Изобретение относится к обработке металлов давлением,а именно к изотермической штамповке в закрытых штампах деталей типа втулок с внутренней перемычкой.
Известен способ горячей изотермиче - ской штамповки, при котором на торцы и боковую поверхность заготовки наносят защитно-смазочное покрытие, нагревают и деформируют заготовку в штампе, нагретом до температуры деформации. При этом отношение величины вязкости защитно-смазочного покрытия в Па-с к величине удельного усилия деформирования в кгс/мм2 поддерживают при штамповке в пределах 200-450.
Недостатком способа является то, что при изготовлении деталей типа втулок с внутренней перемычкой, смещенной в сторону одного из торцов, по периметру перемычки образуются утяжины, снижающие качество изделий. Вследствие этого приходится увеличивать припуск на последующую обработку и соответственно увеличивается расход металла на заготовку.
Цель изобретения - повышение качества и сокращение расхода металла при изготовлении деталей типа втулок с внутренней перемычкой, смещенной в сторону одного из торцов детали.
Сущность изобретения заключается в том, что в способе горячей изотермической штамповки, включающем нанесение на торцы и боковую поверхность заготовки защитно-смазочного покрытия, нагрев и деформирование ее в штампе, нагретом до температуры деформации, при отношении величины вязкости защитно-смазочного покрытия в Па . с к величине удельного усилия деформирования в кгс/мм в пределах 200,..450, на торец заготовки, со стороны которого формируют перемычку, наносят защитно-смззсчное покрытие, вязкость которого при температуре деформации ниже вязкости бокового покрытия при той же температуре, при этом отношение величины
(Л
С
4 Ю 4 СЛ v4 VI
упомянутого торцевого покрытия к величине удельного усилия деформирования не превышает 200.
При этом, вследствие того, что коэффициент трения на торцах деформируемой за- готовки в несколько раз превышает коэффициент трения на ее боковых поверхностях, затормаживается течение металла на торцевых поверхностях деформируемой заготовки и предотвращается образование утяжин.
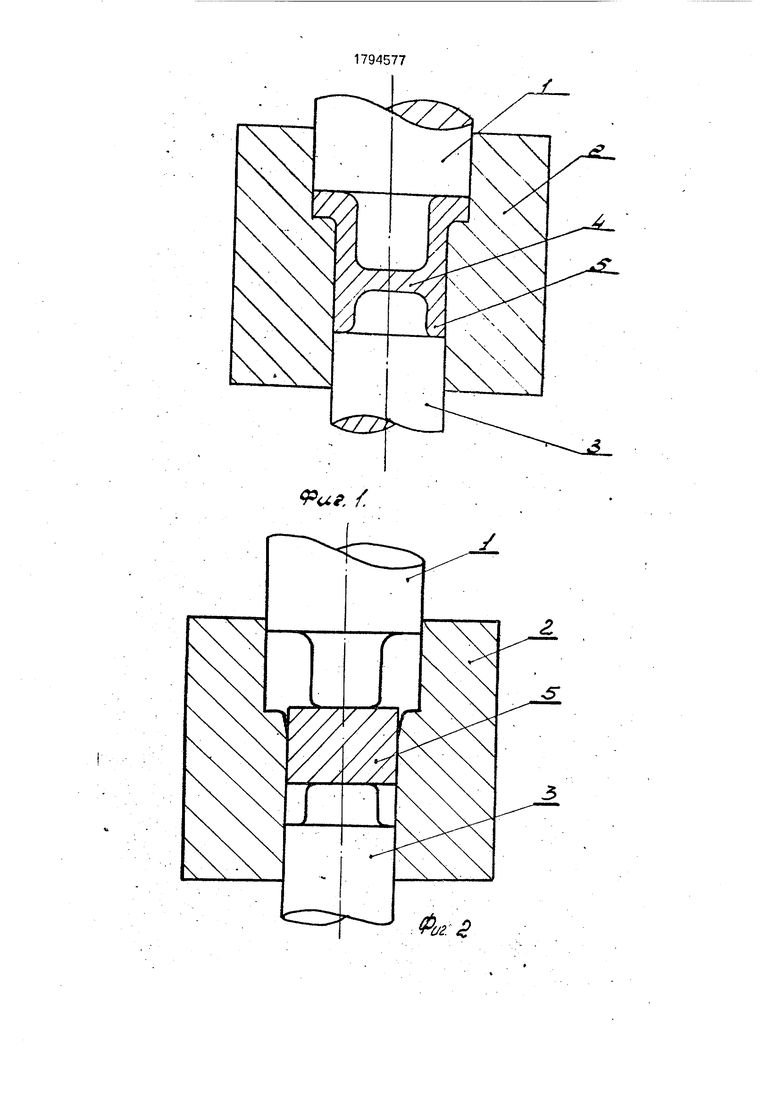
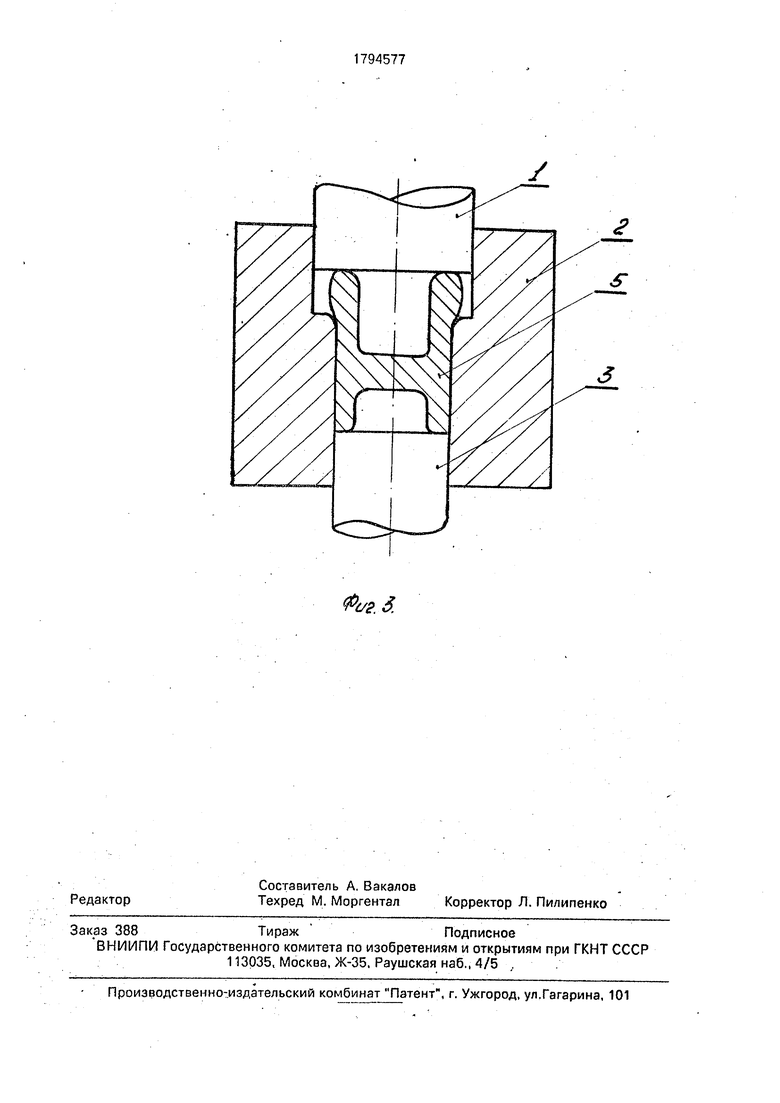
На фиг.1 показана втулка в конечный момент операции штамповки; на фиг.2 - положение исходной заготовки перед штамповкой; на фиг.З - начальный момент формирования фланца втулки.
Штамп для осуществления способа состоит из пуансона 1, матрицы 2 и выталкивателя 3.
Способ осуществляется следующим образом.
