Фиг. 1
Изобретение относится к обработке металлов давлением, а именно к устройствам для непрерывного прессования металлов.
Известны устройства для непрерывного прессования, включающие приводное колесо с калибром и сопрягающуюся с ним кольцевую сегментную вставку с матрицей, Заготовку подают в кольцевой канал, образованный.на участке сопряжения калибра с сегментной вставкой. Под действием сил контактного трения со стенками движущегося калибра заготовка продвигается по кольцевому каналу до упора в выступ сегментной вставки, прикрывающий сечение кольцевого канала в конце участка сопряжения калибра с сегментной вставкой. Непосредственно около выступа в сегментной вставке установлена матрица, в отверстие которой заготовка выпрессовывается из кольцевого канала, Известные устройства для непрерывного прессования не исключают образование грата (металла выдавливаемого из кольцевого канала на участке сопряжения с сегментной вставкой между стенками калибра и вставки). Это снижает коэффициент использования материала.
В наиболее близком по технической сущности к предлагаемому устройстве для непрерывного прессования, снабженном вкладышем с переменным уменьшающимся в направлении прессования сечением, установленном между матрицей и приводным колесом с калибром, образование грата исключается только между дном калибра и выступом сегментной вставки, перекрывающим сечение кольцевого канала.
Це ль изобретения - повышение коэффициента использования металла при непрерывном прессовании.
Это достигается тем, что в устройстве для непрерывного прессования, содержащем приводное колесо и сопряженную с ним сегментную вставку с матрицей, образующие на участке сопряжения своими взаимообращенными рабочими поверхностями общий калибр для размещения в нем заготовки и размещенный между колесом и сегментной вставкой вкладыш с переменным, уменьшающимся в направлении подачи заготовки сечением, сегментная вставка выполнена разъемной по плоскости, проходящей через продольную ось калибра, а рабочая поверхность сегментной вставки выполнена в виде двух поверхностей, пересекающихся в плоскости разъема под углом 120-160°, вершина которого обращена в противоположную от дна калибра сторону.
Повышение коэффициента использования материала достигается путем устранения выдавливания материала из кольцевого канала между поверхностями сопряжения калибра с сегментной вставкой. Опыты, проведенные для измерения давления материала заготовки на поверхность сегментной вставки, обращенной к дну калибра, показали, что его величина максимальна по продольной оси калибра и уменьшается к его периферии. Поэтому плоскость разъема сегментной вставки совпадает с продольной осью калибра. При заполнении материалом заготовки калибра и достижении в нем давления, необходимого для прессования, материал воздействует на две половины
сегментной вставки по линии разъема с большим давлением, чем по линии ее сопряжения со стенками калибра. Этим достигается разделение половин сегментной вставки по поверхности разъема и их прижим к стенкам калибра, исключая выдавливание материала между вставкой и стенками калибра.
На фиг.1, 2 изображено устройство для непрерывного прессования.
Оно включает приводное колесо с калибром 1, разъемную сегментную вставку, состоящую из двух частей 2 и 3, матрицу 4, вкладыш 5. В кольцевом канале, образованном разъемной сегментной вставкой и калибром, находится заготовка 6, из матрицы выходит изделие 7.
Устройство работает следующим образом.
Колесо с калибром 1 приводится в движение. Затем в калибр задается заготовка б, которая под действием сил контактного трения продвигается по кольцевому каналу, образованному калибром и двумя частями 2 и 3 сегментной вставки до упора в выступ,
перекрывающий сечение калибра. При этом происходит распрессрвка материала по сечению канала, площадь контакта заготовки 6 с калибром увеличивается и сила контактного трения достигает величины, необходимой для выдавливания изделий 7 через канал матрицы 4. Часть материала заготовки запрессовывается в разъем между частями. 2 и 3 сегментной вставки, тем самым прижимаются к стенкам калибра сопрягающиеся с ними поверхности сегментной вставки, препятствуя раскрытию зазора между ними и выдавливанию в него материала заготовки в виде грата.
