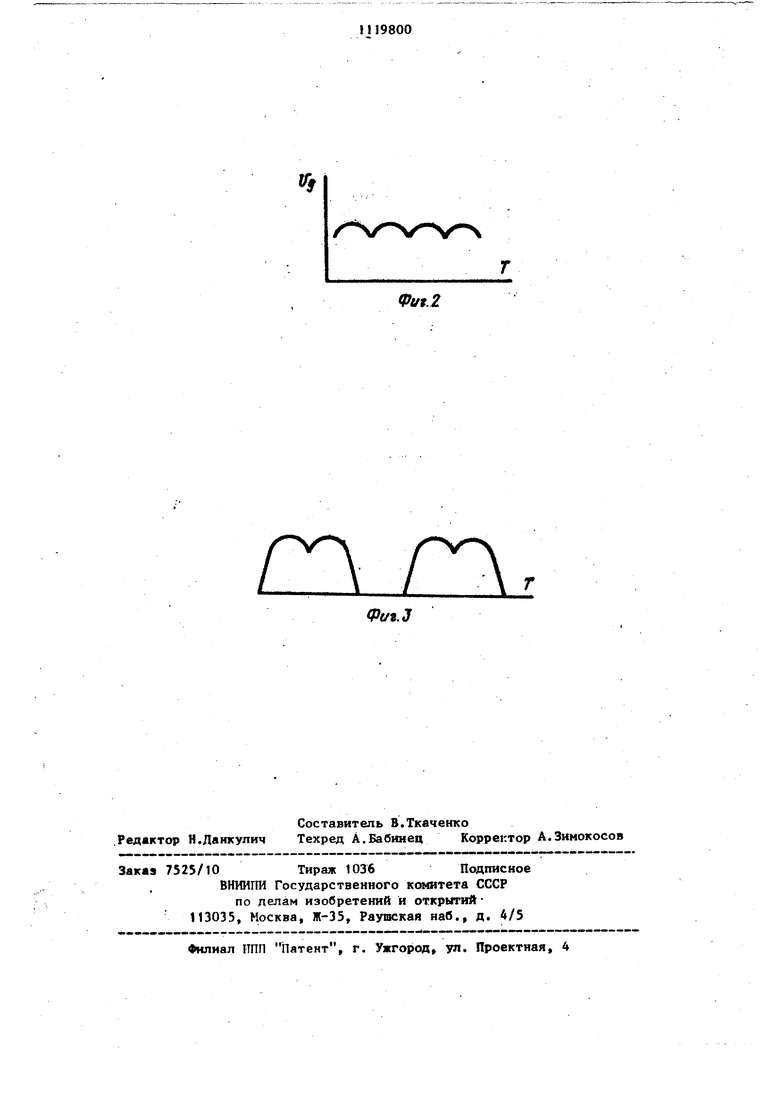
00 Изобретение относится к области сварки и может быть использовано в устройствах для сварки плавящимся электродом. Известны широко распространенные устройства для сварки плавящимся электродом с двигателями постоянног тока в качестве приводных, у которых регулирование скорости подачи электродной проволоки производится плавн путем изменения числа оборотов приводного двигателя с помощью автотра форматоров с плавным регулированием напряжения, магнитных усилителей, транзисторных и тиристорных схем управления lj . Однако такие системы обладают зн чительной дороговизной и сложностью требуют отдельного источника питания, независимого от сварочной цепи Наиболее близким по технической сущности к изобретению является уст ройство, приводной двигатель которо го подключен параллельно дуге к вы ходу сварочного выпрямителя, имеющее две ступени регулирования скорости подачи проволоки, для чего служит подающий механизм, включающи два выходных вала, на которых установлены подающие ролики. Электродная проволока подается одной парой роликов, причем ведущим может быть только один ролик, а второй получ-ает вращение от первого. В пределах одной ступени скорость регулируется плавно резистором в- цепи обмотки во буждения 2J . Недостатками известного устройст ва являются затраты времени на переключение ступеней скорости подачи проволоки, и ограниченный диапазон скоростей,. Цель изобретения - расширение диапазона скоростей подачи сварки, упрощение конструкции подающего механизма и снижение его веса. Эта цель достигается тем, что в устройство для подачи сварочной проволоки, содержащее сварочный трансформатор, соединенный с выпрямителем вьтолненным по мостовой схеме, и дви гатель постоянного тока механизма подачи сварочной проволоки, подключенный через контакторы управления одним полюсом к выходу выпрямителя, введен коммутирующий элемент, переключающий контакт которого подключен к второму полюсу двигателя, а один из замыкающих контактов коммутирующего элемента - к одной фазе на входе выпрямителя. На фиг. 1 приведена электрическая схема устройства; на фиг. 2 и 3 формы кривой напряжения, подаваемого на якорь двигателя при большом и малом токах сварки. Устройство содержит сварочный выпрямитель 1, имеющий понижающий трансформатор и вентильный мост D1 .06. К выходу вьшрямителя 1 через выключатель 2 подключены обмотка возбуждения (ОВ) с регулировочным резистором R 1, реле 3 с пусковой