На исходную заготовку наносят защитно-смазочное покрытие, при этом на один из торцов заготовки наносят покрытие, вязкость которого ниже вязкости бокового покрытия. Нагревают заготовку и размещают в матрице 2. При установке заготовки вышеупомянутый торец ориентируют в сторону пуансона 1 или выталкивателя 3 в зависимости от расположения перемычки 4 деформированной втулки 5. Если перемычка втулки смещена к выталкивателю, то вышеупомянутый торец ориентируют в сторону выталкивателя; если перемычка втулки смещена к пуансону, что торец ориентируют в сторону пуансона.
После деформирования втулку 5 удаляют из матрицы 2 выталкивателем 3.
Пример штамповки втулки с перемычкой и фланцем из титанового сплава ВТ9. Перемычка расположена в нижней части втулки на высоте, равной 1/3 высоты втулки.
На боковую поверхность и один из торцов исходной цилиндрической заготовки, диаметром равным наружному диаметру втулки наносим суспензию стекла 209, а на другой торец -эмаль ЭВТ-8.
Нагревали заготовки в электропечи до 960°С. Вязкость стекла 209 приданной температуре составила 6 -103 Па-с, а эмали ЭВТ-8 - 6-10 Па-с, что обеспечивает коэффициент трения соответственно 0,02-0,03 и
0,15-0,30.
Заготовки после нагрева устанавливали в матрице на выталкиватель торцом, покрытым эмалью ЭВТ-8. Перед штамповкой штамп также нагревали до температуры
960°С. При деформировании вначале заполнялась нижняя часть закрытой полости при одновременном наборе металла во фланцевой части полости штамп-а. В конечный момент деформации происходило окончательное заполнение фланцевой полости штампа. Образование утяжины не наблюдалось, поскольку металл вдоль торца выталкивателя в этот момент не перемещался.
. - рБлагодаря оптимальному течению металла при заполнении полости штампа ме-- таллом способ позволяет резко сократить припуск и напуск при штамповке деталей типа втулок с внутренней перемычкой, смещенной в сторону одного из торцов детали и тем самым снизить расход металла и повысить качество.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего деформирования металлов | 1990 |
|
SU1784390A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ изготовления штампов для штамповки труднодеформируемых материалов | 1983 |
|
SU1243879A1 |
| Способ горячей изотермической штамповки | 1978 |
|
SU774746A1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| Способ изотермической штамповки изделий | 1991 |
|
SU1810201A1 |
| Способ горячей изотермической штамповки | 1986 |
|
SU1430167A1 |
| Способ изотермической штамповки | 1981 |
|
SU1006015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления заготовок типа дисков с лопатками рабочих колес центробежных машин | 1991 |
|
SU1804945A1 |
Использование: обработка металлов давлением, технология изготовления изделий типа втулок с перемычкой. Сущность изобретения: на заготовку наносят защитно- смазочное покрытие. Нагревают и деформируют ее в нагретом до температуры деформации штампе. При этом на торец, со стороны которого формируют перемычку, наносят защитно-смазочное покрытие, вязкость которого ниже вязкости покрытия на противоположном торце и на боковой поверхности заготовки. 3 ил.
Формула изобретени я Способ горячей изотермической штамповки в закрытых штампах/включающий нанесение на торцы и боковую поверхность заготовки защитно-смазочного покрытия, нагрев и деформирование ее в штампе, нагретом до температуры деформации, при отношении величины вязкости защитно-смазочного покрытия в Па-с к величине удельного усилия деформирования в кгс/ мм в пределах 200...450, от л и ч а ю- щ и ;й с я тем ,что, с целью повышения
качества и сокращения расхода металла, при изготовлении деталей типа втулок с внутренней перемычкой, смещенной в сторону одного из торцов детали, на торец, со стороны которого формируют перемычку, наносят защитно-смазочное покрытие, вязкость которого при температуре деформации ниже вязкости бокового покрытия при той же температуре, при этом отношение величины вязкости упомянутого торцевого покрытия к величине удельного усилия деформирования не превышает 200.
Фиг.З.
| Способ горячей изотермической штамповки | 1978 |
|
SU774746A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
