Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для вытяжки деталей из листового проката. Преимущественная область его использования - вытяжка кузовных деталей автомобилей, тракторов, бытовой техники и т.п. на прессах двойного действия.
Известен штамп для вытяжки деталей, содержащий пуансон с нажимным фланцем, матрицу и прижим с нажимным узлом.
Недостатком известного штампа является невозможность изменять интенсивность торможения фланца заготовки в процессе вытяжки. Это приводит к тому, что при формообразовании деталей плоской формы или имеющих поверхность малой кривизны, данная часть вытяжного перехода остается практически недеформированной, в то время, как на стенках вытяжного перехода значения деформаций близки к предельным. В результате этого в детали возникают остаточные напряжения и ее качество снижается вследствие пружинения.
Целью изобретения является экономия листового проката и повышение качества готовых деталей.
Для достижения поставленной цели нажимной узел выполнен в виде силовых цилиндров, закрепленных в прижиме, поршни которых установлены с возможностью взаимодействия с нажимным фланцем пуансона.
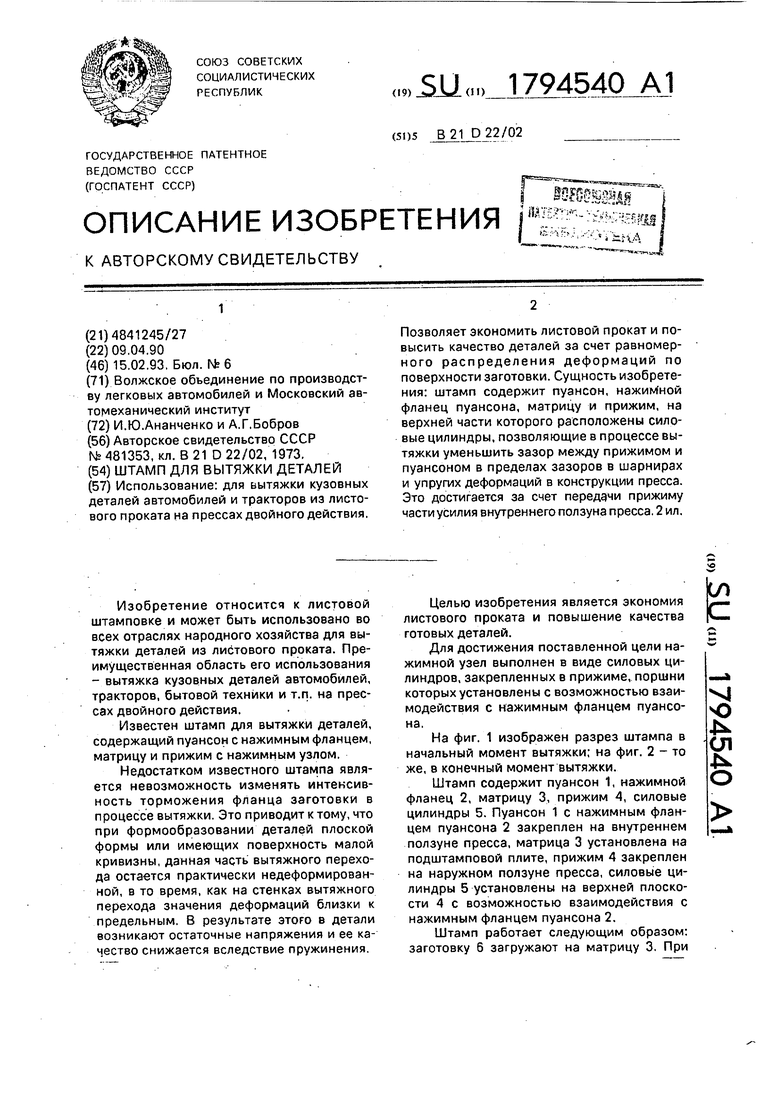
На фиг. 1 изображен разрез штампа в начальный момент вытяжки; на фиг. 2 - то же, в конечный момент вытяжки.
Штамп содержит пуансон 1, нажимной фланец 2, матрицу 3, прижим 4, силовые цилиндры 5. Пуансон 1 с нажимным фланцем пуансона 2 закреплен на внутреннем ползуне пресса, матрица 3 установлена на подштамповой плите, прижим 4 закреплен на наружном ползуне пресса, силовые цилиндры 5 установлены на верхней плоскости 4 с возможностью взаимодействия с нажимным фланцем пуансона 2.
Штамп работает следующим образом: заготовку 6 загружают на матрицу 3, При
3
4 СП 4 О
ходе наружного ползуна пресса прижим 4 зажимает фланец заготовки 6. При ходе внутреннего ползуна, начинается вытяжка заготовки. В момент касания пуансона 1 заготовки 6, нажимной фланец пуансона 2 начинает взаимодействовать со штоками силовых цилиндров 5. Часть усилия внутреннего ползуна пресса передается прижиму 4, находящемуся в момент выстоя в нижней мертвой точке, увеличивая тем самым усилие прижима заготовки и уменьшая зазор 7 между прижимом 4 и матрицей 3, который подсчитывается по следующему соотношению:
,3 So -L/I,
где So - исходная толщина заготовки; L - максимальный размер заготовки;
I - максимальный размер проема матрицы.
Перемещение наружного ползуна осуществляется в пределах зазоров в шарни- pax и упругих деформаций в конструкции пресса.
Технико-экономическая эффективность изобретения заключается в экономии листового проката. Применение силовых цилиндров встроенных в прижим и взаимодействующих в процессе вытяжки с нажимным фланцем пуансона позволит управлять течением металла как по периметру
фланца заготовки, так и в зависимости от хода внутреннего ползуна пресса. Это позволит повысить качество штамповки за счет равномерного распределения деформаций по поверхности детали.
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |
| Способ торможения фланца листовой заготовки в процессе вытяжки | 1990 |
|
SU1731357A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
Использование: для вытяжки кузовных деталей автомобилей и тракторов из листового проката на прессах двойного действия. Позволяет экономить листовой прокат и повысить качество деталей за счет равномерного распределения деформаций по поверхности заготовки. Сущность изобретения: штамп содержит пуансон, нажиМной фланец пуансона, матрицу и прижим, на верхней части которого расположены силовые цилиндры, позволяющие в процессе вытяжки уменьшить зазор между прижимом и пуансоном в пределах зазоров в шарнирах и упругих деформаций в конструкции пресса. Это достигается за счет передачи прижиму части усилия внутреннего ползуна пресса. 2 ил.
Ф о р м у л а и з о б р е т е н и я Штамп для вытяжки деталей, содержащий пуансон с нажимным фланцем, матрицу и прижим с нажимным узлом, отличающийся тем, что, с целью экономии
листового проката и повышения качества готовых деталей, нажимной узел выполнен в виде силовых цилиндров, закрепленных в прижиме, поршни которых установлены с возможностью взаимодействия с нажимным фланцем пуансона.
фиг.1
| Штамп для вытяжки на прессах двойного действия | 1973 |
|
SU481353A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