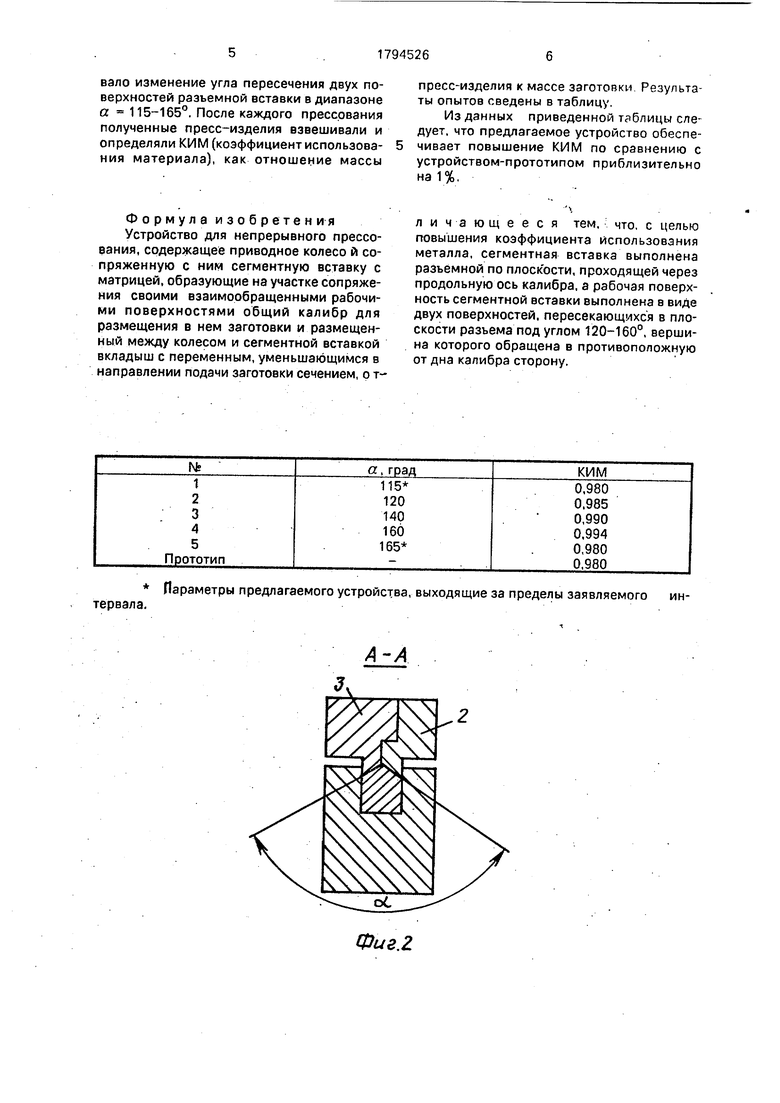
Пример. Проводили прессование сплава АД1 на предлагаемом устройстве и устройстве-прототипе. Во всех опытах масса исходной заготовки составляла 10 кг. В предлагаемом устройстве использовали разные сегментные вставки. Это обеспечивало изменение угла пересечения двух поверхностей разъемной вставки в диапазоне а 115-165°. После каждого прессования полученные пресс-изделия взвешивали и определяли КИМ (коэффициентиспользования материала), как отношение массы
пресс-изделия к массе заготовки. Результаты опытов сведены в таблицу.
Из данных приведенной таблицы следует, что предлагаемое устройство обеспечивает повышение КИМ по сравнению с устройством-прототипом приблизительно на1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного прессования | 1982 |
|
SU1037992A2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Устройство для непрерывного прессования | 1982 |
|
SU1031760A1 |
| Установка для горизонтального непрерывного литья и прессования металла методом конформ | 2018 |
|
RU2709309C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164832C2 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Устройство для непрерывного прессования | 1980 |
|
SU935153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053033C1 |
| Устройство для непрерывного выдавливания | 1991 |
|
SU1839645A3 |
Использование: в металлургии. Сущность изобретения: устройство содержит приводное колесо 1, сегментную вставку с матрицей 4 и вкладыш 5. Приводное колесо 1 и сегментная вставка образуют своими взаимообращенными рабочими поверхностями калибр для размещения в нем заготовки. Сегментная вставка выполнена разъемной по плоскости, проходящей через продольную ось калибра. Колесо приводится в движение. Заготовка 6 задается в калибр и продвигается до упора в выступ, перекрывающий сечение калибра. При этом происходит распрессовка материала по сечению калибра до момента достижения силы контактного трения, необходимой для выдавливания изделия через канал матрицы. Часть металла запрессовывается в разъем между частями сегментной вставки, тем самым прижимая их к стенкам калибра и препятствуя раскрытию зазора между ними и выдавливанию в. него металла в виде грата. 2 ил., 1 табл. с Ё
Формула изобретен и я Устройство для непрерывного прессования, содержащее приводное колесо и сопряженную с ним сегментную вставку с матрицей, образующие на участке сопряжения своими взаимообращенными рабочими поверхностями общий калибр для размещения в нем заготовки и размещенный между колесом и сегментной вставкой вкладыш с переменным, уменьшающимся в направлении подачи заготовки сечением, о т Параметры предлагаемого устройства, выходящие за пределы заявляемого интервала.
личающееся тем, что, с целью повышения коэффициента использования металла, сегментная вставка выполнена разъёмной по плоскости, проходящей через продольную ось калибра, а рабочая поверхность сегментной вставки выполнена в виде двух поверхностей, пересекающихся в плоскости разъема под углом 120-160°, вершина которого обращена в противоположную от дна калибра сторону.
А -А
| Устройство для непрерывного прессования | 1982 |
|
SU1037992A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