кнопкой 4, силовой контактор 5, зашунтированный конденсатором С1, а через силовой контакт 6 контактора 5 подключен сварочный электрод 7, отсекатель 8 Газа и один полюс якоря приводного двигателя 9. Якорь зашунтирован размыкаюшр м контактом 10 реле 3 и демпфируюворм диодом D7. Второй полюс якоря двигателя 9 подключен к подвижному контакту коммутирующего элемента 11 через замыкающий контакт 12 реле 3. В зависимости от положения подвижного контакта якорь двигателя 9 будет подключен к выходу или ко входу вентильного моста. Устройство работает следующим обРазом. После включения выпрямителя 1 и при замкнутом выключателе 2 напряжение поступает на обмотку возбуждения . При нажатии на кнопку 4 срабатывает реле 3, которое контактом 13 включает силовой контактор 5, а контактами 10 и 12 подготавливает к включению якорь двигателя 9. Замыкающий контакт 6 контактора 5 включает сварочную цепь, otceKaTenb 8 газа и якорь двигателя 9. Электрод 7 подается к свариваемому изделию, возбуждается дуга и идет процесс сварки. Если контакты 0-5 коммутирующего элемента 11 замкнуты, то к якорю двигателя 9 прикладывается полное напряжение выпрямителя 1 (фиг. 2), и сварка вьшолняется с большей скоростью подачи сварочной проволоки; Когда замкнуты контакты а - б , ток протекает от положительных в данный момент фаз А и В через диоды D4 и 05, замыкаювшй контакт 6 сило-вого контактора 5, якорь двигателя 9, замыкающий контакт 12, замкнутые контакты а - & к отрицательной фазе :. Напряжение, прикладываемое к якорю I примерно в два раза меньше предьдущего, обороты двигателя снижаются и сварка вьтолняется с меньшей скороетью подачи проволоки. В обоих положениях коммутирующего элемента 11 регулирование скорости вращения двигателя 9 производится плавно резистором R1 в цепи обмотки возбуждения. Прекращение процесса сварки производится при отпускаяии кнопки 4. При этом отключается реле 3, которое контактом 13 отключает контактор 5,
/V/ 1
сг Р О
Фиг. f U а контактами 12 и 10 и отключает и шунтирует якорь двигателя 9. Происходит динамическое торможение двигателя. Защитный газ еще некоторое время поступает в зону дуги, так как контактор 5 остается включенным за счет разряда конденсатора С1. После отключения контактора 5 прерывается дуга и отключается отсекатель 8 газа. Устройство позволяет упростить конструкцию подающего механизма, снизить его вес примерно на 15-20%, расширить в два раза диапазон скорости подачи .сварочной проволоки.
Фи9.2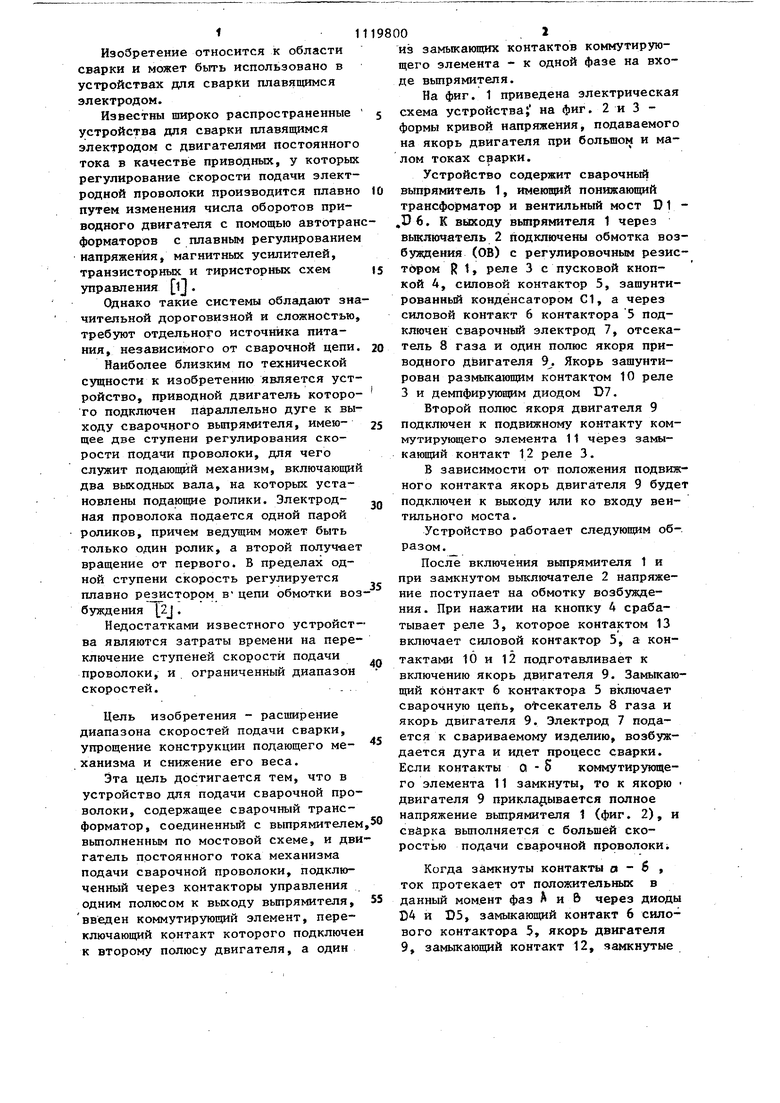
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| ШЛАНГОВЫЙ ПОЛУАВТОМАТ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 1966 |
|
SU179398A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для сварки | 1983 |
|
SU1201079A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197804A1 |
| Источник питания для дуговой сварки | 1981 |
|
SU975274A2 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
УСТРОЙСТВО ДЛЯ ГОДАМИ СВАРОЧНОЙ ПРОВОЛОКИ, содержащее сварочный трансформатор, соединенный с выпрямителем, вьтолненным по мостовой схеме, и двигатель постоянного тока механизма подачи сварочной проволоки, подключенный через контакторы управления одним полюсом к выходу выпрямителя, отличающеес я тем, что, с целью расишрения диапазона скорости подачи сварочной проволоки, упрс(щения конструкции подающего механизма и снижения его веса, в устройство введен коммутирующий элемент, переключаюпшй контакт которого подключен к второму полюсу двигателя, а один из замыкающих контактов коммутирующего элемента - к одной фазе на входе выпрямителя.
r г.
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Беяьфор М.Г., Патон В.Е | |||
| Обарудование для дуговой и шлаковой сварки и наплавки | |||
| М., Высшая школа, 1974, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ройтенберг С | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Об.орудование для сварки на монтаж тепловых элект- ; ростанций | |||
| М., Энергия, 1975, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
